基于视觉测量套筒与钢筋连接稳定性的检测方法
文献发布时间:2023-06-19 11:47:31
技术领域
本发明涉及装配式建筑检测技术领域,具体涉及一种基于视觉测量套筒与钢筋连接稳定性的检测方法。
背景技术
装配式混凝土建筑因其巨大的优势已在国内迅速发展起来。钢筋套筒灌浆连接的质量对结构影响巨大,而钢筋有效锚固长度则是影响其连接性能的关键所在。而实际工程中,针对连接钢筋的检测,往往只注重其插入套筒内的长度。从其原理可知,钢筋在套筒中沿轴向受力,实际有效的钢筋插入长度为钢筋在套筒轴向的投影长度,而非整段的插入长度,因此,钢筋存在偏位或偏转的不利情况不容忽视。经过深入研究表明,当钢筋的插入长度满足设计要求且存在一定富余度时,钢筋的偏位和偏转基本可以忽略;当钢筋的插入长度位于合格值临界或不满足要求时,钢筋的偏位和偏转必须予以考虑。一方面,由于产生应力集中等不利影响,容易引起节点连接耐久不足;另一方面,实践证明,钢筋的偏位或偏转还可能导致灌浆孔或出浆孔的灌浆料流通不畅,导致灌浆缺陷等问题,更值得工程人员予以关注。
目前已实施的相关检测标准中,提供了有关钢筋插入长度的检测方法,但鲜有钢筋偏位或偏转的定量检测方法,更没有针对套筒内的钢筋进行插入长度、偏位和偏转系统性的成套检测方法和流程,因此难以确保套筒与钢筋的连接稳定性。
发明内容
本发明要解决的技术问题是提供一种基于视觉测量套筒与钢筋连接稳定性的检测方法,逻辑性强,能够准确提供套筒连接稳定性的判断数据,从而确保套筒与钢筋的连接稳定性。
为了解决上述技术问题,本发明提供了一种基于视觉测量套筒与钢筋连接稳定性的检测方法,在上层构件安装在下层构件的上表面后进行检测,下层构件的钢筋伸入上层构件的套筒内,上层构件的套筒内壁设置有沿套筒轴向均匀布置的多个环形肋条;还包括不锈钢细管和偏位塞,所述不锈钢细管表面沿轴向设置有刻度,所述不锈钢细管一端外表面上设置有可视开口且用于伸入出浆口内,所述偏位塞上设置有C型偏位孔,所述C型偏位孔用于容置不锈钢细管;
包括以下操作步骤:
S1、将不锈钢细管从出浆口伸入直至套筒内,当出现阻挡时,停止施力,观察不锈钢细管与上层构件表面之间对应的刻度,得到实际伸入值;
其中,先手持不锈钢细管并轻推进入出浆口,当具有少许阻力时,松开不锈钢细管并使其自由滑落至出浆口下边缘,随后继续推动不锈钢细管,无法推动不锈钢细管时,进行刻度观察;
S2、将实际伸入值与理论伸入值比较,理论伸入值为上层构件表面至套筒内壁的最大距离,当实际伸入值与理论伸入值相等或者相近时,定义钢筋伸入尺寸无法定性,进入下一个步骤,反之定义钢筋伸入尺寸合格,结束操作,得到满足连接质量要求的结论;
S3、将不锈钢细管垂直向上移动,与出浆口上边缘贴合,且保证可视开口朝下设置,随后采用偏位塞塞入出浆口,不锈钢细管容置在C型偏位孔内,偏位塞通过形变将不锈钢细管固定并封堵出浆口,其中不锈钢细管的可视开口朝下设置;
S4、在内窥镜上安装侧视镜头,随后将内窥镜伸入不锈钢细管内并将侧视镜头移动至不锈钢细管的可视开口处,侧视镜头通过可视开口对套筒内钢筋的端部和环形肋条进行图像获取,获取的图像中包括套筒内壁全貌,并且保证环形肋条位于图像中部位置;
