一种辊式泡罩包装机
文献发布时间:2023-06-19 19:23:34
技术领域
本发明涉及泡罩包装机技术领域,具体涉及一种辊式泡罩包装机。
背景技术
泡罩包装机是以透明塑料薄膜或薄片形成泡罩,用热封合,粘合等方法将产品封合在泡罩与底板之间的机器;而平板式泡罩包装机是对药品食品、医疗器械及其类似物料进行泡罩式铝(PTP)/塑(PVC)、铝(PTP)/铝(PTP)复合密封包装的专用设备,由于采用正压成形,平压热封,故具有泡罩挺括,板块平整等特点,深受业界人士的青睐。针对现有技术存在以下问题:
1、现有的辊式泡罩包装机,在进行包装的时候,并不能够实现对药品进行筛选,不能够保证药品的均匀度,从而导致服用者的摄取量不稳定,进而影响服用者的生命安全;不能实现对包装好的药品进行快速封装的功能,则两道工序都是分开进行,需要工作人员将包装好的药品搬运到封装装置处进行封装,比较费时费力,从而降低了工作效率;
2、现有的辊式泡罩包装机,不能实现自动送料、下料的功能,则需要工作人员手动进行上下料,从而增加了劳动强度;并且不能对包装产生的灰尘和废料进行自动清理和吸附,需要工作人员手动对废料进行统一清理,非常费时费力。
发明内容
为解决上述技术问题,本发明所采用的技术方案是:
一种辊式泡罩包装机,包括主体,所述主体的一侧设置有传送辊,所述传送辊的一侧设置有PVC泡罩,所述PVC泡罩的一侧设置有入料装置,所述入料装置的一侧设置有封口装置,所述封口装置的一侧设置有传送装置,所述传送装置的一侧设置有第二皮带轮,所述第二皮带轮的一侧设置有废料收集装置。
本发明技术方案的进一步改进在于:所述入料装置包括有入料口,所述入料口的下端设置有筛分网,所述筛分网的一侧设置有缓冲座,所述缓冲座的内侧设置有T型板,所述T型板的一侧设置有缓冲弹簧,所述筛分网的一侧设置有连接杆,所述连接杆的一端设置有抵接板,所述抵接板的一侧设置有第一铰接杆,所述第一铰接杆的一端设置有第二铰接杆。
本发明技术方案的进一步改进在于:所述封口装置包括有主动轮,所述主动轮的一侧设置有从动轮,所述从动轮的一侧设置有齿轮,所述齿轮的一侧设置有齿条,所述齿条的一侧设置有热封刀,所述热封刀的一侧设置有铝箔。
本发明技术方案的进一步改进在于:所述传送装置包括有固定框,所述固定框的一侧设置有电机,所述电机的一端设置有转动杆,所述转动杆的外侧设置有第一皮带轮。
本发明技术方案的进一步改进在于:所述废料收集装置包括有风机,所述风机的一侧设置有收集箱,所述收集箱的内侧设置有静电吸附网,所述收集箱的下侧设置有排出腔。
本发明技术方案的进一步改进在于:所述第二铰接杆的一端与第一铰接杆的一端铰接,所述第一铰接杆的一端通过抵接板与连接杆的一端固定连接,所述筛分网的一端与缓冲座的一侧固定连接。
本发明技术方案的进一步改进在于:所述主动轮的一侧通过皮带与从动轮的一侧传动连接,所述从动轮的一侧与齿轮的一侧转动连接,所述齿轮的一侧与齿条的一侧啮合。
本发明技术方案的进一步改进在于:所述转动杆的外侧与第一皮带轮的一侧转动连接。
本发明技术方案的进一步改进在于:所述风机的一侧与收集箱的一侧固定连接。
由于采用了上述技术方案,本发明相对现有技术来说,取得的技术进步是:
