耳机单体自动化检测系统
文献发布时间:2023-06-19 10:51:07
技术领域
本发明是有关于一种实体设备,且特别是有关于一种耳机单体自动化检测系统。
背景技术
耳机是由一对耳机单体所构成的转换单元,它接受媒体播放器或接收器所发出的电信号,利用贴近耳朵的扬声器将其转化成可以听到的音波。耳机一般是与媒体播放器可分离的,利用一个插头连接。好处是在不影响旁人的情况下,可独自聆听音响。
在耳机出厂前,耳机单体的检测一般是靠人耳聆听来辨别好坏,传统生产耳机单体是人工分档位、人工检测极性,且是采人工标识记号。这种方式不但耗费人力,且不准确。有鉴于此,如何能实现耳机单体自动化检测,便成为一个重要课题。
发明内容
本发明提出一种耳机单体自动化检测系统,改善先前技术的问题。
在本发明的一实施例中,本发明所提出的耳机单体自动化检测系统包含纵向滑轨装置、第一机械手臂、音频量测装置、横向滑轨装置、第二机械手臂以及待测耳机单体载盘。第一机械手臂设置于纵向滑轨装置上,第一机械手臂具有测试探头。音频量测装置,设置于第一机械手臂的下方,音频量测装置具有耳机单体容置凹口,测试探头对准于耳机单体容置凹口。横向滑轨装置与纵向滑轨装置正交设置。第二机械手臂设置于横向滑轨装置上,待测耳机单体载盘设置于第二机械手臂的下方。
在本发明的一实施例中,测试探头的前端具有缓冲装置。
在本发明的一实施例中,第二机械手臂具有待测耳机单体夹具。
在本发明的一实施例中,耳机单体自动化检测系统还包含第三机械手臂以及耳机单体档位印刷装置。第三机械手臂设置于横向滑轨装置上,耳机单体档位印刷装置设置于第三机械手臂的下方。
在本发明的一实施例中,第三机械手臂具有已受测耳机单体夹具。
在本发明的一实施例中,第一机械手臂位于第二机械手臂与第三机械手臂之间,音频量测装置位于待测耳机单体载盘与耳机单体档位印刷装置之间,音频量测装置与纵向滑轨装置分开设置。
在本发明的一实施例中,耳机单体自动化检测系统还包含计算机装置。计算机装置电性连接第一机械手臂、音频量测装置与耳机单体档位印刷装置。
在本发明的一实施例中,耳机单体自动化检测系统还包含第四机械手臂以及耳机单体档位分类载盘。第四机械手臂设置于横向滑轨装置上,耳机单体档位分类载盘设置于第四机械手臂的下方。
在本发明的一实施例中,耳机单体自动化检测系统还包含水平传动装置。水平传动装置设置于耳机单体档位分类载盘的下方。
在本发明的一实施例中,第四机械手臂具有耳机单体档位分类夹具。
综上所述,本发明的技术方案与现有技术相比具有明显的优点和有益效果。通过本发明的技术方案,实现了耳机单体自动化检测系统,从而提高效率、节约人力,提高检测的准确度,杜绝了人为的误判。
以下将以实施方式对上述的说明作详细的描述,并对本发明的技术方案提供更进一步的解释。
附图说明
为让本发明的上述和其他目的、特征、优点与实施例能更明显易懂,所附附图的说明如下:
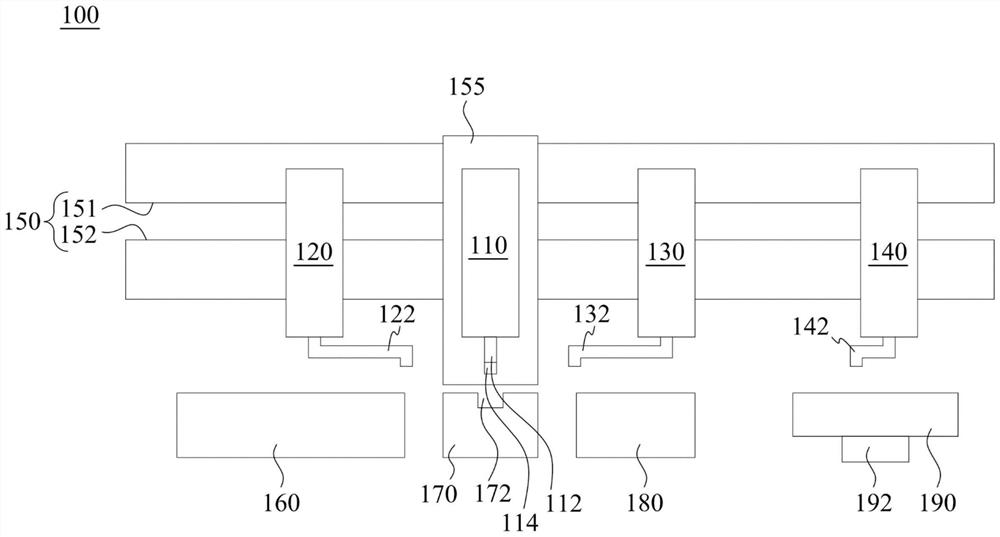
图1是依照本发明一实施例的一种耳机单体自动化检测系统的架构示意图;
图2是依照本发明一实施例的一种耳机单体自动化检测系统的局部方块图;
图3是依照本发明一实施例的一种耳机单体档位分类载盘的俯视图;以及
图4是依照本发明一实施例的一种耳机单体的立体剖面图。
【符号说明】
为让本发明的上述和其他目的、特征、优点与实施例能更明显易懂,所附符号的说明如下:
100:耳机单体自动化检测系统
110:第一机械手臂
112:测试探头
114:缓冲装置
120:第二机械手臂
122:待测耳机单体夹具
130:第三机械手臂
132:已受测耳机单体夹具
140:第四机械手臂
142:耳机单体档位分类夹具
150:横向滑轨装置
151:第一横向滑轨组件
152:第二横向滑轨组件
155:纵向滑轨装置
160:待测耳机单体载盘
