自动化头盔壳体整体成型设备
文献发布时间:2023-06-19 09:27:35
技术领域
本发明涉及头盔制造技术领域,具体而言,涉及一种自动化头盔壳体整体成型设备。
背景技术
头盔是保护头部的重要护具。头盔不但是人们在日常交通中必不可少的保护工具,而且在出现战争时也起到保护军人宝贵生命的重要作用。防弹头盔的作用机理是通过吸收和耗散子弹头的能量,阻止穿透,减轻钝伤以用来有效地保护人体的头部。防弹头盔按照其壳体材料可以分为金属、非金属、金属和非金属复合材料的三大类。当前流行的防弹头盔主要有芳纶复合盔和高分子聚乙烯复合盔两大类。在这两种材料中,聚乙烯材料(UHMWPE)制成的头盔,虽然抗子弹穿透的性能优异,但着弹时凹陷比较严重,容易造成非贯穿性损伤,且PE材料熔点低,不适于高温条件下压制,导致制造较困难;因此,芳纶头盔更受欢迎,应用更广。
到目前为止,芳纶头盔壳体的制造仍采用一套组合式叠层样板的壳体叠层工艺,需要人工手动进行剪裁拼接成碗形、粘接来辅助完成叠层,导致制造效率低,成本高,且头盔壳体的强度低(强度不如整体成型的产品)。
参考申请公布号为CN1114042A的发明专利申请,该专利申请公开了比较经典和典型的样板叠层制造方式,其说明书附图中图3是裁切形状,但是布面拼接成立体成型体的时候,是将复合纤维布裁切旋叶片状而折弯成碗状,令其层层交错叠置,会产生很多相互覆盖重叠的部分,浪费材料的同时,会导致防冲击力学性能的下降。
参考申请公布号为CN104654927A,名称为“一种制造防弹头盔预浸料的裁剪与铺设方法及防弹头盔”的发明专利申请,其提到目前制造防弹头盔所采用的纤维复合材料,在结构上常用织物结构或纤维单向排列结构(UD结构),由于织物中的纤维的力学性能在织造的过程中受剑杆穿梭的影响比较大,所以目前头盔预浸料多使用UD片材进行裁剪铺设。又由于这些片材在裁剪时常被剪为花瓣和风叶轮形,后裁片层叠,片间错开一定角度,导致在一定程度上破坏了UD片材的正交结构,影响冲击波扩散速度,并降低了防弹性能。因此该专利中提出了一种旋转风叶轮式的裁剪方式,可认为是对传统形式样板的一种改进裁剪方式。
参考申请公布号为CN105651116A,名称为“非金属防弹头盔制造工艺”的发明专利申请,该专利申请公开了使用芳纶预浸布生产非金属防弹头盔的工艺,明确地说明了非金属防弹头盔的制造工艺流程:1)上芳纶织物的涂胶;2)对芳纶织物预浸布片材进行裁剪;3)铺叠芳纶织物预浸布的裁片;4)采用冷压法将头盔胚料置于预压模具上进行初次定型;5)对胚料进行模压,期间需要升温、排气、保温以及降温处理;6)切边打磨并钻孔;7)进行表面处理。
《机床与液压》期刊中公开论文(夏华,黄虹,詹捷.非金属防弹头盔成型工艺研究及其模具结构设计[J].机床与液压,2005,(5):61-62.DOI:10.3969/j.issn.1001-3881.2005.05.026),公开了一种适用于使用高强度聚乙烯纤维材料加粘合剂制造防弹头盔的成型工艺和模具结构,该论文中指出,非金属的头盔成型工艺属于塑料材料的热压成型工艺,需要注意的三个主要工艺参数即为成型温度、成型压力和成型时间,此三个参数的选用的正确与否,将直接影响到头盔的质量和防弹水平,因而在对头盔成型工艺进行研究,以及设计模具机械时,需要重点关注这三个指标的控制。