1、本发明提供一种辊式泡罩包装机,通过入料口、抵接板、第一铰接杆、第二铰接杆、连接杆、筛分网、缓冲座、T型板、缓冲弹簧的共同作用下,通过将PVC泡罩通过入料装置,药品经过筛分网筛选进入到PVC泡罩内,通过传送装置对PVC泡罩进行传输,而铝箔经过主动轮对传送带上的PVC泡罩进行压合,然后启动电机,电机的输出端能够带动主动轮转动,主动轮带动第二铰接杆转动,从而使得第二铰接杆推动第一铰接杆左右移动,通过第一铰接杆带动抵接板和连接杆左右移动,通过连接杆带动筛分网左右移动,从而可以对筛分网上的药品进行充分的筛选,提高了筛分网的筛选效率,从而保证了药品包装的均匀度,使得服用者每次摄入量一致,有助于更好的作用于服用者,而筛分网左右移动的同时会对左侧的缓冲座进行撞击,从而推动缓冲座内部的T型板移动并对缓冲弹簧进行挤压,在缓冲弹簧的弹性作用力下对撞击力进行一部分抵消,从而可以对筛分网起到缓冲保护的作用,避免筛分网筛选的过程中晃动过大,从而保证了筛分网筛分时的稳定性。
2、本发明提供一种辊式泡罩包装机,通过热封刀、主动轮、从动轮、齿轮、齿条、铝箔的共同作用下,通过驱动电机,电机的输出端带动主动轮转动,主动轮除了带动第二铰接杆转动的同时也通过皮带带动从动轮转动,从动轮转动带动齿轮转动,齿轮转动的同时与齿条啮合,从而通过齿条带动热封刀上下移动,通过热封刀对铝箔进行切割,从而对包装好的药品实现快速封口,这样就能够实现药品的自动包装流程,联动式的设计能够最大程度的降低能耗,避免资源的浪费,保证出料和包装的一体化进行,适合推广。
3、本发明提供一种辊式泡罩包装机,通过电机、转动杆、固定框、第一皮带轮的共同作用下,通过将药品放在传送带上,然后启动电机,电机的输出端带动转动杆转动,转动杆带动第一皮带轮转动,第一皮带轮带动第二皮带轮转动,第二皮带轮带动传送带转动,通过传送带能够方便、高效的对药品进行传送,无需人工进行送料、下料,减轻了工作人员的劳动强度,且在传送带外表面设置防滑螺纹,增加传送带与药品之间的摩擦力,避免传送带在传输的过程中药品滑落的情况发生,提高了对药品传送的稳定性。
4、本发明提供一种辊式泡罩包装机,通过静电吸附网、风机、收集箱、排出腔的共同作用下,当传送装置将PVC泡罩内的药品传送至收集箱的下方时,通过启动风机,风机将传送带上的灰尘和废料抽入到收集箱的内部,通过收集箱内部的静电吸附网对灰尘和废料进行吸附,避免杂质混入到包装好的药品内部,从而提高了药品包装的质量,且无需人工进行二次清理,便于工作人员清理,节省了劳动力,进一步提高了该泡罩包装机的便捷性,而包装好的药品通过传送装置继续输送至排出腔内作下一步加工处理,操作简单,便于人们使用。
附图说明
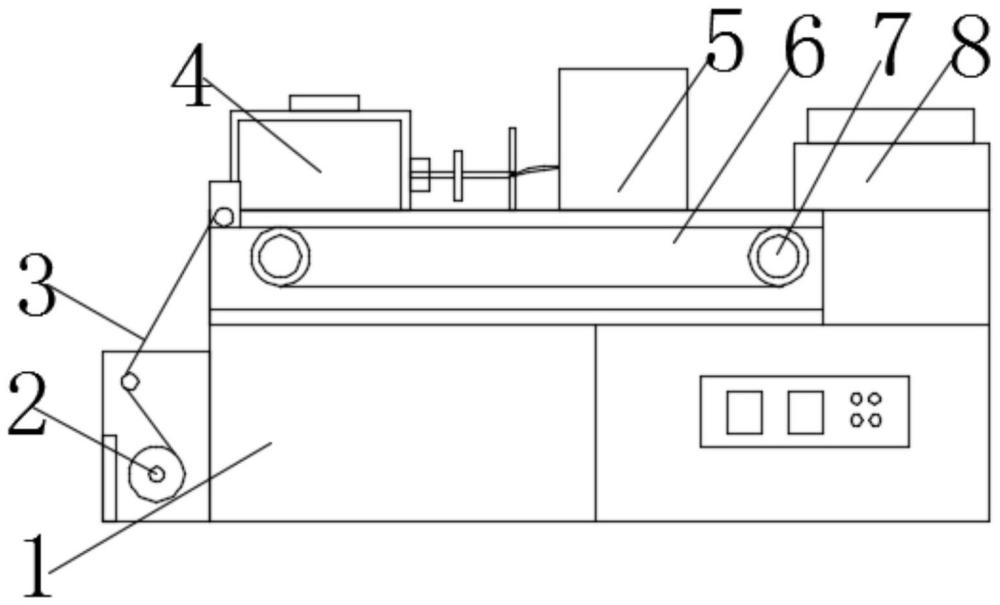
图1为本发明的辊式泡罩包装机的结构示意图;
图2为本发明的入料装置的结构示意图;
图3为本发明的缓冲机构的结构示意图;
图4为本发明的封口装置的结构示意图;
图5为本发明的传送装置的结构示意图;
图6为本发明的废料收集装置的结构示意图。
图中:1、主体;2、传送辊;3、PVC泡罩;4、入料装置;41、入料口;42、抵接板;43、第一铰接杆;44、第二铰接杆;45、连接杆;46、筛分网;47、缓冲座;48、T型板;49、缓冲弹簧;5、封口装置;51、热封刀;52、主动轮;53、从动轮;54、齿轮;55、齿条;56、铝箔;6、传送装置;61、电机;62、转动杆;63、固定框;64、第一皮带轮;7、第二皮带轮;8、废料收集装置;81、静电吸附网;82、风机;83、收集箱;84、排出腔。
具体实施方式
下面结合实施例对本发明做进一步详细说明:
实施例1
如图1-6所示,本发明提供了一种辊式泡罩包装机,包括主体1,主体1的一侧设置有传送辊2,传送辊2的一侧设置有PVC泡罩3,PVC泡罩3的一侧设置有入料装置4,入料装置4的一侧设置有封口装置5,封口装置5的一侧设置有传送装置6,传送装置6的一侧设置有第二皮带轮7,第二皮带轮7的一侧设置有废料收集装置8。
