双重多工序压力机装置
文献发布时间:2023-06-19 11:34:14
技术领域
本发明涉及双重多工序压力机装置,尤其涉及在原料加工时提高生产能力的双重多工序压力机装置。
背景技术
通常,加压机是通过剪切,成形和挤压诸如金属、塑料和纤维的各种材料来制造产品的机器,并且适于批量生产。它在整个领域中被广泛使用。压力机包括用于切割、冲压、落料、冲孔、弯曲、拉伸、压花等各种结构的加压模具。
加压模具组由安装在加压机的滑枕上的上模和安装在加压机的枕架上的下模组成。
拉姆(Ram)被称为滑梯,枕垫有时被称为桌子。加压模具有时根据其功能被称为冲头和切刀。
韩国专利注册号10-0715422的“多工序压力机系统”以一个行程同时处理放置在多个工作站中的每一个上的多种材料,并将这些材料顺序地装载到这些工作站上。它被制造为最终成品。多工序压力机系统由多工序压机,多个压力机模具,转移进料器,卸垛器和数控矫平机进料器组成。
转移进料器同时并顺序加载放置在多工序压机的每个工作站上的空白工件。卸垛器安装在压力机的一侧,可在堆叠器中容纳大量毛坯材料,然后将它们依次装入压力机工作站。数控矫平机进料器安装在压力机的另一侧,以将卷筒状卷材工件依次装入压力机的工作站。
数控矫平机给料机由将卷材开卷的开卷机和对从开卷机释放的卷材进行直线处理的矫平机组成
发明内容
【解决的技术课题】
本发明以解决上述问题,并且本发明的目的是降低由于移送装置的波动和输送精度引起的产品缺陷率,并延长机器的寿命并保持精度。
本发明的目的不限于上述目的,本领域普通技术人员根据以下描述将清楚地理解未提及的其他目的。
【解决课题的技术方案】
为了实现上述目的,本发明提供了一种双重多工序压力机装置。
一种双重多工序压力机装置,包括:
基座,所述基座包括输入单元,输入单元耦接至该基座的一端并输入设置在该入口中的原料;
移送单元,具有:与所述输入单元连结并沿长度方向移动的移动部;和沿该移动部移动并以等间隔形成的接收部,该接收部将原料依次配置于上表面;
第一加压单元,其所述设置在移送单元的前端部,并通过升降操作加压并固定放置在接收部中的原料;
第二加压单元,其所述布置在移送单元的端部,并构造成对固定在接收部上的原料进行加压和处理;以及
运送单元,其结合到第二加压单元的端部并且被构造成从第二加压单元运送处理过的原料。
原料沿长度方向相对地成对地形成,从而同时成对地放置。
所述输入单元、第一加压单元、第二加压单元和运送单元成对地形成为与接收部相对应。
所述第一加压单元包括主体、水平移动部件、垂直移动部件和加压部件,所述水平移动部件连接至该主体并沿水平方向滑动,所述垂直移动部件连接至该水平移动部件的下部并沿垂直方向往复运动,加压部件连接至该垂直移动部件的下端且与入口接触。
所述输入单元包括壳体、安装板、分度部件、螺纹和移送部件,安装板设置在所述壳体的上部并安装有原材料,所述分度部件铰接在壳体上的旋转轴上进行旋转,螺纹与所述分度部件连接和形成在其外周表面上以防止分度部件旋转,移送部件用于使安装板在通过旋转而旋转的同时进行水平移动。
【发明的效果】
本发明通过布置一对放置原材料的接收部而同时形成两个最终产品,从而提供了提高生产效率的效果。
另外,通过将每个元件的连接部分的数量设计为最小,通过消除每个元件的连接公差,提供了提高精度的效果。
附图说明
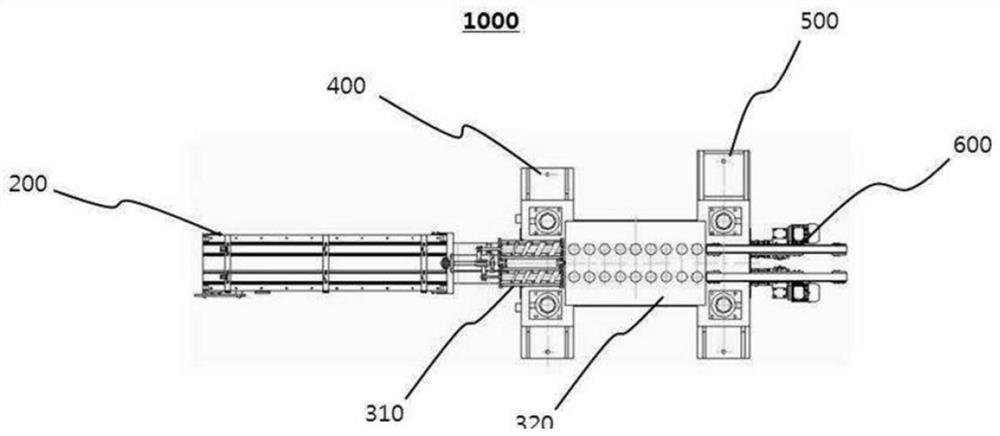
图1是示出根据本发明的实施方式的双重多工序压力机装置的俯视图。
图2是示出根据本发明的实施方式的双重多工序压力机装置的主视图。
图3是示出根据本发明实施例的第一加压单元的侧视图。
图4是示出根据本发明实施例的输入单元的侧视图。
图5是示出根据本发明实施例的输入单元的前视图。
具体实施方式
参考以下详细描述的实施例以及附图,本发明的优点和特征以及实现它们的方法将变得显而易见。然而,本发明不限于下面公开的实施例,而是将以各种不同的形式来实现。提供本发明是为了将本发明的范围完全告知具有本发明的范围,并且本发明仅由权利要求的范围限定。
以下将参考附图详细描述用于实现本发明的具体内容。不论附图如何,相同的附图标记指代相同的元件,并且“和/或”包括一个或多个提到的项的每个和所有组合。
尽管第一,第二等用于描述各种元件,但是不用说,这些元件不受这些术语的限制。这些术语仅用于区分一个组件和另一组件。因此,不言而喻,下面提到的第一个组件可能是本发明技术思想内的第二个组件。
在本说明书中使用的术语是用于描述示例性实施例,而不意图限制本发明。在本说明书中,单数形式也包括复数形式,除非在短语中明确说明。如在说明书中使用的,“包括”和/或“包括”不排除存在或添加除所提及的元件之外的一个或多个其他元件。
