一种焊缝稳定辊
文献发布时间:2023-06-19 10:46:31
技术领域
本发明涉及自动化钢管生产线中的连续物料焊接技术领域,具体为稳定物料连续焊缝的一种焊缝稳定辊。
背景技术
在现代化全自动钢管生产线领域中,管型物料需要经过轧制机组卷制成管状,然后在卷边的两侧进行对接并焊接成型,但是在精密钢管生产线中由于对被轧制的管型物料表面精度要求较高,所以对卷边的焊接工艺要求也较高,而常规的轧制生产线在卷边的两侧进行对接并焊接成型前其对接的焊缝宽度以及其与焊枪的相对位置经常会产生微小的变化,而这个变化会影响管型物料的焊接成型的质量,所以为了解决这样的技术问题,本领域技术人员需要对焊接前的卷边焊缝进行稳定处理,即使进入焊接区域的卷边焊缝可以保持稳定的焊缝尺寸和焊接位置,那么设计开发一种可以解决如上问题的一种焊缝稳定辊就成了必然。
发明内容
为了解决卷边焊缝不稳定而达不到加工要求的问题,本发明实施例提供了一种焊缝稳定辊,具体结构为在常规辊轮外部安装设有中空环形的导向槽辊和中空圆盘薄片形的稳定片,并在导向槽辊上位于稳定片两侧设有导向槽,通过导向槽的导向作用能够将被焊接基材引导至稳定片两侧并挤压在稳定片的两侧面上从而得到尺寸稳定的焊缝。
一方面,一种焊缝稳定辊,用于稳定连续焊缝在进入焊接区域时的空间位置,包括辊轴1和基础辊2,所述基础辊2外套于辊轴1上,其特征在于在基础辊2外套设有中空环形的导向槽辊3和中空圆盘薄片形的稳定片4,所述稳定片4设置于导向槽辊3中部,所述导向槽辊3上位于稳定片4两侧设有导向槽3a,所述导向槽3a能够将被焊接基材引导至稳定片4两侧并挤压在稳定片4的两侧面上,通过稳定片4的分割定位实现被焊接基材在焊接前预留出尺寸固定的焊接槽来提高焊接质量。
根据本发明实施例的一个方面,所述导向槽3a的形状为从导向槽辊3的外径边缘向基础辊2表面逐渐延伸的圆弧曲面,且稳定片4将导向槽辊3分割为第一导向槽辊瓣31和第二导向槽辊瓣32,通过更换不同规格的第一导向槽辊瓣31,第二导向槽辊瓣32和稳定片4可以实现加工不同规格形状的连续焊接物料a。
根据本发明实施例的一个方面,还设有基础机架j,所述辊轴1,基础辊2,导向槽辊3和稳定片4组成稳定辊组件w,所述基础机架j上设有能够容纳稳定辊组件w放入的凹槽p,所述辊轴1的两端为方形柱f,所述凹槽p的外沿边缘还设有固定方形柱f的接口h,在接口h的外部还设有压板y,通过拆卸和安装压板y可以实现快换稳定辊组件w。
根据本发明实施例的一个方面,所述基础机架j外侧还设有横移机架t,所述基础机架j与横移机架t之间还设有直线滑轨c,所述基础机架j通过直线滑轨c的作用可以相对于横移机架t做上下运动从而实现带动稳定辊组件w做上下高度位置上的调整。
根据本发明实施例的一个方面,所述横移机架t外侧还设有固定底座g,在固定底座g与横移机架t之间设有直线滑轨c,所述横移机架t通过直线滑轨c的作用可以实现相对于固定底座g做左右运动从而实现带动稳定辊组件w做左右位置上的调整。
根据本发明实施例的一个方面,还设有立棍组z,所述立棍组z内还设有第一立棍z1和第二立棍z2,所述第一立棍z1和第二立棍z2设置在立棍底座z3上且可以调整相互间的距离,所述连续焊接物料a穿过第一立棍z1和第二立棍z2之间,所述第一立棍z1和第二立棍z2可以相互挤压夹紧连续焊接物料a两边的被焊接基材。
