一种柱塞组件收口方法及收口装置
文献发布时间:2023-06-19 11:09:54
技术领域
本发明属于液压马达的加工技术领域,具体涉及一种柱塞组件收口方法。
背景技术
柱塞组件,由于其高速的运动特性,带动滑靴反复摆动,因此柱塞组件的收口工艺成为影响液压马达产品寿命的一个重要因素。
目前的柱塞收口加工工艺采用钳工用模具在压力机上进行收口。钳工收口夹具采用分组递增角度的两半锥体定位,在一定的压力下,压动零件进行收口。通过控制收口夹具不同分组锥度和小端尺寸来控制滑靴收口的变形量,使之产生塑性变形,从而对滑靴进行收口。
然而,钳工柱塞收口时材料的力学强度的变化、模压成型模具的尺寸及分组情况对滑靴与柱塞内球面间隙一致性的适应性、压力机压力、保压时间等多种因素的影响,使收口调试周期长,人员技能要求高。
发明内容
本发明目的是:提供一种柱塞组件收口方法及收口装置,改善钳工收口工艺,提高收口的合格率、降低对人员的技能要求。
本发明的技术方案:采用分组模具进行预收口,将经过预收口的柱塞组件放入三滚轮的专用夹具中,上面的主滚轮由机床主轴带动转动与收压,在三滚轮的共同作用下进行收口。经过滚压,使转动不灵活的滑靴零件的材料沿着柱塞球面延伸、顺滑,使之转动灵活,满足游隙、偏摆角及拉脱力的要求。
作为本发明的优先实施方式之一,提供一种柱塞组件收口方法,所述方法包括:将柱塞的球头置于滑靴内,采用收口模具对滑靴进行预收口,形成柱塞组件;然后,将柱塞组件采用三滚轮夹具进行滚压收口;其中,滚压收口的方法为:将滑靴收口部分置于主滚轮与两从动轮之间,滑靴的端面与定位组件贴合;然后,主滚轮向所述滑靴收口部分的外圆部分靠近,对滑靴进行滚压收口。
优选地,主滚轮的进给量F小于0.1m/s。
优选地,主滚轮的转速为20~100r/min。
优选地,所述主滚轮、从动轮均采用圆盘结构。
优选地,滚压收口时,主滚轮的中心线与两从动轮之间的中心线在同一垂面内。
优选地,采用收口模具进行收口时,逐级递增两半锥体的角度,用以对滑靴进行逐级收口。
作为本发明的另一优先实施方式之一,提供一种柱塞组件收口装置,所述装置包括安装于主轴4的主滚轮1和安装于铣床上的两个从动轮2;主滚轮的中心线与两从动轮之间的中心线在同一垂面内。
优选地,所述主滚轮1、从动轮为圆盘结构。
本发明的技术效果:采用本发明方案进行柱塞组件的收口,收口后的合格率大幅提高,合格率可以达到95%以上,同时,固化了收口锥套与压力机压力、铣床收口的转速及进给量参数,对操作人员的技能要求降低,收口质量更加稳定。
附图说明
图1柱塞组件的结构图;
图2是本实施例三滚轮夹具侧视图;
图3是本实施例三滚轮夹具前视图;
图4是本实施例的主滚轮的剖视图;