2017年,张尚勇等人在武汉纺织大学学报中发表的实验研究中(谢婉晨,干林丽,周熠,徐安长,张尚勇.芳纶角联锁织物复合材料头盔壳体的成型工艺[J].武汉纺织大学学报,2017,30(03):17-20),提出使用三维结构织物的芳纶纤维材料进行头盔壳体的制造,这为头盔整体成型的制造工艺提供了比较大的方便。使用了三维角联锁的三维结构织物,以实现了头盔能够整体成型的新式加工技术,一方面是为了提高生产效率,而另一方面也是为了避免在平面织物裁剪过程中对织物编织结构的破坏,导致其力学性能的指数式骤减的后果。选择三维角联锁的编织结构,是因为以往制备头盔壳体的织物一般选择二维的编织物结构,以二维编织物为骨架的复合材料往往其厚度不够,制备壳体的时候需要一层一层地贴合,这样在贴合的过程中,层间的抗冲击能力就会极具减弱。与之形成对比的,三维角联锁层间的断裂韧性更高,能力吸收的能力更优秀,除此以外,这种编织方式的经纱与纬纱之间的也能形成一定角度的交织屈曲的变化,并且单位面积内交织的点比较少,交错比较容易,因为相比于传统的平织方式,三维角联锁的结构中,经纱与纬纱不是直接交织作用的,所以相对运动会更灵活,因此也可认为是其结构比较松散,这使得织物在变形时,滑移所受到的摩擦力比较小,织物的伸缩性、柔韧性和成型型都更好,这将更有利于织物的剪切变形和弯曲变形,这样的优异结构将更加适应于三维包覆成型的一体成型技术。它能够在复合材料成型的过程中,更好地沿模具直接平滑地铺设在光滑的三维曲面上,并一次成型。
发明内容
本发明就是为了解决现有芳纶头盔制造在将二维芳纶织物铺设成三维结构的过程中需要对芳纶织物进行裁剪铺叠,从而导致织物力学性能骤减、制造工艺效率低、成本高的技术问题,提供一种效率高、成本低的自动化头盔壳体整体成型设备。
本发明提供的自动化头盔壳体整体成型设备,包括压料装置和多组拉伸调整装置;
压料装置包括立柱、滚珠丝杠直线模组、阳模固定架、半球阳模、半球阴模和半球阴模固定装置,滚珠丝杠直线模组与立柱连接,阳模固定架与滚珠丝杠直线模组的滑块连接,半球阳模与阳模固定架固定连接;半球阴模与半球阴模固定装置连接;半球阳模位于半球阴模的正上方;
拉伸调整装置包括机台、驱动电机、卷筒、钢丝绳、滑轮、气动夹爪、承托板、转轴、第一轴承座、第二轴承座和角度电机,驱动电机与机台连接,卷筒与驱动电机的输出轴连接,钢丝绳缠绕在卷筒上,滑轮与机台的顶部连接,气动夹爪与钢丝绳连接,钢丝绳绕过滑轮;角度电机与机台的顶部连接,转轴通过联轴器与角度电机的输出轴连接,第一轴承座、第二轴承座分别与机台的顶部连接,转轴的两端分别与第一轴承座、第二轴承座连接,承托板与转轴固定连接;承托板用于承托气动夹爪;
多组拉伸调整装置沿圆周方向均布在半球阴模的周围。
优选地,承托板设有两个缺口轨道,气动夹爪设有两个凸起部,两个凸起部分别嵌入承托板的两个缺口轨道中。
优选地,半球阴模固定装置包括阴模固定架、支撑圆柱、支架和底座,阴模固定架与底座固定连接,支架与底座固定连接,半球阴模与阴模固定架固定连接;支撑圆柱与支架顶部固定连接,半球阴模的底部与支撑圆柱固定连接。
优选地,拉伸调整装置还包括挡板,挡板与机台的顶部固定连接,挡板设有窗口,钢丝绳穿过窗口。
本发明的有益效果是,自动化程度高,降低人工成本,满足快速大批量生产要求;自动压制整体成型,多组拉伸调整装置实现布料各方向和各位置的纤维织物密度和角度调整,使得尽可能保证织物布料各处实时保持平滑无褶皱,替代现有技术的裁剪铺设成型,大幅提高头盔壳体的强度,使头盔壳体具有比较强的抗冲击的防弹能力。批量生产的头盔产品的质量均一性、一致性好。
本发明进一步的特征和方面,将在以下参考附图的具体实施方式的描述中,得以清楚地记载。
附图说明
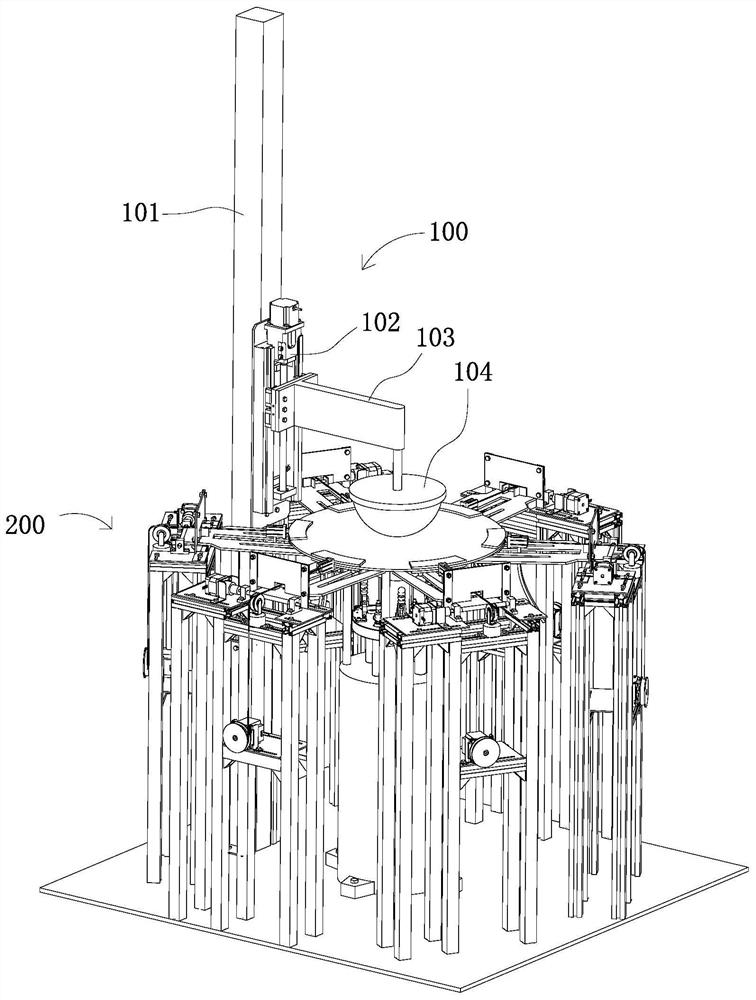
图1是本发明自动化头盔壳体整体成型设备的立体图;
图2是压料装置的主视图;
图3是压料装置的侧视图;
图4是拉伸调整装置的立体图;
图5是拉伸调整装置的主视图;
