飞机翼身整流罩面板孔位标记装置
文献发布时间:2023-06-19 13:46:35
技术领域
本发明涉及用于民用飞机装配制造及维修技术领域,具体涉及用于解决整流罩面板开敞性差,制孔困难的问题,尤其涉及翼身整流罩面板孔位标记装置。
背景技术
现有民用飞机多采用下单翼布局,位于机翼与机身连接位置的翼身整流罩用于保证飞机的气动外形,减少干扰阻力。翼身整流罩面板通过整流罩骨架与机身形成封闭式结构,为便于拆卸维护,整流罩面板通过螺钉与整流罩骨架上的托板螺母连接。为保证面板新制孔与整流罩骨架上的托板螺母孔同心需要从整流罩骨架上的托板螺母孔标记孔位。整流罩内部开敞性较差,操作空间狭小,但面板面积较大,孔位较多,且系统管路较为密集。现场标记孔位较为困难,操作不当易产生孔位偏离导致面板报废或是工具磕碰系统管路导致损伤。
已知中国发明专利公开CN108406722A提出了一种托板螺母孔的孔位标记工具,具体地例如其图所示,先将调节部件与托板螺母的螺纹口连接,再试安装口盖(面板),最后在调节部件上安装标记杆并在口盖(面板)上标记孔位。该公开结构简单,成本低,且标记点位于口框孔中心,孔位标记精度高。
已知中国实用新型专利CN211362240U提出了一种整流罩面板孔位标记工具,具体地例如其图所示,标记部安装在整流罩骨架上托板螺母孔的外侧,标记部尖端位置有标记头,待所有标记部安装完成后试安装面板并在面板上留下标记点,之后再标记点上制孔。该实用新型专利结构简单,对开敞性没有要求。
然而,无论是发明专利公开CN108406722A还是实用新型专利CN211362240U仍存在尚需要克服的问题。具体地,在发明专利公开CN108406722A中,需要在试安装口盖(面板)后仍需要操作旋紧标记头,此工序对操作空间开敞性有要求,整流罩内部开敞性差,该标记工具在大部分孔位上无法实施应用。实用新型专利CN211362240U标记部突出安装在整流罩骨架外侧,对开敞性没有要求,但标记头固定在整流罩骨架上且位于其表面上,定位面板的过程中需要数次调节面板位置,在此过程中标记头会多次接触面板,导致标记位置并不是一个点,因此较难判定孔口中心位置,定位精度差。综上所述,目前本技术领域仍缺少一种能够在开敞性差的位置进行快速且精确制孔的面板孔位标记措施。
发明内容
鉴于现有技术所存在的问题,本发明旨在提供一种飞机翼身整流罩面板孔位标记装置,可高效、精准地用于飞机翼身整流罩的生产阶段的面板装配以及维修阶段的面板更换。
为解决上述问题,本发明提供了一种飞机翼身整流罩面板孔位标记装置,该标记装置用于飞机整流罩骨架、托板螺母而在整流罩面板上进行精准地标记孔位。该标记装置包括定位螺栓,所述定位螺栓具有纵向内通孔,所述定位螺栓可与整流罩骨架上的托板螺母可拆卸地配合;其中,还包括标记器,所述标记器可拆卸地连接于所述定位螺栓上,且包括一可伸缩标记头,所述标记头可延伸通过所述定位螺栓的所述纵向内通孔,所述标记头最远可伸出到所述整流罩骨架的底面之外。
根据本发明以上方案的飞机翼身整流罩面板孔位标记装置包括一独立的标记器,该标记器具有可伸缩标记头,当定位螺栓配合到整流罩骨架的托板螺母之后,将标记器再连接于定位螺栓上,标记器的可伸缩标记头被控地延伸通过定位螺栓上的纵向内通孔直到整流罩骨架底面之外,此时可在保持在位的面板上进行孔位标记。
依据本发明的方案,所述定位螺栓包括可与托板螺母配合的螺纹杆,所述螺纹杆的一端突出所述托板螺母一段长度而实现与所述标记器的可拆卸连接。
当定位螺栓的螺纹杆配合在托板螺母的螺纹孔中时,其有一端伸出托板螺母一段距离,例如可以达到3毫米的长度,标记器可以连接该突出部分上而实现与整流罩骨架、托板螺母的连接。
