一种玻璃制品加热成型工段搬运装置
文献发布时间:2023-06-19 12:04:09
技术领域
本发明涉及玻璃制品加热成型工段加入加热炉和搬出加热炉领域,提出了一种玻璃胚料搬运工段搬运装置。
背景技术
目前,国内大多数工厂的球面玻璃生产工艺中,在玻璃制品加热成型工段,玻璃制品清洗后需要进入加热炉成型设备进行加热到700摄氏度,然后取出,目前这些工序都是采用人工控制吸盘方式进行取玻璃、放玻璃,工作环境较为恶劣,容易出现人身事故。
发明内容
本发明的目的是为了克服上述背景技术上的不足,提供一种机构简单、玻璃胚料加入和搬出加热炉的效率高、自动化、安全、减少人工作业,以及提高产品质量和生产率的一种玻璃制品加热成型工段搬运装置。
为了实现以上目的,本发明提供的一种玻璃制品加热成型工段搬运装置,主要包括玻璃放入加热炉装置、玻璃搬出加热炉装置以及控制装置。
所述的玻璃放入加热炉装置主要由安装在带导轨高速同步带滑台的导轨的固定托板上的法兰型作用气缸所完成,通过气缸的运动,使得吸盘能够将从输送带所吸取的玻璃放入到加热炉中,并且在不断工作过程中,其位置姿态要在导轨上发生改变,并通过限位开关来进行在滑台上的限制。
所述的玻璃搬出加热炉装置同样主要由安装在带导轨高速同步带滑台的导轨的固定托板上的两个作用气缸所完成,通过两个作用气缸的运动,使得吸盘吸取加热炉中完成加热工序的玻璃,然后把其放到玻璃胚料加热工段在模具中的固定放置位置,由输送带输送完成。
所述的控制装置主要对玻璃放入与搬出加热炉进行不同的控制,当颜色传感器采集到玻璃放入加热炉信号(红色信号)时,则通过气动伺服控制系统来控制比例流量阀的换向,从而实现相对应的气缸运动,进行实现玻璃放入加热炉工作;当颜色传感器采集到玻璃搬出加热炉信号(蓝色信号)时,则通过气动伺服控制系统来控制比例流量阀的换向,从而实现相对应的气缸运动,进行实现玻璃搬出加热炉工作。
在上述方案中,所述的玻璃放入加热炉装置中的法兰型气缸垂直安装在带导轨高速同步带滑台的导轨的固定托板上,其活塞杆一侧则连接着带有限位开关的吸盘。当玻璃到位传感器检测到输送带玻璃到位时,则该气缸下放,吸盘接近于由输送带输入到进行加热工序的玻璃胚料,限位开关的触头感应到玻璃的距离,从而真空吸盘实现对输送带上玻璃配料的抓取。然后同步带滑台带动气缸向加热炉左移到位,加热炉侧边面放置的颜色传感器检测到加热炉旋转到位,气缸下放释放真空吸盘,把玻璃放到加热炉模具上。气缸上提到位,同步带滑台带动气缸右移到位,继续执行下一个重复动作。
在上述方案中,所述的玻璃搬出加热炉装置中的法兰型气缸垂直安装在带导轨高速同步带滑台的导轨的固定托板上,其活塞杆一侧则连接着带有限位开关的吸盘。当加热炉侧边面放置的颜色传感器检测到加热炉旋转到位时,气缸下放到位,当吸盘不断接近加热炉上的玻璃时,则限位开关的触头感应到玻璃的距离,从而真空吸盘吸住玻璃,然后气缸上提到位,同步带滑台带动气缸右移到一定位置,把玻璃放置在输送带上,在输送带的转动下,把玻璃翻转到输送带上,实现翻转运输的动作,下一步同样执行重复动作。
在上述方案中,所述的控制装置主要用于控制玻璃放入加热炉装置的气缸以及玻璃搬出加热炉装置的气缸的运动。在玻璃放入加热炉装置中,当玻璃到位传感器检测到输送带玻璃到位时,空气压缩机产生压缩空气,通过气动三联件处理后得到理想的压缩空气,气动伺服控制系统控制比例流量阀左位换向工作,则压缩空气进入到法兰型气缸中,从而推动活塞杆往下运动,吸盘接近于由输送带输入到进行加热工序的玻璃胚料,限位开关的触头感应到玻璃的距离,从而真空吸盘实现对输送带上玻璃配料的抓取。然后同步带滑台带动气缸向加热炉左移到位,加热炉侧边面放置的颜色传感器检测到加热炉旋转到位,气动伺服控制系统控制比例流量阀右位换向工作,气缸下放释放真空吸盘,把玻璃放到加热炉模具上。然后气动伺服控制系统控制比例流量阀右位换向工作,则气缸上提到位,同步带滑台带动气缸右移到位,继续执行下一个重复动作。