附图说明
下面将参考附图来描述本发明示例性实施例的特征、优点和技术效果。
序号说明:稳定辊组件w、辊轴1、方形柱f、基础辊2、导向槽辊3、第一导向槽辊瓣31、第二导向槽辊瓣32、导向槽3a、稳定片4、连续焊接物料a、基础机架j、凹槽p、接口h、压板y、横移机架t、直线滑轨c、固定底座g、立棍组z、第一立棍z1、第二立棍z2、立棍底座z3、焊枪s。
图1是本发明实施例基本结构布局示意图。
图2是本发明实施例侧视结构示意图。
图3是本发明实施例立棍组z结构示意图。
图4是本发明实施例连续焊接物料a加工过程示意图。
图5是本发明实施例稳定辊组件w安装示意图。
图6是本发明实施例稳定辊组件w拆卸示意图。
图7是本发明实施例基础机架j下移示意图。
图8是本发明实施例横移机架t右移示意图。
图9是本发明实施例导向槽辊3更换规格示意图。
在附图中,相同的部件使用相同的附图标记。附图并未按照实际的比例绘制。
具体实施方式
下面结合附图和实施例对本发明的实施方式作进一步详细描述。以下实施例的详细描述和附图用于示例性地说明本发明的原理,但不能用来限制本发明的范围,即本发明不限于所描述的优选实施例,本发明的范围由权利要求书限定。
在本发明实施例的描述中,需要说明的是,除非另有说明,“垂直”、“平行”不只是数学意义上的绝对意义,可以理解为“大致垂直”、“大致平行”。
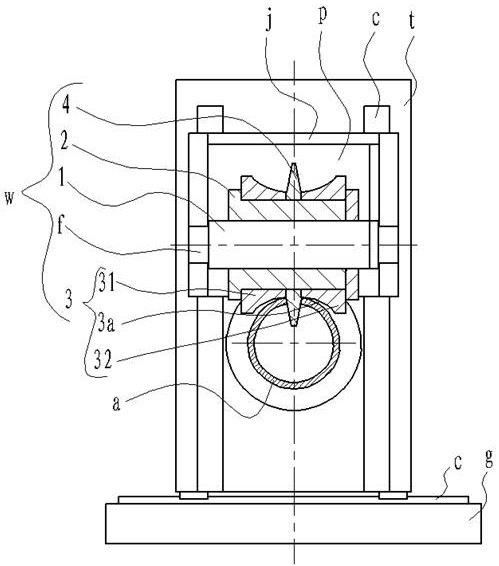
图1是本发明实施例基本结构布局示意图。
图2是本发明实施例侧视结构示意图。
图3是本发明实施例立棍组z结构示意图。
根据图1、图2和图3所示,为了解决卷边焊缝不稳定而达不到加工要求的问题,本发明实施例提供了一种焊缝稳定辊,具体结构为在常规辊轮外部安装设有中空环形的导向槽辊和中空圆盘薄片形的稳定片,并在导向槽辊上位于稳定片两侧设有导向槽,通过导向槽的导向作用能够将被焊接基材引导至稳定片两侧并挤压在稳定片的两侧面上从而得到尺寸稳定的焊缝。在本实施方案中将焊缝稳定辊设置在一个可以调整空间位置的机架上且安装在焊枪s之前,使其保证管型物料在经过轧制后产生的卷边焊缝可以准确的出现在焊枪s焊接位置,其具体实施方式可以包括辊轴1、基础辊2、基础机架j、横移机架t和固定底座g,所述辊轴1为圆柱形中心轴,且在中心轴的两端设有方形柱f,所述基础机架j为中部具有凹槽p的槽架箱型结构且在凹槽p两侧边缘处还设有接口h。所述基础辊2外套于辊轴1上,并且在基础辊2外套设有中空环形的导向槽辊3和中空圆盘薄片形的稳定片4,所述稳定片4设置于导向槽辊3中部,所述导向槽辊3上位于稳定片4两侧设有导向槽3a, 所述导向槽3a的形状为从导向槽辊3的外径边缘向基础辊2表面逐渐延伸的圆弧曲面,且稳定片4将导向槽辊3分割为第一导向槽辊瓣31和第二导向槽辊瓣32,通过更换不同规格的第一导向槽辊瓣31,第二导向槽辊瓣32和稳定片4可以实现加工不同规格形状的连续焊接物料a。所述导向槽3a能够将被焊接基材引导至稳定片4两侧并挤压在稳定片4的两侧面上,通过稳定片4的分割定位实现被焊接基材在焊接前预留出尺寸固定的焊接槽来提高焊接质量。
图5是本发明实施例稳定辊组件w安装示意图。