除非另有定义,否则本说明书中使用的所有术语(包括技术和科学术语)可以用作本发明所属领域的普通技术人员可以通常理解的含义。另外,除非明确地明确定义,否则不会理想地或过度地解释在常用字典中定义的术语。
在下文中,将参考附图详细描述本发明的优选实施例。
附图说明图1是示出根据本发明的实施方式的双重多工序压力机装置的俯视图。图2是示出根据本发明的实施方式的双重多工序压力机装置的主视图。图3是示出根据本发明实施例的第一加压单元的侧视图。图4是示出根据本发明实施例的输入单元的侧视图。图5是示出根据本发明实施例的输入单元的前视图。
参照图1至图5,本发明的双重多工序压力机装置1000包括基座100,输入单元200,移送单元300,第一加压单元400和它被配置为包括第二加单元(500)和运送单元(600)。
首先,基座100是形成双重多工序压力机装置1000的外部的主体,输入单元200,移送单元300,第一加压单元400,第二加压单元(500),并且将运送单元600的结构制成紧凑型,以便通过将突起限制在外部来防止发生安全事故。
接下来,输入单元200联接到基座100的一端,并且被配置为输入布置在入口中的原材料。
具体地,输入单元200通过壳体210,设置在壳体210的上部上并在其上放置原材料的安装板220以及铰接到壳体210的旋转轴而旋转。分度部件230联接至分度部件230并具有形成在其外周表面上的螺纹241,并且通过分度部件230的旋转而旋转以使安装板220水平地移动。其中包括,由移送部件240个组成。
在这种情况下,输入单元200是用于通过在工人放置要处理的原材料时将原材料输入到移送单元300来依次处理并将原材料依次放置在安装板220上的配置。
这里,上述分度部件230竖直地铰接到壳体,并且在分度部件230被铰接地旋转的同时,联接到一端的移送部件240也旋转。
在此,移送部件240重复正向和反向旋转,并且形成在螺纹241的外周表面上的螺纹根据移送部件240的旋转而旋转,以使安装板220向前和向后前进和后退。
接下来,上述移送单元300联接到输入单元200,并且沿着在纵向方向上移动的移动部310移动,并且沿着接收部320移动,从而原材料被顺序地放置在上表面上。它包括以规则间隔形成的接收部分230。
此时,分度部件230在纵向上成对形成,并且两种原料通过输入单元200同时放置,并且每种均由成对的第一加压单元400将会固定。
在此,第一加压单元400设置在移送单元300的前端,并且通过升降操作对放置在安置单元中的原材料进行加压和固定。
如图3所示,第一加压单元400包括:主体410;水平移动部件420,其结合到主体410并且在水平方向上滑动;以及水平移动部件420(垂直移动部件430联接至垂直移动部件420的下部并且在垂直方向上往复运动,并且加压部件440联接至垂直移动部件430的下端并与入口部分接触。
水平移动部件420可滑动地联接到主体410并沿水平方向移动,并且水平移动部件420根据接收部分330的位置水平移动,并且垂直移动部件430附接到接收部分330。在朝着所放置的原材料竖直地往复运动的同时,将原材料挤压并固定到接收部分330。
另外,通过垂直移动部件430的垂直移动联接至下端的加压部件440与接收部分330接触,从而将原材料固定到接收部分330。
接下来,第二加压单元500设置在移送单元300的端部,并且对固定在接收单元330上的原材料进行加压和处理。
在此,第二加压单元500与第一加压单元400一样,具有主体,连接至该主体并沿水平方向滑动的水平移动部件以及该水平移动部件的下部,它可以包括在垂直方向上往复运动的垂直移动部件和连接到垂直移动部件的下端并与入口接触的处理部件(未示出),该处理部件适合于待处理原材料的形状和尺寸,可以相应地互换安装。
另外,运送单元600联接到第二加压单元500的端部,并从第二加压单元500运送处理后的原材料。
尽管已经参考以上和附图描述了本发明的实施例,但是本发明所属领域的普通技术人员可以以其他特定形式来实现本发明,而不改变技术精神或基本特征。因此,应当理解,上述实施例在所有方面都是说明性的而非限制性的。
【符号说明】
1000:双重多工序压力机装置
100:基座
200:输入单元
210:壳体
220:安装板
230:分度部件
240:移送部件
241:螺纹
300:移送单元
310:移动部
320:接收部
400:第一加压单元
410:主体
420:水平移动部件
430:垂直移动部件
440:加压部件
500:第二加压单元
600:运送单元。
- 双重多工序压力机装置
- 一种压力机冲压工序控制装置