一种开关光可编辑激光加工系统和方法
文献发布时间:2023-06-19 09:38:30
技术领域
本发明涉及激光加工技术领域,尤其是涉及一种开关光可编辑激光加工系统和方法。
背景技术
目前,激光加工作为先进制造技术已广泛应用于汽车、电子、电器、航空、冶金、机械制造等加工领域,对提高产品质量、劳动生产率、自动化、无污染、减少材料消耗起到愈来愈重要的作用。相对于传统的加工方式,激光加工具有诸多优势,如能量集中,热影响区域小,激光束易于聚焦、导向,便于自动化控制等。要实现激光加工的自动化控制,传统的实现方法为:控制系统输出一个高电平信号,激光发射装置开始运转并输出激光,聚焦于将要加工的元件上,同时加工设备的机械及其传动部件开始按照设定的轨迹运动,激光加工设备从起点开始加工;设备的机械及其传动部件运动到设定的终点时,控制系统输出一个低电平信号,激光发射装置停止运转,同时设备的机械及其传动部件也停止运动。
但是,由于机械运动的延迟特性,加工开始时,控制系统输出高电平后,机械及其传动部件从收到启动信号到开始运动会有一段时间延迟(τ
因此,克服激光加工过程中的过度加工,是目前亟待解决的问题。
发明内容
本发明的目的是提供一种开关光可编辑激光加工系统和方法,通过计算或测量加工设备的机械延迟时间,根据延迟时间,适当设置激光设备的发光时刻与结束时刻,减少激光在起始点与终止点上的持续时间,保证在整个加工过程中,激光在每个加工点上的照射时间相同,提高加工精度,减少损耗。
第一方面,本发明的上述发明目的通过以下技术方案得以实现:
一种开关光可编辑激光加工系统,包括激光发射装置、加工设备、监测模块、控制中心,所述加工设备用于采用激光加工元件,所述监测模块用于测量加工设备延迟时间、激光延迟时间,控制中心根据延迟时间,控制激光发射装置发射激光或结束发光的时间点,保证激光在元件加工的起始点与终点上的加工均匀。
本发明进一步设置为:所述延迟时间包括加工设备延迟时间、激光延迟时间,其中,加工设备延迟时间包括启动延时时间,启动延时时间用于记录控制中心发送开始加工信号给加工设备的时刻到加工设备开始运行时刻的时间间隔;激光延迟时间包括激光起始延时时间与激光结束延时时间,激光起始延时时间是指从控制中心发送激光发射信号开始,到激光发射装置启动发射激光光束的时刻之间的时间间隔;激光结束延时时间是指从控制中心发送结束激光发射信号开始,到激光发射装置停止工作结束出光的时刻之间的时间间隔。
本发明进一步设置为:控制中心计算启动延时时间与激光起始延时时间之间的差,得到第一延时时间,控制中心在发送开始加工信号后,延时第一延时时间后,发送激光发射信号,从而保证加工元件到达起始加工位置时,激光光束也开始发射。
本发明进一步设置为:控制中心在发送停止加工信号之前,提前一个激光结束延时时间,发送结束激光发射信号给激光发射装置,控制激光发射装置停止发射激光。
本发明进一步设置为:在加工设备开始加工前,控制中心同时发送开始加工信号与激光发射信号,监测模块测量激光发射装置发射的激光在开始加工点的持续时间,为开启持续延迟时间;在加工完成后,控制中心同时发送停止加工信号和结束激光发射信号,测量激光在最终加工点之后的持续时间为终止持续延迟时间。
本发明进一步设置为:控制中心计算激光的发射时刻为开始加工信号时刻后,启动延时时间减去开启持续延迟时间后的时刻。
本发明进一步设置为:控制中心计算终止激光发射时刻为停止加工信号时刻减去终止持续延迟时间后的时刻。