170:音频量测装置
172:耳机单体容置凹口
180:耳机单体档位印刷装置
190:耳机单体档位分类载盘
192:水平传动装置
210:计算机装置
301~308:分类区域
400:耳机单体
410:磁石
420:华司
430:膜片
440:音圈
450:护盖
460:铁盘
470:保护胶
480:印刷电路板
具体实施方式
为了使本发明的叙述更加详尽与完备,可参照所附的附图及以下所述各种实施例,附图中相同的号码代表相同或相似的元件。另一方面,众所周知的元件与步骤并未描述于实施例中,以避免对本发明造成不必要的限制。
于实施方式与权利要求书中,涉及“连接”的描述,其可泛指一元件透过其他元件而间接耦合至另一元件,或是一元件无须透过其他元件而直接连结至另一元件。
于实施方式与权利要求书中,除非内文中对于冠词有所特别限定,否则“一”与“该”可泛指单一个或复数个。
本文中所使用的“约”、“大约”或“大致”是用以修饰任何可些微变化的数量,但这种些微变化并不会改变其本质。于实施方式中若无特别说明,则代表以“约”、“大约”或“大致”所修饰的数值的误差范围一般是容许在百分之二十以内,较佳地是于百分之十以内,而更佳地则是于百分之五以内。
图1是依照本发明一实施例的一种耳机单体自动化检测系统100的架构示意图。如图1所示,在架构上,第一机械手臂110设置于纵向滑轨装置155上,第一机械手臂110具有测试探头112,测试探头112的前端具有缓冲装置114(如:阻尼、弹簧…等)。音频量测装置170设置于第一机械手臂110的下方,音频量测装置170具有耳机单体容置凹口172,测试探头122对准于耳机单体容置凹口172。横向滑轨装置150与纵向滑轨装置155正交设置,横向滑轨装置150可包含第一横向滑轨组件151与第二横向滑轨组件152。第二机械手臂120设置于横向滑轨装置150上,待测耳机单体载盘160设置于第二机械手臂120的下方。第二机械手臂120具有待测耳机单体夹具122。此外,第一机械手臂110、第二机械手臂120与音频量测装置170皆具有防震防噪设计。更具体地说,第一机械手臂110、第二机械手臂120与音频量测装置170及其配置连接处都安装防震材料,用以降低测试过程周围环境的震动噪音干扰,以有效提高自动检测的精准度。
于使用时,待测耳机单体夹具122可以自第二机械手臂120伸缩移动,从待测耳机单体载盘160取出耳机单体。经由第二机械手臂120沿着横向滑轨装置150的移动,第二机械手臂120的待测耳机单体夹具122将待测耳机单体放置于音频量测装置170的耳机单体容置凹口172。经由第一机械手臂110沿着纵向滑轨装置155的移动,第一机械手臂110的测试探头112得以对耳机单体容置凹口172中的耳机单体进行测试。另外,通过测试探头112的前端的缓冲装置114,可避免因测试探头112的直接触碰而伤及耳机单体。
为了对上述测试的过程做更详细的阐述,请同时参照图1~图2,图2是依照本发明一实施例的一种耳机单体自动化检测系统100的局部方块图。如图2所示,计算机装置210电性连接第一机械手臂110、第二机械手臂120、第三机械手臂130、第四机械手臂140、音频量测装置170、耳机单体档位印刷装置180与水平传动装置192,以进行上述与下述相应的操作与/或控制。
于使用时,计算机装置210比对音频量测装置170所量测的耳机单体的频率响应曲线与标准品的频率响应曲线之间的差异。举例而言,音频量测装置170所量测的耳机单体的频率响应曲线与标准品的频率响应曲线之间差异允许大约正负3dB的容许区间。因此,此容许区间具有约6dB范围,而每1dB范围再细分为一档位,以形成第一至第六档的档位。