在上述方案中,所述的控制装置在玻璃搬出加热炉装置中,当颜色传感器检测到加热炉旋转到位,由气动伺服控制系统控制比例流量阀左位换向工作,气缸下放到位,真空吸盘吸住玻璃,此时气动伺服控制系统控制比例流量阀右位换向工作,则法兰型气缸上提到位,同步滑台带动气缸右移到一定位置,把玻璃放置在输送带上,在输送带的转动下,把玻璃翻转到输送带上,实现翻转运输的动作,下一步同样执行重复动作。
本发明与现在技术对比,充分显示优越性在于:
1、玻璃加入加热炉装置中在法兰气缸的活塞杆一侧的吸盘位置处采用了限位开关,该装置的触头能够感应玻璃的距离,在接近玻璃时,真空吸盘会打开来吸起玻璃,从而能够更自动化地进行吸取,避免了与玻璃的碰撞等意外发生。
2、玻璃加入加热炉装置中采用颜色传感器来检测加热炉旋转是否到位,可以保证每次玻璃放入加热炉工序的稳定性与准确性。
3、玻璃加入加热炉装置中采用玻璃到位传感器可以准确检测从输送带上输送的玻璃胚料是否到位,提高了玻璃提取的精确性与准确性。
4、玻璃搬出加热炉装置中在法兰气缸的活塞杆一侧的吸盘位置处采用了限位开关,该装置的触头能够感应玻璃的距离,在接近玻璃时,真空吸盘会打开来吸起玻璃,从而能够更自动化地进行吸取,避免了与玻璃的碰撞等意外发生。
5、玻璃搬出加热炉装置中采用颜色传感器来检测加热炉旋转是否到位,可以保证每次玻璃搬出加热炉工序的稳定性与准确性。
6、玻璃搬出加热炉装置中采用玻璃运输翻转机构,可以在输送带的转动下,把玻璃翻转到输送带上,实现翻转运输的动作。可以全自动化地不断实现搬出加热炉中玻璃工序。
7、本发明无需人工参与、效率高、结构简单、成本低、占地面积小。
附图说明:
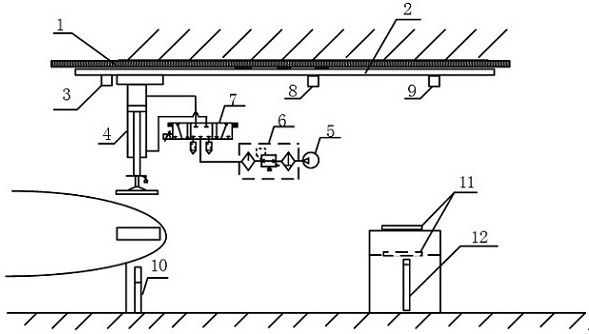
图1为玻璃放入加热炉的设计示意图;
图2为玻璃搬入加热炉的设计流程原理图;
图3为玻璃搬入加热炉的设计主要设备;
图4为玻璃搬出加热炉的设计示意图;
图5为玻璃搬出加热炉的设计流程原理图;
图6为玻璃搬出加热炉的设计主要设备;
图7为玻璃胚料加热工段玻璃在模具中的放置示意图;
图8为玻璃搬运需求示意图;
图9为加热炉侧面与颜色传感器的检测示意图。
附图标记说明:
1、导轨;2、固定托板;3、限位开关A;4、法兰型作用气缸1;5、空气压缩机;6、气动三联件;7、比例流量阀;8、限位开关C;9、限位开关B;10、颜色传感器;11、玻璃;12、玻璃到位传感器;13、法兰型作用气缸2;14、玻璃运输翻转机构;15、输送带A;16、输送带B。
具体实施方式
下面结合附图及实施实例对本发明作进一步地详细描述,但该实施实例不应理解为对本发明的限制。
本发明提供的一种玻璃制品加热成型工段搬运装置,主要包括玻璃放入加热炉装置、玻璃搬出加热炉装置以及控制装置。
所述的玻璃放入加热炉装置主要由安装在带导轨高速同步带滑台的导轨1的固定托板2上的法兰型作用气缸4所完成,通过气缸的运动,使得吸盘能够将从输送带所吸取的玻璃放入到加热炉中,并且在不断工作过程中,其位置姿态要在导轨上发生改变,并通过限位开关3来进行在滑台上的限制。