S5、对获取的图像进行钢筋插入高度检测操作,在钢筋端部选取一点,通过点到点的测量功能,测量钢筋端部至侧视镜头的距离,得到间隔距离H1,将设计尺寸减去间隔距离H1和不锈钢细管的直径D1,得到实际插入高度尺寸,将实际插入高度尺寸与标准钢筋插入深度值对比,当实际插入高度尺寸小于标准钢筋插入深度值时,结束操作,得到钢筋插入深度不满足设计要求的结论;当实际插入高度尺寸大于等于标准钢筋插入深度值时,进行下一步操作;其中,设计尺寸为套筒底部至出浆嘴顶部的距离;
S6、对获取的图像进行拍摄存储,得到检测图片,对检测图片进行偏位检测操作,先在检测图片中观察钢筋端部的投影形状并确定操作方案;
当投影形状偏向于圆形时,通过测量套筒的中心点O1与钢筋的中心点O2位于投影面上的直线距离S1,得到偏位距离,根据偏位距离对连接质量进行评估;
当投影形状偏向于椭圆时,进行下一步操作;
S7、退出当前图片,重新恢复至图像获取的功能,图像中,选择与侧视镜头相邻的环形肋条,并在该环形肋条与套筒内壁的相交处选择三点,形成基准平面,然后在钢筋的纵肋边缘上选择一点E和一点F,其中点E的选择位置靠近纵肋顶部,点F的选择位置位于点E的下方,利用点到面的测量功能,测量点E到该水平基准面的距离H1,测量点F到该基准面的距离H2,利用点到点的测量功能,测量点E到点F沿纵肋的直线距离L1,则cosα=(H2-H1)/L1;其中,α为钢筋沿套筒轴向的偏转角,点E和点F位于同一纵肋且同一侧的边缘上;根据偏转角对连接质量进行评估。
进一步地,在S6中,先寻找套筒的中心,在环形肋条与套筒内壁的交界处任意选一点A,然后通过深度测量功能中实时平移尺寸显示功能在相对应的另一侧交界处选点进行查找点B,当选择点的平移尺寸显示最大时,该位置选定为点B,在点A附近的交界处选择一点C,然后通过深度测量功能中实时平移尺寸显示功能在相对应的另一侧交界处选点进行查找点D,当选择点的平移尺寸显示最大时,该位置选定为点D,点A和点B的连线与点C和点D的连线相交形成中心点O1;随后对投影形状中钢筋的圆形本体与两个纵肋形成的四点进行交错连接,连线相交形成中心点O2。
进一步地,在S6中,以中心点O1为基准点,观察中心点O2位于中心点O1的偏位位置,得到偏位方向,根据偏位方向和偏位距离对连接质量进行评估。
进一步地,将基准点作为坐标轴中心并建立十字坐标轴,其中十字坐标轴的Y轴与出浆口轴向方向一致。
进一步地,所述偏位塞外端面上设置有定位线,所述定位线经过偏位塞中心以及C型偏位孔中心;在内窥镜进行图像获取前,先采用多线水平仪将垂直线投射在上层构件表面并且位于偏位塞表面,转动偏位塞,保证定位线与垂直线平行或者重叠。
进一步地,所述不锈钢细管一端表面设置有辅助调节线,所述辅助调节线与不锈钢细管轴向平行,所述辅助调节线位于远离可视开口的端部上,当偏位塞将不锈钢细管固定后,转动不锈钢细管,使得辅助调节线与多线水平仪的垂直线相交,此时可视开口朝下设置。
进一步地,所述不锈钢细管位于可视开口相邻的端部上设置有封盖。