依据本发明的方案,所述螺纹杆相对于与所述标记器连接的另一端具有螺帽部。
该螺纹杆与连接标记器相对的一端上设有螺帽部,可与整流罩骨架上已有的定位孔配合,该定位孔是本领域已知的标准孔,该标准孔通常直径大于托板螺母上的螺纹孔,因此藉由螺帽部形成螺纹杆的肩部而使螺纹杆抵靠于整流罩骨架和托板螺母的连接部,以实现定位螺栓、整流罩骨架和托板螺母三者间的精准定位。
依据本发明的方案,所述螺纹杆相对于与所述标记器连接的另一端的内部设有内六角形或直线槽或梅花线形或其它类似工具操作部。
在螺纹杆的一端内设有内六角形孔、直线槽、梅花形槽等等,这样用于旋转定位螺栓的工具可以方便地插入其中以旋转定位螺栓,如此还有利于使于定位螺栓在与整流罩骨架、托板螺母的配合状态下不必突出于整流罩骨架底面或者至少与之齐平,而可以克服现有技术中因定位工具突出于整流罩骨架表面、当在面板上移动时形成不必要的干扰划线或点的问题。
依据本发明的方案,所述标记器包括一壳体,其内设有容纳所述标记头的滑道;还包括直线电机和电控部件,所述直线电机和电控部件驱动所述标记头以使所述标记头可沿所述滑道直线运动。
在本发明中,标记器为一独立部件,在壳体内设有容纳标记头的滑道,供标记头相对于整流罩骨架的标准孔、托板螺母的螺纹孔、定位螺栓纵向内通孔的纵向一致的方向移动。同时,该壳体还容纳有直线电机和电控部件,由此使标记头受控地在滑道内滑动,而实现纵向上相对于壳体的伸缩状态。
依据本发明的方案,所述壳体上还设有一连接部,所述连接部可拆卸地与所述托板螺母或所述定位螺栓形成一体。
为使独立的标记器与整流罩骨架、托板螺母安装成一体,在壳体上设有一连接部,通过该连接部,标记器可拆卸地与托板螺母或定位螺栓形成一体,从而组装成处于工作待用状态的工具。
依据本发明的方案,所述连接部为从所述壳体上沿其纵向延伸出的一部分,其内设有内螺纹而与所述定位螺栓的所述螺纹杆上所设有一外螺纹配合。或者,所述连接部为从所述壳体上沿其纵向延伸出的一部分,其内表面设有卡止部而与所述定位螺栓的所述螺纹杆上的相应卡止部配合。再或者,所述连接部为从所述壳体上沿其纵向延伸出的一部分,其上设有易脱离的粘结剂而可拆卸地连接于所述托板螺母上。
依据本发明的方案,本发明还包括一标记器遥控器,其用于控制所述标记器的所述直线电机和所述电控部件。
采用遥控方式可以进一步实现远程对于标记头伸缩运动的控制,从而完全避免在开敞性较差的整流罩内部操作的必要性。而且,当需要同时对多块面板安装或更换时,或者需要在同一块面板上进行标记多个孔位时,通过同时布置多组标记器后采用一个标记器遥控器就可实现同步标记,大大提高了工作效率、降低加工成本。
附图简述
以下结合附图对于本发明的构思、特点、优点进行说明,可以理解附图所示仅是利于说明本发明构思、特点和优点的实施例,其并不能作为对于本发明保护范围的限制。其中:
图1A和图1B是根据本发明的飞机翼身整流罩面板孔位标记装置的使用状态立体分解图和遥控器;
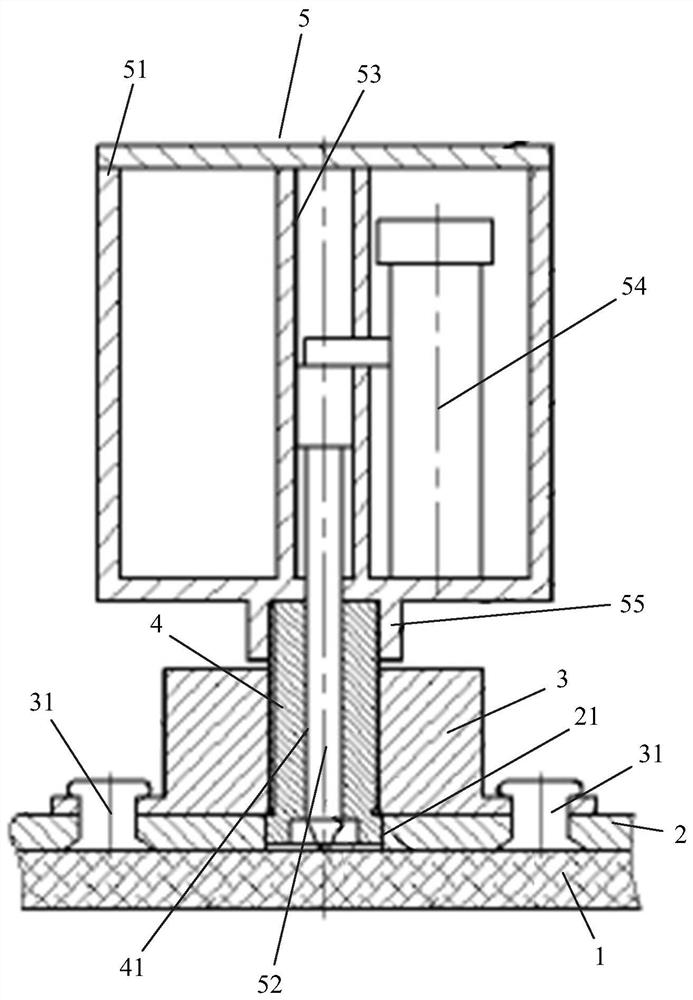
图2是图1A所示示例在使用状态下的纵向剖示图;
图3A和图3B是图1A所示示例的定位螺栓的端面图和纵向剖示图。
具体实施方式
