一种双排轴模具中间板自动焊接装置
文献发布时间:2023-06-19 11:37:30
技术领域
本发明涉及焊接技术技术领域,具体涉及一种双排轴模具中间板自动焊接装置。
背景技术
双排轴模具轴比较多,而且中间板与轴距离比较近,需要专用焊接设备进行焊接工作,目前市场上对双排轴模具进行焊接的焊机分为两种,一种是采用气动夹钳型式实现工件直径变化时的自动对中,但对中效果不理想,焊接时会有摆动现象;另外一种为气缸直压式,但不能自动适应工件直径及缝焊轮直径的变化,需要操作者经常调节一端的初始位置。随着用户对自动化程度要求的逐年提高,设计和开发一种一种双排轴模具中间板自动焊接装置十分必要。
例如专利号201711397857 .1 的中国发明专利公开了一种用于箱体零件自动焊接流水生产线的组对工装,包括工装台、一对限位装置和一对与所述限位装置配合将工件从四周夹紧固定的夹紧装置,一对所述限位装置相互平行分设于所述工装台上台面的两侧且能根据工件进行调整移动,一对所述夹紧装置相互平行分设于所述工装台上台面的两端且能根据工件进行调整移动。该发明的用于箱体零件自动焊接流水生产线的组对工装能节省调整更换夹具的时间,适用于工装尺寸范围内的所有箱体工件,且能提高工作效率、降低设备前期投入成本。
但通过对现有自动焊接装置进行研究,发现现有自动焊接装置不
能对过长缝隙进行自动焊接,并且双排轴模具中间板需要的特殊焊接装置目前不存在。
因此,我们发明了一种双排轴模具中间板自动焊接装置,来解决上述问题。
发明内容
针对上述问题,我们发明一种双排轴模具中间板自动焊接装置,包括:中部焊接机构、两侧焊接机构、翻转夹持机构、机座;本发明能够对双排轴模具中间板所有连接处进行全方位无死角焊接,解决了目前的双排轴模具焊接困难的问题,且本发明相比人工焊接具有工作效率高,自动化程度高且成品率高的优点。
本发明所使用的技术方案是:一种双排轴模具中间板自动焊接装置,包括:中部焊接机构、两侧焊接机构、翻转夹持机构、机座,所述中部焊接机构设有中部焊接支架,所述两侧焊接机构设有两侧焊接支架,所述翻转夹持机构设有翻转支架,所述中部焊接支架固定安装于机座前端,所述两侧焊接支架固定安装于机座后端,所述翻转支架位于中部焊接机构下方固定安装于机座前端。
进一步的,所述中部焊接机构还包括:中部滑轨、中部电机支架、中部焊枪、中部变速箱;所述至少两组中部滑轨固定安装于中部焊接支架中部;所述中部电机支架滑动安装于中部滑轨上,并通过中部丝杠电机带动其运动;所述中部变速箱通过滑动机构滑动安装于中部电机支架内部,所述中部焊枪转动安装于中部变速箱底部,所述中部焊接电机安装于中部变速箱顶部带动中部焊枪转动。
进一步的,所述滑动机构包括:竖滑轨、连接杆、推动电机、横滑轨;所述中部电机支架内部左右两侧固定安装有至少两个横滑轨和至少两个推动电机支架,所述横滑轨上滑动安装有竖滑轨,所述竖滑轨前端与中部变速箱固定连接;所述电机支架上固定安装有推动电机,所述推动电机通过连接杆带动滑块在竖滑轨的滑槽中往复运动,进而推动中部变速箱在中部电机支架内部前后滑动。
进一步的,所述两侧焊接机构中,所述两侧焊接支架顶部固定安装有至少两条两侧滑轨,所述两侧滑轨上滑动安装有两侧焊枪支架;所述两侧滑轨一端固定安装有两侧丝杠电机,带动两侧焊枪支架在两侧滑轨上滑动;所述两侧焊枪支架上固定安装有两侧焊枪。
进一步的,所述翻转夹持机构还包括:翻转电机、翻转轴、分动箱,所述分动箱固定安装于翻转支架中部,所述翻转电机通过分动箱和翻转轴带动卡钳安装架做翻转运动,所述卡钳安装架上安装有夹持机构。