进一步地,还包括定位器,所述定位器包括管夹和尼龙电缆接头,所述管夹包括两个对称设置的夹板,两个夹板之间的中部设置有扭簧,两个夹板的一侧端部设置有配合夹紧不锈钢细管端部的凹槽并配合形成夹紧部,所述尼龙电缆接头与其中一个夹板固定连接,当所述管夹夹紧不锈钢细管后,所述尼龙电缆接头的中心与不锈钢细管中心在同一直线上,内窥镜穿过尼龙电缆接头后伸入不锈钢细管内,尼龙电缆接头用过锁固内窥镜。
本发明的有益效果:
1、本发明采用层次递进的手段进行检测,能够适用在不确定的工况内,根据步骤进行检测,快速确定连接稳定性,效率高,适合推广。
2、不锈钢细管作为判断工具,能够快速的确定钢筋端部位置,起到初步判断效果,根据初步判断决定后续深入操作检测是否进行,大大降低检测繁琐度;并且不锈钢细管还能够作为内窥镜检测用通道,有效保护内窥镜,还能够精确定位位置,提高数据精度。
3、本发明巧妙的通过判断钢筋端部形状,能够快速确定钢筋偏位状况,从而可以针对性的进行检测,保证数据的有效性,也提高检测的公信力。
4、通过内窥镜的尺寸测量技术,将测量钢筋偏转和倾斜转化为测量钢筋纵肋上两个点到平面的相对距离和两个点的直线距离,通过数学三角函数计算得到钢筋在套筒内相对于轴向的偏转角度,判断钢筋是否偏转或倾斜,并定量计算,检测准确性高。
附图说明
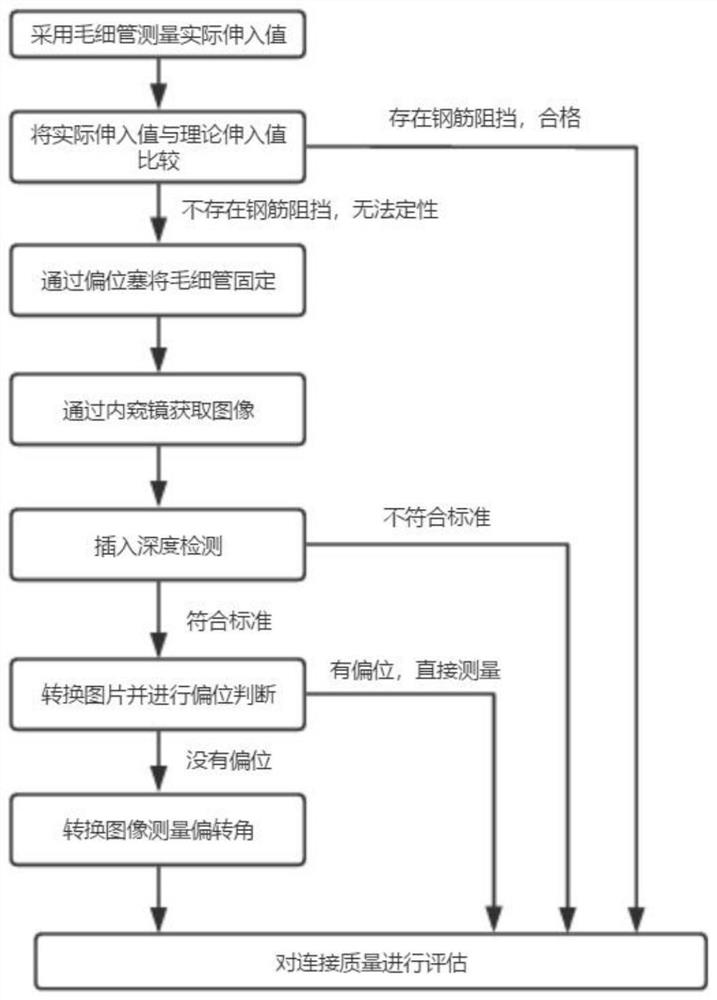
图1是本发明的流程图;
图2是本发明的插入操作示意图;
图3是本发明不锈钢细管与偏位塞组合结构示意图;
图4是图3中另一角度的结构示意图;
图5是本发明钢筋端部位于出浆口内时的检测示意图;
图6是本发明钢筋端部位于出浆口下部时的检测示意图;
图7是本发明采用偏位塞固定不锈钢细管的结构示意图;
图8是本发明获取图像时的示意图;
图9是本发明未偏位的获取图像示意图;
图10是本发明钢筋发生平行偏位的图像示意图;
图11是本发明钢筋发生斜向偏位的图像示意图;
图12是本发明斜向偏位时偏转角选点示意图;
图13是本发明一实施例中辅助检测装置;
图14是本发明另一实施例中辅助检测装置;
图15是图14使用时的结构示意图。
具体实施方式
下面结合附图和具体实施例对本发明作进一步说明,以使本领域的技术人员可以更好地理解本发明并能予以实施,但所举实施例不作为对本发明的限定。
参照图1所示,本发明的基于视觉测量套筒与钢筋连接稳定性的检测方法的一实施例,具体在上层构件1安装在下层构件2的上表面后进行检测,检测位置位于上层构件表面的出浆口内,参照图2所示,其中下层构件的钢筋3伸入上层构件的套筒4内,套筒选用带肋结构,为套筒内壁设置有沿套筒轴向均匀布置的多个环形肋条5,该环形肋条在灌浆结束且养护结束后,能够提高浆料与套筒之间的粘结力,大大提高连接强度;
在检测过程中,还需要辅助的工具进行配合,参照图3和图4所示,具体为不锈钢细管6、偏位塞7以及内窥镜,内窥镜为工业型,具有观察和测量功能,不锈钢细管表面沿轴向设置有刻度,便于计量不锈钢细管伸入尺寸数据,不锈钢细管一端外表面上设置有可视开口8且用于伸入出浆口内,偏位塞上设置有C型偏位孔9,C型偏位孔用于容置不锈钢细管,偏位塞外端面上设置有定位线11,定位线经过偏位塞中心以及C型偏位孔中心,以便捷及精准的计算高度;在不锈钢细管位于可视开口相邻的端部上设置有封盖13,能够保证不锈钢细管端部强度,也有效保护可视开口形状稳定性,不宜变形损坏。