实施例2
如图1-6所示,在实施例1的基础上,本发明提供一种技术方案:优选的,入料装置4包括有入料口41,入料口41的下端设置有筛分网46,筛分网46的一侧设置有缓冲座47,缓冲座47的内侧设置有T型板48,T型板48的一侧设置有缓冲弹簧49,筛分网46的一侧设置有连接杆45,连接杆45的一端设置有抵接板42,抵接板42的一侧设置有第一铰接杆43,第一铰接杆43的一端设置有第二铰接杆44,第二铰接杆44的一端与第一铰接杆43的一端铰接,第一铰接杆43的一端通过抵接板42与连接杆45的一端固定连接,筛分网46的一端与缓冲座47的一侧固定连接。
在本实施例中,通过将PVC泡罩3通过入料装置4,药品经过筛分网46筛选进入到PVC泡罩3内,通过传送装置6对PVC泡罩3进行传输,而铝箔56经过主动轮52对传送带上的PVC泡罩3进行压合,然后启动电机,电机的输出端能够带动主动轮52转动,主动轮52带动第二铰接杆44转动,从而使得第二铰接杆44推动第一铰接杆43左右移动,通过第一铰接杆43带动抵接板42和连接杆45左右移动,通过连接杆45带动筛分网46左右移动,从而可以对筛分网46上的药品进行充分的筛选,提高了筛分网46的筛选效率,从而保证了药品包装的均匀度,使得服用者每次摄入量一致,有助于更好的作用于服用者,而筛分网46左右移动的同时会对左侧的缓冲座47进行撞击,从而推动缓冲座47内部的T型板48移动并对缓冲弹簧49进行挤压,在缓冲弹簧49的弹性作用力下对撞击力进行一部分抵消,从而可以对筛分网46起到缓冲保护的作用,避免筛分网46筛选的过程中晃动过大,从而保证了筛分网46筛分时的稳定性。
实施例3
如图1-6所示,在实施例1的基础上,本发明提供一种技术方案:优选的,封口装置5包括有主动轮52,主动轮52的一侧设置有从动轮53,从动轮53的一侧设置有齿轮54,齿轮54的一侧设置有齿条55,齿条55的一侧设置有热封刀51,热封刀51的一侧设置有铝箔56,主动轮52的一侧通过皮带与从动轮53的一侧传动连接,从动轮53的一侧与齿轮54的一侧转动连接,齿轮54的一侧与齿条55的一侧啮合。
在本实施例中,通过驱动电机,电机的输出端带动主动轮52转动,主动轮52除了带动第二铰接杆44转动的同时也通过皮带带动从动轮53转动,从动轮53转动带动齿轮54转动,齿轮54转动的同时与齿条55啮合,从而通过齿条55带动热封刀51上下移动,通过热封刀51对铝箔56进行切割,从而对包装好的药品实现快速封口,这样就能够实现药品的自动包装流程,联动式的设计能够最大程度的降低能耗,避免资源的浪费,保证出料和包装的一体化进行,适合推广。
实施例4
如图1-6所示,在实施例1的基础上,本发明提供一种技术方案:优选的,传送装置6包括有固定框63,固定框63的一侧设置有电机61,电机61的一端设置有转动杆62,转动杆62的外侧设置有第一皮带轮64,转动杆62的外侧与第一皮带轮64的一侧转动连接。
在本实施例中,通过将药品放在传送带上,然后启动电机61,电机61的输出端带动转动杆62转动,转动杆62带动第一皮带轮64转动,第一皮带轮64带动第二皮带轮7转动,第二皮带轮7带动传送带转动,通过传送带能够方便、高效的对药品进行传送,无需人工进行送料、下料,减轻了工作人员的劳动强度,且在传送带外表面设置防滑螺纹,增加传送带与药品之间的摩擦力,避免传送带在传输的过程中药品滑落的情况发生,提高了对药品传送的稳定性。
实施例5