所述的玻璃搬出加热炉装置同样主要由安装在带导轨高速同步带滑台的导轨1的固定托板2上的法兰型作用气缸13所完成,通过气缸的运动,使得吸盘吸取加热炉中完成加热工序的玻璃,然后把其放到玻璃胚料加热工段在模具中的固定放置位置,由输送带输送完成。
所述的控制装置主要对玻璃放入与搬出加热炉进行不同的控制,当颜色传感器10采集到玻璃放入加热炉信号(红色信号)时,则通过气动伺服控制系统来控制比例流量阀7的换向,从而实现相对应的气缸运动,进行实现玻璃放入加热炉工作;当颜色传感器10采集到玻璃搬出加热炉信号(蓝色信号)时,则通过气动伺服控制系统来控制比例流量阀7的换向,从而实现相对应的气缸运动,进行实现玻璃搬出加热炉工作。
在上述方案中,所述的玻璃放入加热炉装置中的法兰型气缸4垂直安装在带导轨高速同步带滑台的导轨1的固定托板2上,其活塞杆一侧则连接着带有限位开关的吸盘。当玻璃到位传感器检测到输送带玻璃到位时,则该气缸下放,吸盘接近于由输送带输入到进行加热工序的玻璃胚料,限位开关的触头感应到玻璃的距离,从而真空吸盘实现对输送带上玻璃配料的抓取。
然后同步带滑台带动气缸向加热炉左移到位,加热炉侧边面放置的颜色传感器10检测到加热炉旋转到位,气缸下放释放真空吸盘,把玻璃放到加热炉模具上。气缸上提到位,同步带滑台带动气缸右移到位,继续执行下一个重复动作。
在上述方案中,所述的玻璃搬出加热炉装置中的法兰型气缸13垂直安装在带导轨高速同步带滑台的导轨的固定托板上,其活塞杆一侧则连接着带有限位开关的吸盘。当加热炉侧边面放置的颜色传感器检测到加热炉旋转到位时,气缸下放到位,当吸盘不断接近加热炉上的玻璃时,则限位开关的触头感应到玻璃的距离,从而真空吸盘吸住玻璃,然后气缸上提到位,同步带滑台带动气缸右移到一定位置,把玻璃放置在输送带上,在输送带的转动下,把玻璃翻转到输送带上,实现翻转运输的动作,下一步同样执行重复动作。
在上述方案中,所述的控制装置主要用于控制玻璃放入加热炉装置的气缸4以及玻璃搬出加热炉装置的气缸13的运动。在玻璃放入加热炉装置中,当玻璃到位传感器12检测到输送带玻璃11到位时,空气压缩机5产生压缩空气,通过气动三联件6处理后得到理想的压缩空气,气动伺服控制系统控制比例流量阀7左位换向工作,则压缩空气进入到法兰型气缸中,从而推动活塞杆往下运动,吸盘接近于由输送带输入到进行加热工序的玻璃胚料,限位开关的触头感应到玻璃的距离,从而真空吸盘实现对输送带上玻璃配料的抓取。
然后同步带滑台带动气缸向加热炉左移到位,加热炉侧边面放置的颜色传感器10检测到加热炉旋转到位,气动伺服控制系统控制比例流量阀7右位换向工作,气缸下放释放真空吸盘,把玻璃放到加热炉模具上。然后气动伺服控制系统控制比例流量阀7右位换向工作,则气缸上提到位,同步带滑台带动气缸右移到位,继续执行下一个重复动作。
在上述方案中,所述的控制装置在玻璃搬出加热炉装置中,当颜色传感器检测到加热炉旋转到位,由气动伺服控制系统控制比例流量阀左位换向工作,气缸下放到位,真空吸盘吸住玻璃,此时气动伺服控制系统控制比例流量阀右位换向工作,则法兰型气缸上提到位,同步滑台带动气缸右移到一定位置,把玻璃放置在输送带15上,在输送带15的转动下,把玻璃翻转到输送带16上,实现翻转运输的动作,下一步同样执行重复动作。
上述玻璃制品加热成型工段装置不仅适用于对玻璃加入和搬出加热炉行业,还适用于其它如小型物料、化学材料等行业的搬运输送的情况。
以上所述仅为本发明的较佳实施实例并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种玻璃制品加热成型工段搬运装置
- 一种异形日用玻璃制品的成型与退火工段产品转接装置