具体的,某一构件结构中,钢筋端部位置位于套筒的出浆口高度内,即实际插入深度是满足设计和要求的,包括以下检测步骤:
首先将不锈钢细管从出浆口伸入直至套筒内,通过手持不锈钢细管并轻推进入出浆口,当具有少许阻力时,松开不锈钢细管,不锈钢细管表面的圆柱面与出浆口内的内圆柱面配合,不锈钢细管能够自由滚落到最低点,即滑落至出浆口下边缘,随后继续推动不锈钢细管,无法推动不锈钢细管时,停止施力,此时能够推断为不锈钢细管端部与套筒内表面或者与套筒内钢筋抵触,随后进行刻度观察,观察不锈钢细管与上层构件表面之间相切位置处对应的刻度,记录得到实际伸入值;
随后将实际伸入值与理论伸入值比较,理论伸入值为上层构件表面至套筒内壁的最大距离,此时对比数据发现实际伸入值小于理论伸入值,且相差尺寸较大,表明不锈钢细管端部与套筒内钢筋表面抵触,参照图5所示,即与案例的实际情况一致,钢筋端部高度在出浆口高度内,钢筋插入深度满足规范要求,即使出现水平偏位或者斜向偏位,最终灌浆养护后的连接强度也能够满足要求,因此结束操作,得到满足连接质量要求的结论;
在一实施例中,某一构件结构的钢筋端部位置低于套筒的出浆口底部高度内,即实际插入深度并不能通过简单的测量获得是否满足要求,采用上述辅助工具并包括以下检测步骤:
首先将不锈钢细管从出浆口伸入直至套筒内,通过手持不锈钢细管并轻推进入出浆口,当具有少许阻力时,松开不锈钢细管,不锈钢细管表面的圆柱面与出浆口内的内圆柱面配合,不锈钢细管能够自由滚落到最低点,即滑落至出浆口下边缘,随后继续推动不锈钢细管,无法推动不锈钢细管时,停止施力,此时能够推断为不锈钢细管端部与套筒内表面或者与套筒内钢筋抵触,随后进行刻度观察,观察不锈钢细管与上层构件表面之间相切位置处对应的刻度,记录得到实际伸入值;
随后将实际伸入值与理论伸入值比较,理论伸入值为上层构件表面至套筒内壁的最大距离,此时对比数据发现实际伸入值与理论伸入值接近,且相差尺寸很小,表明不锈钢细管端部与套筒内表面抵触,参照图6所示,即与案例的实际情况一致,钢筋端部高度小于出浆口高度,不锈钢细管伸入没有被钢筋阻挡,无法直接获得连接质量要求的结论,需要继续检测;
随后将不锈钢细管垂直向上移动,与出浆口上边缘贴合,且保证可视开口朝下设置,随后采用偏位塞塞入出浆口,不锈钢细管容置在C型偏位孔内,偏位塞通过形变将不锈钢细管固定并封堵出浆口,参照图7所示,其中,需要先采用多线水平仪将垂直线投射在上层构件表面并且位于偏位塞表面,转动偏位塞,保证偏位塞表面的定位线与垂直线平行或者重叠,从而使得C型偏位孔正向上设置,因此不锈钢细管与出浆口接触的切点为出浆口内壁的最高位置,有效保证后续计算时的数据精度,还在不锈钢细管一端表面设置辅助调节线12,辅助调节线与不锈钢细管轴向平行,辅助调节线位于远离可视开口的端部上,当偏位塞将不锈钢细管固定后,转动不锈钢细管,使得辅助调节线与多线水平仪的垂直线相交,此时可视开口朝下设置。
接着在内窥镜10上安装侧视镜头,参照图8所示,将内窥镜伸入不锈钢细管内并将侧视镜头移动至不锈钢细管的可视开口处,侧视镜头通过可视开口对套筒内钢筋的端部和环形肋条进行图像获取,获取的图像中包括套筒内壁全貌,并且保证环形肋条中心与图像中心位置一致;