如图1-6所示,在实施例1的基础上,本发明提供一种技术方案:优选的,废料收集装置8包括有风机82,风机82的一侧设置有收集箱83,收集箱83的内侧设置有静电吸附网81,收集箱83的下侧设置有排出腔84,风机82的一侧与收集箱83的一侧固定连接。
在本实施例中,当传送装置6将PVC泡罩3内的药品传送至收集箱83的下方时,通过启动风机82,风机82将传送带上的灰尘和废料抽入到收集箱83的内部,通过收集箱83内部的静电吸附网81对灰尘和废料进行吸附,避免杂质混入到包装好的药品内部,从而提高了药品包装的质量,且无需人工进行二次清理,便于工作人员清理,节省了劳动力,进一步提高了该泡罩包装机的便捷性,而包装好的药品通过传送装置6继续输送至排出腔84内作下一步加工处理,操作简单,便于人们使用。
下面具体说一下该辊式泡罩包装机的工作原理。
如图1-6所示,当该辊式泡罩包装机在使用时,通过将PVC泡罩3通过入料装置4,药品经过筛分网46筛选进入到PVC泡罩3内,通过传送装置6对PVC泡罩3进行传输,而铝箔56经过主动轮52对传送带上的PVC泡罩3进行压合,然后启动电机,电机的输出端能够带动主动轮52转动,主动轮52带动第二铰接杆44转动,从而使得第二铰接杆44推动第一铰接杆43左右移动,通过第一铰接杆43带动抵接板42和连接杆45左右移动,通过连接杆45带动筛分网46左右移动,从而可以对筛分网46上的药品进行充分的筛选,提高了筛分网46的筛选效率,从而保证了药品包装的均匀度,使得服用者每次摄入量一致,有助于更好的作用于服用者,而筛分网46左右移动的同时会对左侧的缓冲座47进行撞击,从而推动缓冲座47内部的T型板48移动并对缓冲弹簧49进行挤压,在缓冲弹簧49的弹性作用力下对撞击力进行一部分抵消,从而可以对筛分网46起到缓冲保护的作用,避免筛分网46筛选的过程中晃动过大,从而保证了筛分网46筛分时的稳定性,通过驱动电机,电机的输出端带动主动轮52转动,主动轮52除了带动第二铰接杆44转动的同时也通过皮带带动从动轮53转动,从动轮53转动带动齿轮54转动,齿轮54转动的同时与齿条55啮合,从而通过齿条55带动热封刀51上下移动,通过热封刀51对铝箔56进行切割,从而对包装好的药品实现快速封口,这样就能够实现药品的自动包装流程,联动式的设计能够最大程度的降低能耗,避免资源的浪费,保证出料和包装的一体化进行,适合推广,通过将药品放在传送带上,然后启动电机61,电机61的输出端带动转动杆62转动,转动杆62带动第一皮带轮64转动,第一皮带轮64带动第二皮带轮7转动,第二皮带轮7带动传送带转动,通过传送带能够方便、高效的对药品进行传送,无需人工进行送料、下料,减轻了工作人员的劳动强度,且在传送带外表面设置防滑螺纹,增加传送带与药品之间的摩擦力,避免传送带在传输的过程中药品滑落的情况发生,提高了对药品传送的稳定性,当传送装置6将PVC泡罩3内的药品传送至收集箱83的下方时,通过启动风机82,风机82将传送带上的灰尘和废料抽入到收集箱83的内部,通过收集箱83内部的静电吸附网81对灰尘和废料进行吸附,避免杂质混入到包装好的药品内部,从而提高了药品包装的质量,且无需人工进行二次清理,便于工作人员清理,节省了劳动力,进一步提高了该泡罩包装机的便捷性,而包装好的药品通过传送装置6继续输送至排出腔84内作下一步加工处理,操作简单,便于人们使用。
上文一般性的对本发明做了详尽的描述,但在本发明基础上,可以对之做一些修改或改进,这对于技术领域的一般技术人员是显而易见的。因此,在不脱离本发明思想精神的修改或改进,均在本发明的保护范围之内。