如图1A、图1B和图2所示,本发明提供了一种飞机翼身整流罩面板孔位标记装置,当飞机翼身整流罩面板1在生产阶段安装或维修阶段更换时,标记装置可对整流罩面板1标记孔位,且在整流罩面板1上制孔。飞机整流罩骨架2上设有供整流罩面板固定螺栓(在本发明中未示出)穿过的标准孔21,托板螺母3通过铆钉31等方式而固定于飞机整流罩骨架2上。从整流罩面板1外侧穿过标准孔21的固定螺栓拧入托板螺母3的螺纹部分中,从而将整流罩面板1安装于飞机整流罩骨架2上,整流罩面板内侧则是开敞性较差的空间,其往往对于标记孔位时的操作可及性、便利性、精准性带来较大限制,而本发明的标记装置正是可以解决现有技术所存在的问题,达到对于操作可及性、便利性、精准性的要求。
本发明的标记装置主要包括定位螺栓4,如图3A和图3B所示的,该定位螺栓4具有纵向内通孔41,其外表面制有螺纹而形成一螺纹杆42,螺纹杆42的一端形成为一螺帽部43,螺帽部43相应部位的内通孔41的位置形成一内六角形孔411以容纳旋转螺纹杆42的工具。或者,本领域技术人员可以理解的,该螺帽部43相应端面上可设有直线槽或梅花线槽以容纳相应形状的旋转工具。在螺纹杆42的一端内设有内六角形孔411、直线槽、梅花形槽等等,这样用于旋转定位螺栓4的工具可以方便地插入其中以旋转定位螺栓4,如此还有利于使于定位螺栓4在与整流罩骨架2、托板螺母3的配合状态下不必突出于整流罩骨架底面或者至少与之齐平,而可以克服现有技术中因定位工具突出于整流罩骨架表面、当在面板上移动时形成不必要的干扰划线或点的问题。
此外,螺纹杆42整体可制有外螺纹,或者仅与托板螺母3配合的长度上制有外螺纹,其余部分可为光滑表面或者可设置卡止部(图中未示),该卡止部例如可以是突出螺纹杆外表面斜向突起。
螺纹杆42的长度设定为:当螺纹杆42配合在托板螺母3的螺纹部分中时,其有一端可伸出托板螺母3一段距离,例如可以达到3毫米的长度。
该螺纹杆42的螺帽部43用于与整流罩骨架2上已有的标准孔配合,该标准孔是本领域已知的标准孔,该标准孔通常直径大于托板螺母3上的螺纹部分的螺纹孔,因此藉由螺帽部43形成螺纹杆42的肩部而使螺纹杆42抵靠于整流罩骨架2和托板螺母3的连接部,以实现定位螺栓4、整流罩骨架2和托板螺母3三者间的精准定位。
此外,如上所述的整流罩骨架2、托板螺母3、定位螺栓4的精准定位还可进一步提高标记孔位时的定位精度。如本领域技术人员所了解的,市售的托板螺母为成品件,其结构如所知的由两部分组成,托板部分和螺母部分,托板部分通常设有两个铆钉孔,通过铆钉与整流罩骨架相连,而螺母部分被托板部分包裹但具有一定的游离量,可以在托板部分限定的范围内游动。
在本发明中,当定位螺栓4的外螺纹部分与托板螺母3的螺纹孔连接、定位螺栓4的螺帽部43与整流罩骨架2上的标准孔21间隙配合的状态下,安装完成时定位螺栓4的螺帽部43与整流罩骨架2的标准孔21的孔壁接触,限定了托板螺母3的螺纹部分游动,使其与整流罩骨架2上的标准孔同心。限定托板螺母螺纹孔的游动,并与整流罩骨架2上的标准孔同心可进一步提高定位精度。
再如图1A、1B以及图2所示,本发明的标记装置主要还包括一独立的标记器5,更清楚地如图2的剖示图所示,该标记器5包括一壳体51和标记头52,壳体51内设有容纳标记头52的滑道53。标记器5还包括直线电机和电控部件54,直线电机和电控部件54驱动标记头52以使之沿滑道53直线运动。
在本发明中,标记器5为一独立部件,在其壳体51内设有容纳标记头52的滑道53使标记头52相对于整流罩骨架2的标准孔21、托板螺母3的螺纹孔、定位螺栓4的纵向内通孔41的纵向一致的方向移动,而实现纵向上相对于壳体51的伸缩状态。
壳体51的形状可以为圆柱形或其它筒形形状。该壳体51外部还设有一连接部55,连接部55实现可拆卸地与托板螺母2或定位螺栓4形成一体,从而组装成处于工作待用状态的工具。