图6是拉伸调整装置的右视图;
图7是拉伸调整装置的俯视图;
图8是自动化头盔壳体整体成型设备处于初始状态下的立体图;
图9是图8所示结构的主视图;
图10是一组拉伸调整装置的气动夹爪夹紧圆形芳纶纤维织物边缘的状态示意图;
图11是图10所示结构的主视图;
图12是压料装置的半球阳模向下运动将圆形芳纶纤维织物压向半球阴模的状态示意图;
图13是图12所示结构的主视图;
图14是半球阳模完全压入半球阴模时,承托板转动倒0°位置,气动夹爪松开织物的状态示意图;
图15是图14所示结构的主视图;
图16是图1所示结构的俯视图。
图中符号说明:
100.压料装置,101.立柱,102.滚珠丝杠直线模组,103.阳模固定架,104.半球阳模,105.阴模固定架,106.半球阴模,107.支撑圆柱,108.支架,109.卡钳,110.底座;200.拉伸调整装置,201.机台,202.驱动电机,203.卷筒,204.钢丝绳,205.滑轮,206.气动夹爪,207.承托板,208.转轴,209.第一轴承座,210.第二轴承座,211.角度电机,212.挡板。300.圆形芳纶纤维织物。
具体实施方式
以下参照附图,以具体实施例对本发明作进一步详细说明。
如图1所示,自动化头盔壳体整体成型设备包括压料装置100和6组拉伸调整装置200。
如图2-3所示,压料装置100包括阳模单元和阴模单元,阳模单元包括立柱101、滚珠丝杠直线模组102、阳模固定架103、半球阳模104,滚珠丝杠直线模组102安装在立柱101上,阳模固定架103固定安装在滚珠丝杠直线模组102的滑块上,半球阳模104与阳模固定架103固定连接。阴模单元包括阴模固定架105、半球阴模106、支撑圆柱107、支架108、卡钳109、底座110,阴模固定架105与底座110固定连接,支架108与底座110固定连接,半球阴模106与阴模固定架105固定连接,半球阴模106被套在阴模固定架105中的圆形空隙内(限制半球阴模106径向运动);多个卡钳109安装在支架108上,支撑圆柱107被卡钳109夹紧在支架108顶部的圆形凹陷中,半球阴模106的底部与支撑圆柱107固定连接(可以采用焊接的方式),支撑圆柱107能够限制半球阴模106轴向运动。半球阳模104位于半球阴模106的正上方。
需要说明的是,也可以采用其他公知的固定装置代替阴模固定架105、支撑圆柱107、支架108、卡钳109和底座110。
如图4-7所示,拉伸调整装置200包括机台201、驱动电机202、卷筒203、钢丝绳204、滑轮205、气动夹爪206、承托板207、转轴208、第一轴承座209、第二轴承座210、角度电机211、挡板212,驱动电机202固定安装在机台201上,卷筒203与驱动电机202的输出轴连接,钢丝绳204缠绕在卷筒203上,滑轮205与机台201的顶部连接,气动夹爪206与钢丝绳204连接,钢丝绳204绕过滑轮205;角度电机211固定安装在机台201的顶部,转轴208通过联轴器与角度电机211的输出轴连接,第一轴承座209、第二轴承座210分别与机台201的顶部连接,转轴208的两端分别与第一轴承座209、第二轴承座210连接,承托板207与转轴208固定连接。挡板212与机台201的顶部固定连接,挡板212设有窗口212-1,钢丝绳204穿过窗口212-1。承托板207设有两个缺口轨道207-1。气动夹爪206设有两个凸起部206-1,两个凸起部206-1分别嵌入承托板207的两个缺口轨道207-1中。缺口轨道207-1的尺寸从内向外逐渐变大,当回收气动夹爪206的过程中,气动夹爪206的凸起部206-1先落到外部的大开口,让后逐渐后面的窄口移动,这样能够顺畅地、准确地将气动夹爪206移动到缺口轨道207-1的最内侧。