图6是本发明实施例稳定辊组件w拆卸示意图。
根据图5和图6所示,根据本发明实施例的一个方面,为了更加方便的实现更换稳定片4、第一导向槽辊瓣31和第二导向槽辊瓣32来提高整个生产工艺过程的效率,在本实施例中提供了一种快换方式,即所述辊轴1,基础辊2,导向槽辊3和稳定片4组成模块化的稳定辊组件w, 设于基础机架j上的凹槽p的形状和尺寸可以容纳稳定辊组件w放入其中,且将稳定辊组件w放入凹槽p后位于辊轴1两端的方形柱f刚好可以放入设于基础机架j上的凹槽p两侧边缘处的接口h中,为了固定稳定辊组件w使其更稳定的工作,可以在接口h外侧设置有压板y将方形柱f压在接口h内从而固定住整个稳定辊组件w,当需要更换稳定辊组件w时,仅需要将压板y拆卸掉,然后直接将整个稳定辊组件w取出并更换新的稳定辊组件w即可完成。
图7是本发明实施例基础机架j下移示意图。
图8是本发明实施例横移机架t右移示意图。
根据图7和图8所示,根据本发明实施例的一个方面,为了使本技术方案中的卷边焊缝更加准确的出现在焊枪s焊接位置,所述基础机架j、横移机架t和固定底座g组成了可以改变稳定辊组件w空间位置的机架,本实施方案的具体实施方式为所述基础机架j与横移机架t之间还设有直线滑轨c,所述基础机架j通过直线滑轨c的作用可以相对于横移机架t做上下运动从而实现带动稳定辊组件w做上下高度位置上的调整,所述横移机架t外侧设置固定底座g,在固定底座g与横移机架t之间设有直线滑轨c,所述横移机架t通过直线滑轨c的作用可以实现相对于固定底座g做左右运动从而实现带动稳定辊组件w做左右位置上的调整。
图3是本发明实施例立棍组z结构示意图。
根据图3所示,根据本发明实施例的一个方面,本实施方案还设有立棍组z,所述立棍组z内还设有第一立棍z1和第二立棍z2,所述第一立棍z1和第二立棍z2设置在立棍底座z3上且可以调整相互间的距离,所述连续焊接物料a穿过第一立棍z1和第二立棍z2之间,所述第一立棍z1和第二立棍z2可以相互挤压夹紧连续焊接物料a两边的被焊接基材。
图4是本发明实施例连续焊接物料a加工过程示意图。
根据本发明实施例的一个方面,本实施方案的具体加工过程如图4所示,首先连续焊接物料a通过生产线的轧制机组卷制成筒状,然后经过立棍组z将连续焊接物料a的卷板焊缝进行挤压成为焊枪可以焊接的尺寸,然后经过稳定片4对卷边焊缝的分割定位实现被焊接基材在焊接前预留出尺寸固定的焊接槽来提高焊接质量。
图9是本发明实施例导向槽辊3更换规格示意图。
根据图9所示,根据本发明实施例的一个方面,由于本实施方案中的第一导向槽辊瓣31和第二导向槽辊瓣32与稳定片4是套设于基础辊2外侧的,所以第一导向槽辊瓣31和第二导向槽辊瓣32与稳定片4是可以根据具体工作情况进行更换的,同时导向槽3a是设置在第一导向槽辊瓣31和第二导向槽辊瓣32外圆周的直线或者曲线导向面,所以本实施方案中的稳定片4与第一导向槽辊瓣31和第二导向槽辊瓣32形状不局限于一种,可以根据不同的工作情况任意定制。
应当理解,说明书对于本发明的具体实施方式的描述是示例性的,而不应当解释为对于本发明保护范围的不当限制。本发明的保护范围由其权利要求限定,并涵盖落入其范围内的所有实施方式及其明显的等同变例。
- 一种焊缝稳定辊
- 一种提高酸连轧高牌号硅钢三辊张力辊焊缝通过率的方法