用于冶金的热轧带钢同位点高频数据的采集方法和系统
文献发布时间:2024-01-17 01:28:27
技术领域
本发明涉及冶金热轧生产线的高频数据采集技术,具体地,涉及用于冶金的热轧带钢同位点高频数据的采集方法和系统。尤其是是涉及热轧轧机在咬钢与抛钢时所产生的高频数据的采集。
背景技术
热轧同位点的高频数据对判断热轧所生产的板坯质量至关重要,目前还没有技术能获得同位点高频数据,导致不能快速判断生产的板坯质量,以及时调整下块板坯生产参数。
专利文献CN101488907A公开了一种高频电文信号的采集与传输方法,其包括:由数据采集模块采集高频生产信号,并转变为数字高频电文信号后送到数据发送模块;由数据发送模块将高频电文信号打包后的通过网络发送到数据接收模块;由数据接收模块接收打包后的电文信号,并通过解包后进行存储。专利文献CN101488907A是阐述了将高频生产信号转变为数字高频电文信号等,以此解决高频数据的采集和传输问题的技术,意图提高数据的传输频率,减少了数据的丢失。
但是在现有技术中未检索到能够有效地通过硬件采集技术来获取热轧带钢同位点高频数据的技术方案。
发明内容
针对现有技术中的缺陷,本发明的目的是提供一种用于冶金的热轧带钢同位点高频数据的采集方法和系统。
根据本发明提供的一种用于冶金的热轧带钢同位点高频数据的采集方法,包括:
步骤S1:计算板坯位置与时刻点对应关系;
步骤S2:根据所述板坯位置与时刻点对应关系获取所需数据同时点数据;
步骤S3:将所述同时点数据转化为等差同位点数据。
优选地,在所述步骤S1中:
获取带钢在该轧机的咬钢时刻T1、抛钢时刻T2;
根据时间区间[T1,T2],截取带钢速度或轧机线速度的时刻点数据:(t
y(Spd)
由上述已知的时刻点速度数据,通过积分算出板坯位置与时刻点对应关系:
(t
y(LenOri)
板坯长度都乘以前滑系数fs,得到调整后的板坯位置与时刻点对应关系:
(t
其中,(t
t
y(Len)
T1表示带钢在轧机的咬钢时刻;
T2表示带钢在轧机的抛钢时刻;
Z表示正整数集;
N表示时刻的数量。
优选地,在所述步骤S2中:
第二步:计算同位点数据。
根据所述板坯位置与时刻点对应关系(t
(t2
t2
y(Temp)
M表示同时点的数量;
其中,由(t
根据上述计算结果将
(t2
即得到同位点数据:
(y2(len)
(Len
优选地,在所述步骤S3中:
针对通过插值计算得到(Len
优选地,在所述步骤S3中:
根据板坯总长度Len
得到向量A=(0,Step*1,Step*2,Step*3,……Step*Q)
TRUNC表示一种函数,功能是截取日期或数字,返回指定的值;
向量A中的值通过在(Len
根据本发明提供的一种用于冶金的热轧带钢同位点高频数据的采集系统,包括:
模块M1:计算板坯位置与时刻点对应关系;
模块M2:根据所述板坯位置与时刻点对应关系获取所需数据同时点数据;
模块M3:将所述同时点数据转化为等差同位点数据。
优选地,在所述模块M1中:
获取带钢在该轧机的咬钢时刻T1、抛钢时刻T2;
根据时间区间[T1,T2],截取带钢速度或轧机线速度的时刻点数据:(t
y(Spd)
由上述已知的时刻点速度数据,通过积分算出板坯位置与时刻点对应关系:
(t
y(LenOri)
板坯长度都乘以前滑系数fs,得到调整后的板坯位置与时刻点对应关系:
(t
其中,(t
t
y(Len)
T1表示带钢在轧机的咬钢时刻;
T2表示带钢在轧机的抛钢时刻;
Z表示正整数集;
N表示时刻的数量。
优选地,在所述模块M2中:
第二步:计算同位点数据。
根据所述板坯位置与时刻点对应关系(t
(t2
t2
y(Temp)
M表示同时点的数量;
其中,由(t
根据上述计算结果将
(t2
即得到同位点数据:
(y2(len)
(Len
优选地,在所述模块M3中:
针对通过插值计算得到(Len
优选地,在所述模块M3中:
根据板坯总长度Len
得到向量A=(0,Step*1,Step*2,Step*3,……Step*Q)
TRUNC表示一种函数,功能是截取日期或数字,返回指定的值;
向量A中的值通过在(Len
与现有技术相比,本发明具有如下的有益效果:
1、本发明结合实际工艺情况,在已知同时点的条件下,根据需要设定板坯位置间隔(步长),计算板坯等间隔位置数据(包括温度、轧制力等各重要指标),再结合重要指标通过板坯等位点数据综合判断板坯的质量,提高热轧生产效率。
2、本发明通过同时点的高频数据,得到同位点的高频数据,以快速判断生产的板坯质量,提高热轧单元的整体生产效益。
3、本发明的计算过程省时,计算结果准确。
附图说明