具体地,壳体51的连接部55为从壳体51上沿其纵向延伸出的一部分,例如该部分可与壳体51一体制成或者通过焊接、粘接等固定于其上。连接部55内设有内螺纹而与定位螺栓4的螺纹杆42上的外螺纹配合。或者,连接部55其内表面设有卡止部而与定位螺栓4上突出螺纹杆42外表面的斜向突起卡止部配合。再或者,连接部55上设有易于脱离的粘结剂而直接粘接于托板螺母3上。无论采用以上哪种标记器连接方式,都是为了实现方便地与已在位的整流罩骨架、托板螺母形成一体而处于待用状态,并且在使用完毕之后可以方便地从开敞性空间中脱离,且都不需要在内部空间中进行操作。例如,在采用定位螺栓的螺纹杆连接的状态下,仅需将标记器置于内部空间,通过在外部旋转螺纹杆,其突出托板螺母的那段螺纹杆可以通过外螺纹与连接部上的内螺纹配合而实现连接;在采用定位螺栓的螺纹杆连接的状态下,仅需将标记器置于内部空间,通过在外部旋转螺纹杆,其螺纹杆突出托板螺母的那段上的卡止部可以卡合于连接部上的对应卡止部中而实现连接;在采用连接部上涂覆粘结剂的状态下,可直接将标记器通过该连接部粘结在托板螺母上。而本领域技术人员可以了解的,此粘结是可以脱离的。此外,以上仅是举例说明的几种连接标记器与托板螺母、整流罩骨架的方式,本领域技术人员受本发明构思的指引,还可以设想其它等同或类似的方式,而这些方式亦当属于本发明建议的方式。
再如图1B所示,本发明的标记器的遥控器56,其用于控制所述标记器的直线电机和电控部件54。有利的是,当采用遥控方式则可进一步实现远程对于标记头52伸缩运动的控制,从而完全避免在开敞性较差的整流罩面板1内侧操作的必要性。而且,当需要同时对多块面板1安装或更换时,或者需要在同一块面板1上进行标记多个孔位时,通过同时布置多组标记器后采用同一个标记器遥控器56就可实现同步标记,大大提高了工作效率、降低加工成本。
以下,对利用本发明的标记装置标记孔位的操作进行说明,具体地:
首先将定位螺栓4安装于托板螺母3上:将内六角扳手置于定位螺栓4的内六角形孔41中,由扳手推动定位螺栓4先穿过整流罩骨架2的标准孔21;同时将标记器的标记头52插入安装完成的定位螺栓4的纵向内通孔41。
藉由内六角扳手将定位螺栓4安装于托板螺母3的螺纹孔内,拧紧螺纹的过程中调整托板螺母3的螺纹孔的位置,使其与整流罩骨架2的标准孔21同心,并使定位螺栓4的螺帽部43与整流罩骨架2的标准孔21的孔壁配合;安装完成后,定位螺栓4、托板螺母3螺纹孔及整流罩骨架标准孔三者同心。安装完成后定位螺栓4的螺纹杆43还可伸出托板螺母3的表面3mm,且藉由此突出的部分拧入标记器5的壳体51的连接部55的内螺纹而将标记器5连接于定位螺栓4。
在此安装状态下,操作遥控器56上的按钮561,使直线电机和电控部件54开始工作,驱动标记头52在滑道53中直线往下方运动,直至其尖端低于整流罩骨架2的表面,而与其下方已定位的整流罩面板1接触并标记出所需的孔位。随后松开遥控器按钮561,标记头52则向上回缩至整流罩骨架2的表面上方。
如果需要多块面板或一块面板上同时标记孔位时,可如此安装多组标记器5且由同一个遥控器56同步完成所有标记。
完成标记之后,可采用六角扳手反方向拧动定位螺栓4而将定位螺栓从整流罩骨架2和托板螺母3上脱离,同时亦与标记器5脱离,从而卸下所有的标记器5和定位螺栓4。随后卸下已标记孔位的面板1而进行制孔。
虽然以上结合具体示例对本发明的构思、特点和优点予以说明,但是本领域技术人员可以理解或设想,在不脱离本发明精神的前提下,还可以对该示例做出多种变化或变型,这些变化或变型亦属于本发明的保护范围内。