若音频量测装置170所量测的耳机单体的频率响应曲线与标准品的频率响应曲线之间差异高于正3dB或低于负3dB,计算机装置210判定音频量测装置170所量测的耳机单体为不良品。计算机装置210可进一步依据此耳机单体的频率响应曲线,识别相关问题(如:曲线不良、中频偏高…等),以及判读耳机单体接点的正负极性。
回到图1,在架构上,第三机械手臂设置130于横向滑轨装置150上,第三机械手臂130具有已受测耳机单体夹具132,耳机单体档位印刷装置180设置于第三机械手臂130的下方。第一机械手臂110位于第二机械手臂120与第三机械手臂130之间,音频量测装置170位于待测耳机单体载盘160与耳机单体档位印刷装置180之间。在本发明的一实施例中,音频量测装置170与纵向滑轨装置155分开设置,借以避免因滑轨上的震动而影响音频量测装置170的准确性。
于使用时,已受测耳机单体夹具132可以自第三机械手臂130伸缩移动,第三机械手臂130沿着横向滑轨装置150的移动。在上述测试完成后,第三机械手臂130的已受测耳机单体夹具132从音频量测装置170的耳机单体容置凹口172取出耳机单体并放置于耳机单体档位印刷装置180。耳机单体档位印刷装置180对耳机单体印刷上相应的档位标记(如:数字编号、代码、QR码…等),另外,耳机单体档位印刷装置180亦可对耳机单体接点的正负极性进行极性标记。
在图1中,在架构上,第四机械手臂140设置于横向滑轨装置150上,第四机械手臂140具有耳机单体档位分类夹具142,耳机单体档位分类载盘190设置于第四机械手臂140的下方。水平传动装置192设置于耳机单体档位分类载盘190的下方。
于使用时,耳机单体档位分类夹具142可以自第四机械手臂140伸缩移动,第四机械手臂140沿着横向滑轨装置150的移动。在上述档位印刷完成后,第四机械手臂140的耳机单体档位分类夹具142从耳机单体档位印刷装置180取出耳机单体并放置于耳机单体档位分类载盘190。
水平传动装置192可以使耳机单体档位分类载盘190沿着水平方向移动,前述水平方向可为横向滑轨装置150的横向方向与纵向滑轨装置155的纵向方向的法向量,借以配合第四机械手臂140的横向移动,让耳机单体得以准确放置于耳机单体档位分类载盘190上对应的分类区域。
为了对上述耳机单体档位分类载盘190的分类区域做更进一步的解释,请同时参照图1~图3,图3是依照本发明一实施例的一种耳机单体档位分类载盘190的俯视图。如图3所示,耳机单体档位分类载盘190包含分类区域301~308。
于使用时,分类区域301用于放置第一档的耳机单体,分类区域302用于放置第二档的耳机单体,分类区域303用于放置第三档的耳机单体,分类区域304用于放置第四档的耳机单体,分类区域305用于放置第五档的耳机单体,分类区域306用于放置第六档的耳机单体,分类区域307用于放置曲线不良的耳机单体,分类区域308用于放置中频偏高的耳机单体。
为了对上述耳机单体的结构做更详细的阐述,请同时参照图1~图4,图4是依照本发明一实施例的一种耳机单体400的立体剖面图。如图4所示,耳机单体400包含磁石410、华司420、膜片430、音圈440、护盖450、铁盘460、保护胶470与印刷电路板480。
在本发明的一实施例中,耳机单体档位印刷装置180在耳机单体400的保护胶470上印有相应的档位标记(如:数字编号、代码、QR码…等)。另外,耳机单体档位印刷装置180亦可对耳机单体接点的正负极性进行极性标记。
综上所述,本发明的技术方案与现有技术相比具有明显的优点和有益效果。通过本发明的技术方案,实现了耳机单体自动化检测系统,从而节约人力,提高检测的准确度。
虽然本发明已以实施方式揭露如上,然其并非用以限定本发明,任何熟悉此技艺者,在不脱离本发明的精神和范围内,当可作各种的更动与润饰,因此本发明的保护范围当视所附的权利要求书所界定的范围为准。
- 耳机单体自动化检测系统
- 耳机单体自动化检测系统