进一步的,所述夹持机构包括:夹持钳、挤压钳;所述夹持钳固定安装于卡钳安装架中部,所述至少两个挤压钳固定安装于卡钳安装架两侧,所述夹持钳与挤压钳配合作用将双排轴模具夹紧。
进一步的,一种双排轴模具中间板自动焊接装置还包括:收集箱,所述收集箱位于双排轴模具正下方,且固定安装于机座上。
由于本发明采用了上述技术方案,本发明具有以下优点:
(1)本发明设计两组焊接结构,并且中部焊枪结构细长,能深入狭小缝隙进行焊接,在两组焊接机构的配合作用下,能够实现对多种尺寸的双排轴模具进行焊接,并且能够实现无死角焊接。
(2)本发明通过对翻转夹持机构进行设计,使其在夹紧双排轴模具的同时,还能够实现360度翻转,能够实现多角度焊接。
(3)本发明通过整体机构配合作用,具有自动化程度高,节约人工成本,提高生产效率的优点。
附图说明
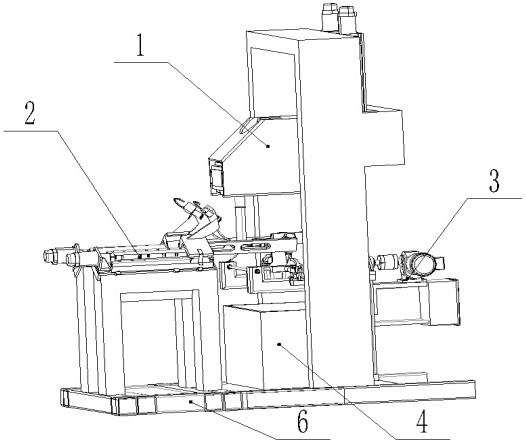
图1为本发明的整体结构示意图。
图2为本发明部分结构示意图。
图3为本发明翻转夹持机构结构示意图。
图4为本发明两侧焊接机构结构示意图。
图5为本发明中部焊接机构具体结构示意图。
图6为本发明滑动机构结构示意图。
图7为本发明中部焊接机构部分结构俯示图。
图8为本发明中部焊接机构中部焊枪结构示意图。
图9为本发明双排轴模具结构示意图。
图10为本发明夹持机构结构示意图。
图11为本发明挤压钳结构示意图。
图12为本发明夹持钳结构示意图。
附图标号:1-中部焊接机构;100-滑动机构;101-中部丝杠电机;102-中部焊接支架;103-中部滑轨;104-中部焊接电机;105-中部电机支架;106-中部焊枪;107-竖滑轨;108-连接杆;109-推动电机;110-推动电机支架;111-横滑轨;112-中部变速箱;2-两侧焊接机构;201-两侧丝杠电机;202-两侧滑轨;203-两侧焊枪支架;204-两侧焊接支架;205-两侧焊枪;3-翻转夹持机构;300-夹持机构;301-翻转电机;302-翻转轴;303-分动箱;304-翻转支架;305-卡钳安装架;306-夹持钳;307-挤压钳;4-收集箱;5-双排轴模具;6-机座。
具体实施方式
下面结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本发明的描述中,需要说明的是,术语“上”、“下”、“前”、“后”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
实施例,如图1-12所示,一种双排轴模具中间板自动焊接装置,包括:中部焊接机构1、两侧焊接机构2、翻转夹持机构3、机座6,其特征在于,中部焊接机构1设有中部焊接支架102,两侧焊接机构2设有两侧焊接支架204,翻转夹持机构3设有翻转支架304,中部焊接支架102固定安装于机座6前端,两侧焊接支架204固定安装于机座6后端,翻转支架304位于中部焊接机构1下方固定安装于机座6前端。
为了能够对双排轴模具5狭长缝隙进行焊接,且能实现焊枪上下移动,本实施例的另一种实施方式中,如图5-8所示,中部焊接机构1还包括:中部滑轨103、中部电机支架105、中部焊枪106、中部变速箱112;两组中部滑轨103固定安装于中部焊接支架102中部;中部电机支架105滑动安装于中部滑轨103上,并通过中部丝杠电机101带动其运动;中部变速箱112通过滑动机构100滑动安装于中部电机支架105内部,中部焊枪106转动安装于中部变速箱112底部,中部焊接电机104安装于中部变速箱112顶部带动中部焊枪106转动,在中部丝杠电机101的带动下,中部焊枪106能够实现上下运动,并且中部焊枪106焊接头为细长结构,能够进行缝隙的焊接工作。