通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
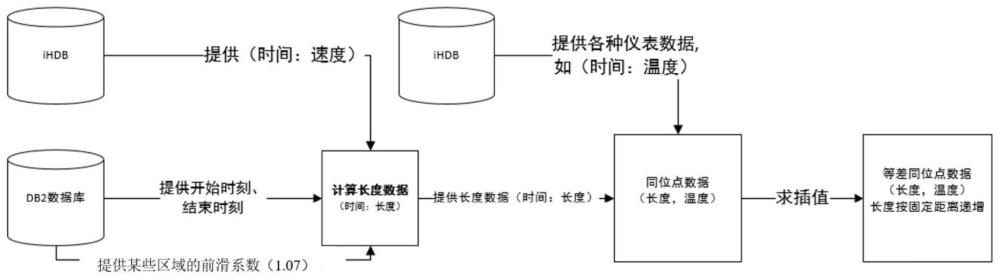
图1为本发明的流程示意图。
具体实施方式
下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变化和改进。这些都属于本发明的保护范围。
根据本发明提供的一种用于冶金的热轧带钢同位点高频数据的采集方法,包括如下步骤:
第一步:计算长度数据。计算同位点数据需要一组带钢通过轧机长度的同时点数据,即(t
t
y(Len)
T1表示带钢在轧机的咬钢时刻;
T2表示带钢在轧机的抛钢时刻;
Z表示正整数集;
N表示时刻的数量。
具体地,获取带钢在该轧机的咬钢时刻T1、抛钢时刻T2;根据时间区间[T1,T2],从自研实时产品iHyperDB中截取带钢速度或轧机线速度的时刻点数据:(t
y(Spd)
由上述已知的时刻点速度数据,通过积分算出板坯位置与时刻点对应关系:
(t
y(LenOri)
板坯长度都乘以前滑系数forwardSlip(简称fs),得到较准的板坯位置与时刻点对应关系:(t
第二步:计算同位点数据。
这里以计算板坯同位点温度数据举例,根据第一步已经得到的时刻与板坯位置关系(t
(t2
t2
y(Temp)
M表示同时点的数量;
具体地,由(t
根据上述计算结果将(t2
即可得到同位点数据:
(y2(len)
(Len
第三步:计算同位点数据。将结果数据转化为等差同位点数据
(Len
具体地,根据板坯总长度Len
得到向量A=(0,Step*1,Step*2,Step*3,……Step*Q)
TRUNC表示一种函数,功能是截取日期或数字,返回指定的值,与函数INT类似。
向量A中的值通过在(Len
求插值
即可得到等差同位点数据:(0,Temp
本发明还提供一种用于冶金的热轧带钢同位点高频数据的采集系统,本领域技术人员可以通知执行所述用于冶金的热轧带钢同位点高频数据的采集方法的步骤流程实现所述用于冶金的热轧带钢同位点高频数据的采集系统,即可以将所述用于冶金的热轧带钢同位点高频数据的采集方法理解为所述用于冶金的热轧带钢同位点高频数据的采集系统的优选实施方式。
根据本发明提供的一种用于冶金的热轧带钢同位点高频数据的采集系统,包括:
模块M1:计算板坯位置与时刻点对应关系;
模块M2:根据所述板坯位置与时刻点对应关系获取所需数据同时点数据;
模块M3:将所述同时点数据转化为等差同位点数据。
优选地,在所述模块M1中:
获取带钢在该轧机的咬钢时刻T1、抛钢时刻T2;
根据时间区间[T1,T2],截取带钢速度或轧机线速度的时刻点数据:(t
y(Spd)
由上述已知的时刻点速度数据,通过积分算出板坯位置与时刻点对应关系:
(t
y(LenOri)
板坯长度都乘以前滑系数fs,得到调整后的板坯位置与时刻点对应关系:
(t
其中,(t
t
y(Len)
T1表示带钢在轧机的咬钢时刻;
T2表示带钢在轧机的抛钢时刻;
Z表示正整数集;
N表示时刻的数量。
优选地,在所述模块M2中:
第二步:计算同位点数据。
根据所述板坯位置与时刻点对应关系(t
(t2
t2
y(Temp)
M表示同时点的数量;
其中,由(t
根据上述计算结果将(t2
即得到同位点数据:
(y2(len)
(Len
优选地,在所述模块M3中:
针对通过插值计算得到(Len
优选地,在所述模块M3中:
根据板坯总长度Len
得到向量A=(0,Step*1,Step*2,Step*3,……Step*Q)
TRUNC表示一种函数,功能是截取日期或数字,返回指定的值;
向量A中的值通过在(Len
本领域技术人员知道,除了以纯计算机可读程序代码方式实现本发明提供的系统、装置及其各个模块以外,完全可以通过将方法步骤进行逻辑编程来使得本发明提供的系统、装置及其各个模块以逻辑门、开关、专用集成电路、可编程逻辑控制器以及嵌入式微控制器等的形式来实现相同程序。所以,本发明提供的系统、装置及其各个模块可以被认为是一种硬件部件,而对其内包括的用于实现各种程序的模块也可以视为硬件部件内的结构;也可以将用于实现各种功能的模块视为既可以是实现方法的软件程序又可以是硬件部件内的结构。
以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变化或修改,这并不影响本发明的实质内容。在不冲突的情况下,本申请的实施例和实施例中的特征可以任意相互组合。
- 用于水下密度采集设备的数据处理系统及其数据处理方法
- 一种热轧带钢MES系统并行调试数据采集方法
- 一种热轧带钢MES系统并行调试数据采集方法