图5模压收口夹具结构图。
具体实施方式
本实施例,提供一种柱塞组件收口方法,所述方法为:将柱塞的球头置于滑靴内,首先采用钳工用模具对柱塞组件的滑靴进行预收口,形成柱塞组件,然后采用三滚轮夹具夹持滑靴,对滑靴进行再收口。
本实施例,柱塞组件构成如图1所示,包括柱塞6和滑靴5,为应用于液压马达的柱塞组件,其滑靴材料为合金结构钢,收口后的柱塞组件满足:1)轴向间隙不大于0.02mm;2)能经受350N的拉力强度不拉脱;3)转动灵活,偏摆角度不小于20°。具体地,本实施例收口方法,包括以下内容:
步骤1:采用收口模具对滑靴进行预收口
图5为模压收口夹具结构图,结合图5所示,本实施例,模压收口进行收口时,采用两个半锥体对滑靴进行夹持进行收口,利用半锥体的小端尺寸控制收口变形量。在采用收口模具进行收口时,逐级递增两半锥体的角度,用以对滑靴进行逐级收口。
本实施例,收口模具采用不同分组锥度与小端尺寸控制收口变形量的方法,逐级对滑靴进行收口。预收口的作用在于使滑靴充分包裹柱塞球面而无轴向间隙,相比较于传统的钳工收口工艺,本实施例的预收口只注重收紧,不要求转动灵活。因此,预收口的工艺优势在于避免了不同批次的热处理强度的变化对收口参数的影响,无需反复摸索收口参数,收口工艺更加简单。
步骤2:采用三滚轮夹具进行滚压收口
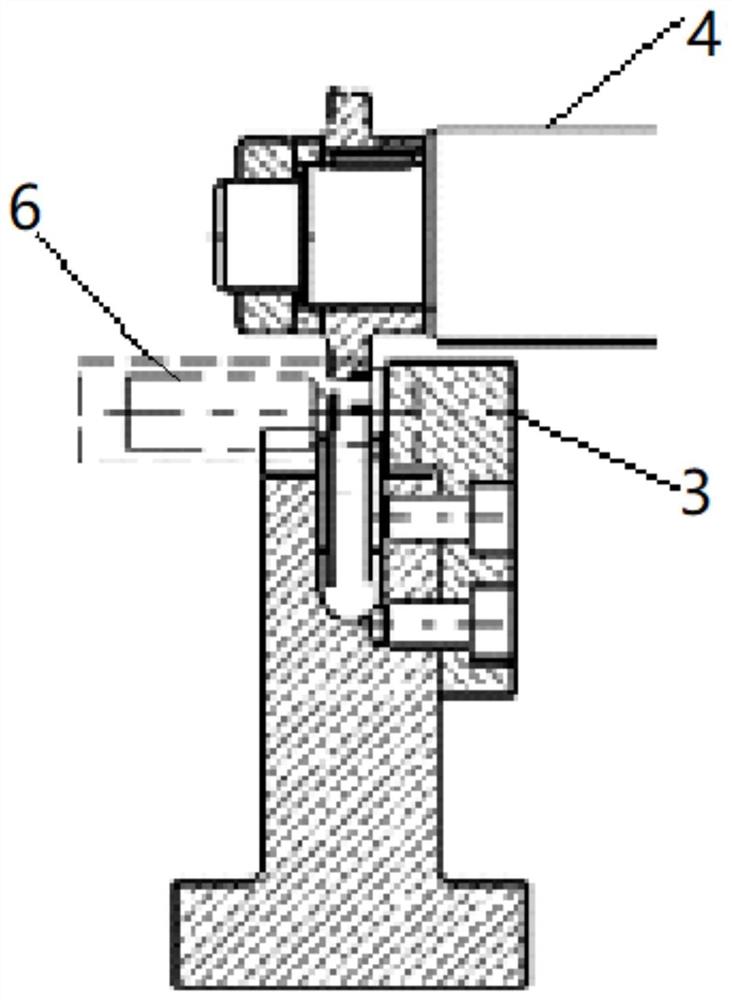
图2是本实施例三滚轮夹具侧视图、图3是本实施例三滚轮夹具前视图,结合图2和图3所示,本实施例,三滚轮夹具包括主滚轮1和两个从动轮2,且安装于铣床。预收口后的柱塞组件置于主滚轮和从动轮之间,滑靴5的端面紧贴机床上设置的定位块3。调整铣床的主轴4,使主动轮的中心线与两从动轮之间的中心线在同一垂面内。然后,驱动主滚轮运转,其中,本实施例,驱动主滚轮运转的主轴转速在20~100r/min;主滚轮以不大于0.1m的进给量进行进刀滚压,经过3~5次的进给、滚压后,使柱塞在滑靴球窝内转动灵活。
图4是本实施例主滚轮的剖视图,结合图4所示,本实施例的主滚轮和从滚轮均为圆盘结构。本实施例,将单一的模压收口和滚压收口有机的结合起来,避免模压收口或滚压收口的参数摸索周期长,成活率低,收口难度大的问题。通过收口模具的预收口后,三滚轮的滚压收口明显难度降低,只需要对预收口后的柱塞组件进行滚压修形,使之运转灵活,极大地降低了研制周期。同时,本方案滚轮与传统的斜滚轮不同,采用圆盘结构,一方面可以避免斜滚轮对滑靴的过收而造成偏摆角难以达到20°大摆角的要求,另一方面,采用圆盘结构的滚轮,可以适应不同结构滑靴的收口,收口的适应性更强。
- 一种柱塞组件收口方法及收口装置
- 一种用于柱塞、滑靴组件收口的刀具及收口方法