本发明进一步设置为:控制中心包括存储器与处理器,所述存储器存储有能够被处理器加载并执行的系统进行加工的计算机程序。
第二方面,本发明的上述发明目的通过以下技术方案得以实现:一种开关光可编辑激光加工方法,测量或计算激光在加工开始点的启动延时时间,在开始加工信号发送时刻后,延时一个启动延时时间,开启发射激光。
本发明进一步设置为:测量或计算激光在最终加工点的终止延时时间,在停止加工信号发送前,提前一个终止延时时间,停止激光发射。
与现有技术相比,本发明的有益技术效果为:
1.本申请通过精确测量或计算延迟时间,从而实现对激光发射或结束发射的时刻精确把握,保证了激光加工的精确性;
2.进一步地,本申请通过计算加工设备、激光延迟时间,克服了在起始点与最终点之后的过度加工,提高了加工质量。
附图说明
图1是本发明的一个具体实施例的时序控制结构示意图;
图2是本发明的又一个具体实施例的时序控制结构示意图。
具体实施方式
以下结合附图对本发明作进一步详细说明。
具体实施例一
本发明的一种开关光可编辑激光加工系统,包括激光发射装置、加工设备、监测模块、控制中心,所述加工设备用于根据控制中心的开始加工信号与终止加工信号,采用激光进行元件加工;激光发射装置与加工设备可移动固定安装,监测模块用于监测加工设备延迟时间、激光延迟时间,并将延迟时间传输给控制中心,控制中心根据延迟时间,控制激光发射装置发射激光或结束发光的时间点,保证激光在元件每一个加工点上的加工时间相同。
加工设备延迟时间包括启动延时时间,启动延时时间用于记录控制中心发送开始加工信号给加工设备的时刻到加工设备开始运行时刻的时间间隔。
激光延迟时间包括激光起始延时时间与激光结束延时时间,激光起始延时时间是指从控制中心发送激光发射信号开始,到激光发射装置启动发射激光光束的时刻之间的时间间隔;激光结束延时时间是指从控制中心发送结束激光发射信号开始,到激光发射装置停止工作结束出光的时刻之间的时间间隔。
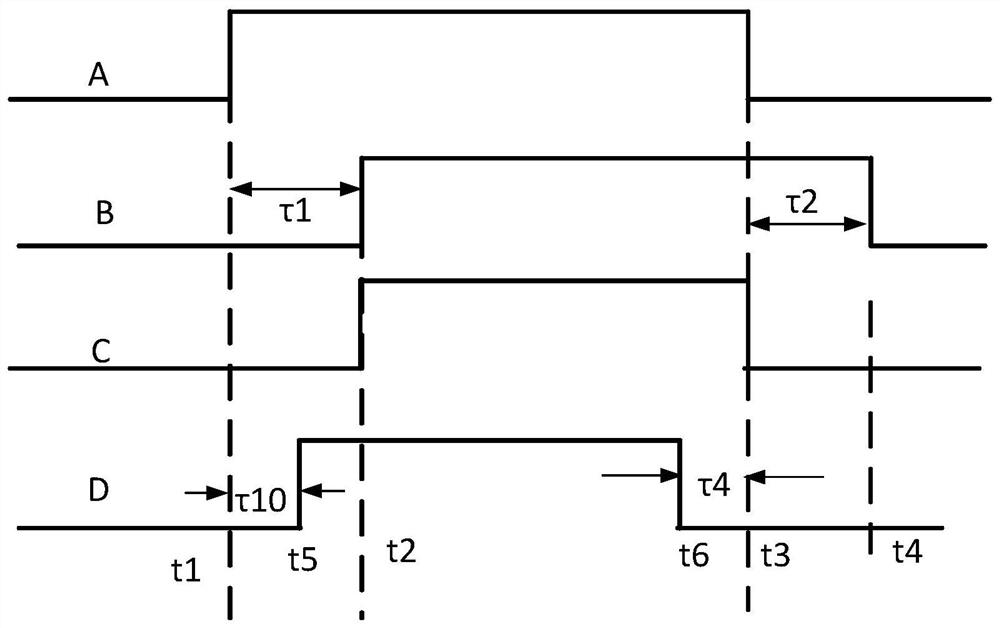
在进行加工前,先进行延时时间的测量,经过测量,得到设备的启动延时时间为τ1,激光起始延时时间为τ3,激光结束延时时间τ4。
如图1所示,控制中心发送的控制信号如图中A信号线所示,加工设备的运行时序如图中B信号线所示,经延时后激光发射装置的运行时序如图中C信号线所示,延时控制情况下激光发射装置的运转时序如图中D信号线所示。
控制中心在t1时刻发送开始加工信号给加工设备,经过启动延时时间τ1时段后的t2时刻,加工设备开始运行。
同时,控制信号在t1时刻发送激光发射信号给激光发射装置,延时时段τ10=τ1-τ3后的t5时刻,激光发射装置开始运转发射激光光束,其中,τ3为激光发射装置的激光起始延时时间。
控制中心计算启动延时时间与激光起始延时时间之间的差(τ1-τ3),
得到第一延时时间(τ10),控制中心在t1时刻发送开始加工信号,延时第一延时时间(τ10)后,再发送激光发射信号,从而保证加工元件到达起始加工位置时,激光光束也开始发射。
控制信号在发送结束激光发射信号给激光发射装置,经过激光结束延时时间τ4时段后,激光发射装置停止工作结束出光。
控制中心在t3时刻发送停止加工信号之前,提前一个激光结束延时时间τ4,即在还未达到t3时刻之前的t6时刻,发送结束激光发射信号给激光发射装置,控制激光发射装置停止发射激光。从而达到在加工元件到达最终点时停止激光光束的照射。