气动夹爪206用于夹紧圆形织物,当驱动电机202转动时,使卷筒203转动从而拉动钢丝绳204,进而将气动夹爪206向后拉。
角度电机211启动后,通过动转轴208带动承托板207俯仰运动,承托板207以水平方向为0°,承托板207向下运动的转动角度范围为是0~90°。
如图16所示,6组拉伸调整装置200位于半球阴模106的周围。6组拉伸调整装置200沿圆周方向均布在半球阴模106的周围,每60°位置夹住圆形芳纶纤维织物300的边缘,气动夹爪206沿织物布料的径向夹住布料的同时。
下面介绍自动化头盔壳体整体成型设备的工作过程:
首先,参考图8和9,起始时刻,承托板207位于0°位置(即水平位置),气动夹爪206通过凸起部206-1被置于承托板207的根部(凸起部206-1位于缺口轨道207-1的后端),气动夹爪206的两个夹持部处于张开状态。
其次,参考图10和11,准备干布状态芳纶纤维织物(该干布状态芳纶纤维织物是叠层结构,该干布状态芳纶纤维织物直接从市场上购买),将圆形芳纶纤维织物300放置在半球阳模104和半球阴模106之间,手动向前拉动气动夹爪206(气动夹爪206沿着缺口轨道207-1向前运动),使6组拉伸调整装置200的气动夹爪206夹紧圆形芳纶纤维织物300的边缘(如图16所示),然后驱动电机202动作通过钢丝绳204向后拉动气动夹爪206,使圆形芳纶纤维织物300在六个方向被拉紧,此时圆形芳纶纤维织物300悬空。角度电机211动作将承托板207向下转动至90°位置。
然后,参考图12和13,压料装置100的半球阳模104在滚珠丝杠直线模组102的作用下向下运动将圆形芳纶纤维织物300压向半球阴模106,此时钢丝绳204被拉紧。可以在机台201上安装旁压式张力传感器,使钢丝绳204穿过旁压式张力传感器,通过旁压式张力传感器检测钢丝绳的拉力,控制器根据检测的拉力数据来控制驱动电机202转动从而精确调整钢丝绳的松紧度。此外,为了调整钢丝绳的松紧度,可以在驱动电机202上安装转矩传感器,根据转矩传感器的检测值来控制驱动电机202转动从而精确调整钢丝绳的松紧度。
最后,参考图14和15,当半球阳模104完全压入半球阴模106时,6组驱动电机202转动卸掉钢丝绳的拉力,然后承托板207转动倒0°位置,气动夹爪206松开织物并掉落到承托板207上(凸起部206-1嵌入承托板207的缺口轨道207-1中),驱动电机202动作将气动夹爪206拉回至承托板207的根部。
接下来可以重复上述步骤,准备第二张芳纶纤维织物进行压制,形成第二层,如此方法可进行多层铺设。
可见,头盔壳体的制造过程中,织物布料整体被压入半球阴模,压缩过程中可以调整织物位置和松紧度,织物不会出现褶皱,能够大幅提高头盔壳体的强度,批量生产的头盔产品的质量均一性、一致性好。此外,不对芳纶纤维织物进行剪裁,减小了织物的力学损失。
挡板212的作用是防止气动夹爪206在拉伸过程中脱落造成人员伤害。
需要说明的是,本领域技术人员应当能够理解,设置6组拉伸调整装置200是优选方案,拉伸调整装置200的数量不限于6组,可以是3组、4组、5组、7组、8组、9组或更多组。
以上所述仅对本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡是在本发明的权利要求限定范围内,所做的任何修改、等同替换、改进等,均应在本发明的保护范围之内。
- 自动化头盔壳体整体成型设备
- 头盔上壳体、头盔主壳体和头盔