对获取的图像进行钢筋插入高度检测操作,在钢筋端部选取一点,通过点到点的测量功能,测量钢筋端部至侧视镜头的距离,得到间隔距离H1,将设计尺寸减去间隔距离H1和不锈钢细管的直径D1,得到实际插入高度尺寸,其中,设计尺寸为套筒底部至出浆嘴顶部的距离,可以通过设计图纸或者现场套筒测量得到,出浆口通过PVC管插入出浆嘴内形成,因此需要减去侧视镜头下端面至出浆嘴表面的距离,即为减去间隔距离H1和不锈钢细管的直径D1的尺寸进行换算得到。
然后将上述计算得到的实际插入高度尺寸与标准钢筋插入深度值对比,如果实际插入高度尺寸小于标准钢筋插入深度值时,即可断定钢筋插入深度不满足设计要求的结论;而如果实际插入高度尺寸大于等于标准钢筋插入深度值时,还需要偏位数据辅助验证;通过比对发现实际插入高度尺寸大于标准钢筋插入深度值,但超出数值不大,因此进行偏位检测,具体方法如下:
对获取的图像进行拍摄存储,得到检测图片,对检测图片进行偏位检测操作,先在检测图片中观察钢筋端部的投影形状并确定操作方案;从检测图片中观察到投影形状偏向于圆形,可以认为钢筋为发生倾斜,只是水平偏位,因此先寻找套筒的中心,在环形肋条与套筒内壁的交界处任意选一点A,然后通过深度测量功能中实时平移尺寸显示功能在相对应的另一侧交界处选点进行查找点B,当选择点的平移尺寸显示最大时,该位置选定为点B,在点A附近的交界处选择一点C,然后通过深度测量功能中实时平移尺寸显示功能在相对应的另一侧交界处选点进行查找点D,当选择点的平移尺寸显示最大时,该位置选定为点D,点A和点B的连线与点C和点D的连线相交形成中心点O1;随后对投影形状中钢筋的圆形本体与两个纵肋形成的四点进行交错连接,连线相交形成中心点O2,通过测量套筒的中心点O1与钢筋的中心点O2位于投影面上的直线距离S1,得到偏位距离,参照图10所示,根据偏位距离对连接质量进行评估;随后还可以以中心点O1为基准点,观察中心点O2位于中心点O1的偏位位置,得到偏位方向,根据偏位方向和偏位距离对连接质量进行评估,得到连接质量结果;具体的可以将基准点作为坐标轴中心并建立十字坐标轴,其中十字坐标轴的Y轴与出浆口轴向方向一致。当然,也存在未偏位的情况,未偏位时,钢筋处于套筒中心,参照图9所示。
在一实施例中,参照图11和图12所示,与上一实施例状况相似,区别在于钢筋为斜向偏位,因此从检测图片中观察时,能够观察到投影形状偏向于椭圆形,此时先退出当前图片,重新恢复至图像获取的功能,在图像中,选择与侧视镜头相邻的环形肋条,并在该环形肋条与套筒内壁的相交处选择三点,形成基准平面,然后在钢筋的纵肋边缘上选择一点E和一点F,其中点E的选择位置靠近纵肋顶部,点F的选择位置位于点E的下方,利用点到面的测量功能,测量点E到该水平基准面的距离H1,测量点F到该基准面的距离H2,利用点到点的测量功能,测量点E到点F沿纵肋的直线距离L1,则cosα=(H2-H1)/L1;其中,α为钢筋沿套筒轴向的偏转角,点E和点F位于同一纵肋且同一侧的边缘上;根据偏转角和插入深度数据对连接质量进行评估。