图中,τ2时段为控制中心发送终止加工信号后,加工设备因惯性而继续运行的时段。
具体实施例二
本发明的一种开关光可编辑激光加工系统,包括激光发射装置、加工设备、监测模块、控制中心。
在加工设备开始加工前,控制中心同时发送开始加工信号与激光发射信号,监测模块测量激光发射装置发射的激光在开始加工点的持续时间,为开启持续延迟时间;在加工完成后,控制中心同时发送停止加工信号和结束激光发射信号,测量激光在最终加工点之后的持续时间为终止持续延迟时间。
具体地,如图2所示,控制中心发送的控制信号如图中A信号线所示,加工设备的运行时序如图中B信号线所示,激光发射装置的触发信号如图中D信号线所示;激光发射装置在非延时控制状态下的运行时序如图中E信号线所示。
控制中心在t1时刻同时发送开始加工信号与激光发射信号,监测模块测量延迟时间。
经过启动延时时间τ1时段后的t2时刻,加工设备开始运行。
如信号线E所示,在没有考虑延时控制时,激光发射装置在接收到激光发射信号后,经过激光发射装置的延时,在t7时刻,激光发射装置启动发射激光光束,激光光束在加工元件起始点上持续τ6时间段的t2时刻,加工设备启动运行。在加工完成后,控制中心在t3时刻发送停止加工信号与结束激光发射信号,分别测量加工设备的结束延时时段τ2,激光发射装置的终止持续延迟时间τ5。
在考虑延时时间的情况下,控制中心计算激光的起始时间点为t1时刻后的τ1时段,减去激光在起始点上的持续时间段τ6,得到激光发射装置启动激光发射的时刻为t5,在持续τ7=τ1-τ6时间后,在t2时刻,即加工设备运行的起始点,激光束进行照射。即,在加工设备运行的时刻,激光光束照射起始点,不产生过度照射。
控制激光终止发射时间点为停止加工信号时间t3减去终止持续延迟时间τ5后,在时刻t6发送控制结束激光发射信号,从而在t3时刻实现激光光束结束照射。保证在加工元件到达加工终点的t3时刻,激光光束结束照射。
终止持续延迟时间本质上与激光结束延时时间相同。
最后,在每次加工元件时,在t5时刻控制启动激光发射,在t6时刻控制终止激光发射,从而实现图1中的C信号线所示的加工时序,即在t2时刻激光照射加工元件,在t3激光结束照射,保证在加工设备运行开启时激光光束照射,在控制中心控制停止加工时,结束激光照射。
控制中心包括存储器与处理器,存储器存储系统进行激光加工的计算机程序,处理器加载并执行计算机程序,实现对元件的加工处理。
具体实施例三
本发明的一种开关光可编辑激光加工方法,如图1所示,测量或计算激光在加工设备在开始点的启动延时时间τ1,激光发射的延时时间τ3,在开始加工信号发送时刻后,延时一个启动延时时间(τ1-τ3),控制激光发射,从而在t2时刻,实现加工设备开始运行、激光照射的同步。
测量或计算激光在最终加工点之后的终止延时时间τ4,在停止加工信号发送前的t3时刻前,提前终止延时时间τ4,即在t6时刻停止激光发射,从而在停止加工的t3时刻,实现激光照射结束。
本申请的延时时间都是以正的延时时间来进行说明的,同样的,本申请也适用于某些情况下的负延时时间。
加工设备的运行时间,有些情况下,是激光与设备的相对运行时间,并不仅仅表示加工设备的运行时间。
本具体实施方式的实施例均为本发明的较佳实施例,并非依此限制本发明的保护范围,故:凡依本发明的结构、形状、原理所做的等效变化,均应涵盖于本发明的保护范围之内。
- 一种开关光可编辑激光加工系统和方法
- 一种红外与紫外皮秒激光的出光方法以及皮秒激光加工系统