为了能实现中部焊枪106前后移动,本实施例的另一种实施方式中,如图6、7所示,滑动机构100包括:竖滑轨107、连接杆108、推动电机109、横滑轨111;中部电机支架105内部左右两侧固定安装有两个横滑轨111和两个推动电机支架110,横滑轨111上滑动安装有竖滑轨107,竖滑轨107前端与中部变速箱112固定连接;电机支架110上固定安装有推动电机109,推动电机109通过连接杆108带动滑块在竖滑轨107的滑槽中往复运动,进而推动中部变速箱112在中部电机支架105内部前后滑动,本发明也可采用气缸推动,但采用本结构,在推动电机109的带动下,中部焊枪106能够实现前后精密可控运动。
为了能够对双排轴模具5两侧缝隙进行焊接,本实施例的另一种实施方式中,如图2、4所示,两侧焊接机构2中,两侧焊接支架204顶部固定安装有两条两侧滑轨202,两侧滑轨202上滑动安装有两侧焊枪支架203;两侧滑轨202一端固定安装有两侧丝杠电机201,带动两侧焊枪支架204在两侧滑轨202上滑动;两侧焊枪支架204上固定安装有两侧焊枪205,这样设置的好处是,两侧丝杠电机201通过两侧焊枪支架204带动两侧焊枪205前后运动,实现对双排轴模具5两侧连接处的焊接工作。
为了能够实现对双排轴模具5的360度全方位焊接,作为本实施例的一种优选的实施方式,如图2、3所示,翻转夹持机构3还包括:翻转电机301、翻转轴302、分动箱303,分动箱303固定安装于翻转支架304中部,翻转电机301通过分动箱303和翻转轴302带动卡钳安装架305做翻转运动,卡钳安装架305上安装有夹持机构300;
为了能将双排轴模具5夹紧,作为本实施例的一种优选的实施方式,如图3所示,夹持机构300包括:夹持钳306、挤压钳307;夹持钳306固定安装于卡钳安装架305中部,两个挤压钳307固定安装于卡钳安装架305两侧,夹持钳306与挤压钳307配合作用将双排轴模具5夹紧,在翻转电机(301)的带动下,被夹紧的双排轴模具5能够实现任意角度的翻转,方便焊接机构进行焊接工作。
为了将焊接好的双排轴模具5收集,本实施例的另一种实施方式中,如图1所示,本发明还包括:收集箱4,收集箱4固定安装于双排轴模具5正下方,当双排轴模具5焊接工作结束,翻转夹持机构3中的夹持钳306与挤压钳307松开,双排轴模具5自动掉落至收集箱4内部。
本发明工作原理:
手动将双排轴模具5置于翻转夹持机构3中,夹持钳306将双排轴模具5顶部夹紧,挤压钳307将双排轴模具5两侧夹紧,中部丝杠电机101转动带动中部电机支架105在中部滑轨103上上下滑动,同时带动中部焊枪106上下运动;推动电机109通过带动滑块在竖滑轨107上上下滑动,同时竖滑轨107在横滑轨111上前后滑动,进而带动中部变速箱112前后运动,同时带动中部焊枪106前后运动,中部焊接电机104转动带动中部焊枪106转动,通过上述运动中部焊枪106能够对双排轴模具5竖直方向连接点进行焊接工作;
两侧丝杠电机201转动带动两侧焊枪支架203在两侧焊接支架204上前后滑动,同时带动两侧焊枪205前后运动,通过上述运动两侧焊枪205能够对双排轴模具5水平方向连接点进行焊接工作;翻转电机301转动带动翻转支架304翻转,同时带动双排轴模具5实现翻转,此时两侧焊枪205继续对双排轴模具5底部水平方向进行焊接;焊接工作结束,松开翻转夹持机构3中的夹持钳306与挤压钳307松开,双排轴模具5自动掉落至收集箱4内部。
- 一种双排轴模具中间板自动焊接装置
- 一种双排链条自动装配设备及其销轴装配装置