在一实施例中,参照图13所示,由于在插入深度检测和偏位检测过程中,需要持续操作内窥镜,因此为了避免操作时对镜头的干扰,可以将内窥镜的伸入端进行位置固定,固定时采用定位器14配合,定位器包括管夹15和尼龙电缆接头16,管夹包括两个对称设置的夹板,两个夹板之间的中部设置有扭簧,两个夹板的一侧端部设置有配合夹紧不锈钢细管端部的凹槽并配合形成夹紧部17,尼龙电缆接头与其中一个夹板固定连接,通过连接板固定18,当管夹夹紧不锈钢细管后,尼龙电缆接头的中心与不锈钢细管中心在同一直线上,内窥镜穿过尼龙电缆接头后伸入不锈钢细管内,尼龙电缆接头用过锁固内窥镜。
使用时,先按压两个夹板,两个夹板通过扭簧的作用使得管夹打开,与夹子原理一直,然后通过打开的夹紧部将不锈钢细管端部夹住,随后内窥镜从尼龙电缆接头穿过并穿入不锈钢细管内,当获取到需要的图像后,将尼龙电缆接头旋固,使得内窥镜在不锈钢细管内的部分被固定,当操作内窥镜主机时,对线材的牵扯不影响画面,画面可以定点获取,保证操作稳定性和数据一致性。上述结构简单,操作便捷,与不锈钢细管分离设计,当出现损坏时,可以单独更换,并且也能够方便操作。
在一实施例中,参照图14和图15所示,定位器包括保护套20、卡套21和塑料电缆接头22,所述保护套套设固定在不锈钢细管远离可视开口的外端部上,保护套沿轴向的两端上均设置有限位凸环23,所述卡套为U型结构,所述卡套的两侧边内壁上对称设置有挤压凸部24,两个挤压凸部与U型结构配合形成C型卡槽,所述卡套通过C型卡槽向外形变后卡设在保护套的两个限位凸环之间,卡设固定后卡套无法沿轴向移动,并且在不施加径向外力时,卡套也无法沿径向移动,不施加周向外力时,也无法沿保护套表面自转,卡套底部还通过连接臂25与塑料电缆接头的底部连接,所述塑料电缆接头的轴线与不锈钢细管的轴线重叠设置,所述卡套的两侧边外壁上对称设置有两个加强凸部26,所述加强凸部与定位弹片27一端固定,所述定位弹片另一端与塑料电缆接头连接,两个定位弹片与连接臂配合形成三点固定结构。
使用时,保护套与不锈钢细管固定为一体结构,保护套可以作为端部手持部使用,保护套可以避免在卡设过程中卡套对不锈钢细管挤压形变造成损坏,图中示出了一个限位凸环,两个限位凸环形成工字型限位效果,卡套通过U型结构的开口朝向保护套推入,推入时,先由挤压凸部抵触到保护套并在不断的推入中向外挤压,使得卡套的两侧边向外形变,当推入过半后,由于保护套圆柱面结构的形态,挤压凸部受阻变小,卡套的两侧边逐渐复位,当完全卡入保护套内后,挤压凸部是无法完全复位的,卡套的两侧边还处于向外形变的状态,有效保证拉紧效果,保证安装稳定性;由于卡套的两侧边处于向外形变的状态,因此定位弹片也会被向外弯曲并形成作用力,能够进一步的保证三点固定结构的稳定性,在操作塑料电缆接头时以及操作内窥镜主机时,也不会有振动或者晃动的问题,更为稳定可靠。
以上实施例仅是为充分说明本发明而所举的较佳的实施例,本发明的保护范围不限于此。本技术领域的技术人员在本发明基础上所作的等同替代或变换,均在本发明的保护范围之内。本发明的保护范围以权利要求书为准。
- 基于视觉测量套筒与钢筋连接稳定性的检测方法
- 带备用孔的钢筋连接灌浆套筒及套筒连接质量检测方法