热轧无缝空心坯减径管长度在线逐支测量方法及测量装置
文献发布时间:2023-06-19 11:55:48
技术领域
本发明涉及热轧无缝空心坯减径管长度自动检测技术,更具体地说,涉及一种热轧无缝空心坯减径管长度在线逐支测量方法及测量装置。
背景技术
六机架空心坯减径机组除了对穿孔毛管进行整圆、减径、均壁,还起到了利用少数规格管坯轧制不同孔型、规格钢管的作用。在空心坯减径管体积和外径一定的情况下,空心坯减径管长度能够直观的反映出空心坯减径管壁厚,现场实际生产中空心坯减径管长度成为了一项重要的热轧工艺参数,空心坯减径管长度能否精确控制直接影响到高合金管、薄壁管的轧制质量。由于生产现场的高温、震动、灰尘等因素,在线自动测量对设备的抗干扰能力和耐用性要求很高,传统的热轧钢管长度在线测量采用激光的方法来进行,虽然该方法是非接触式测量,但测量设备离生产线很近,常因恶劣的环境影响或生产异常发生损坏,且维修频率较高,可靠性不够,测量结果易受周围环境影响,故而无法实时精确地逐支获取这一重要热轧工艺参数。
现场生产通过人工目测的方式对空心坯减径管长度进行逐支判断,存在劳动负荷大、长度数据无法逐支记录追溯、易产生误差等问题,对连轧过程参数的调整、连轧实际变形量、负荷产生较大影响,不利于高合金管、薄壁管的轧制质量的控制。
发明内容
针对现有技术中存在的上述缺陷,本发明的目的是提供一种热轧无缝空心坯减径管长度在线逐支测量方法及测量装置,实现在线逐支自动精确测量空心坯减径管轧制长度,替代人工视觉目测。
为实现上述目的,本发明采用如下技术方案:
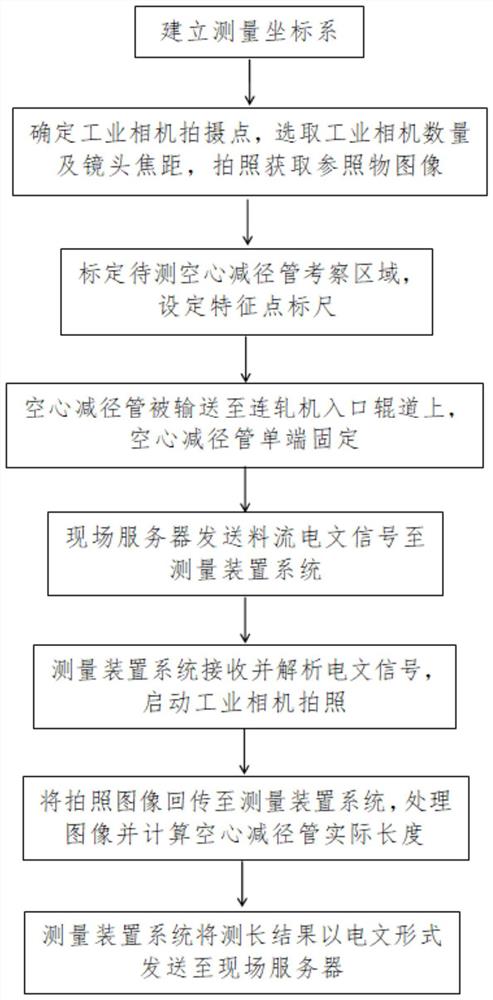
一方面,一种热轧无缝空心坯减径管长度在线逐支测量方法,包括以下步骤:
1)根据现场生产线上空心坯减径管长度范围建立测量坐标系;
2)根据现场生产线及测量坐标系的布置,确定工业相机定点拍摄位置,并计算其可变焦镜头的焦距;
3)选取工业相机的数量及镜头类型,拍照获取参照物图像;
4)根据参照物图像标定待测空心坯减径管的考察区域;
5)根据参照物图像上的特征点及特征点之间的实际距离设定标尺;
6)空心坯减径管被输送至连轧机入口辊道上,单端固定;
7)现场服务器发送料流电文信号至测量装置系统上;
8)测量装置系统接收并解析电文信号;
9)启动工业相机拍照;
10)将拍照图像回传至测量装置系统,实时采集图像;
11)测量装置系统处理图像并计算空心坯减径管实际长度;
12)测量装置系统将测长结果以电文信号形式发送至现场服务器。
所述工业相机的横向照相幅面长度范围为4.5m~14m。
所述可变焦镜头的焦距d1=d*p/q,d为工业相机安装点与待测空心坯减径管之间的物距,p为工业相机靶面横向长度,q为工业相机的横向照相幅面长度。
所述参照物图像上的特征点为在参照物图像上选取连轧机入口辊道侧挡板间的缝隙,特征点之间的实际距离为1m。
所述空心坯减径管被输送至连轧机入口辊道上,单端固定且处于静止状态时,现场服务器发送料流电文信号至测量装置系统上,电文信号包含电文标识、日期、时间、轧批号、材质号、炉号、钢管支数序号、理论长度信息。
所述测量装置系统接收并解析电文信号后立即启动工业相机拍照,拍摄空心坯减径管非固定端的长度变化区域,获取在线图像。
所述计算空心坯减径管实际长度L=X*a+L1,X为图像分析获取的段长,a为转换系数,L1为空心坯减径管固定端长度,测量装置系统将测长结果以电文信号形式发送至现场服务器,电文信号包含电文标识、日期、时间、轧批号、材质号、炉号、钢管支数序号、实际长度信息。
另一方面,一种热轧无缝空心坯减径管长度在线逐支测量装置,包括具有GEG I接口的工业相机、测量装置系统及现场服务器;
所述工业相机上配有冷却装置、可变焦镜头;
所述测量装置系统为工控机,其上配有千兆网卡、数据采集卡;
所述数据采集卡通过千兆网线与所述工业相机相连,所述千兆网卡通过千兆网线与所述现场服务器相连。
所述工控机,包括
通讯模块,用以与所述现场服务器的连接、电文接收、解析和发送;
图像采集模块,用以对所述工业相机进行初始化、根据拍照指令启动所述工业相机并获取拍照图像;
图像处理及长度计算模块,用以对拍照图像进行处理、获取图像信息、计算空心坯减径管实际长度。
本发明所提供的一种热轧无缝空心坯减径管长度在线逐支测量方法及测量装置,远离生产线设置,受恶劣环境影响小,自动化程度高、抗干扰能力强、维护量小,测量装置系统操作简单、可靠性强、测量精度高。生产上,能够实现在线逐支自动精确测量空心坯减径管轧制长度,提升产线自动化程度,同时替代人工视觉目测,减轻操作人员的作业负担,提高劳动效率;质量上,实现在线精确测量不仅有利于消除人工目测长度导致的误差,实时控制空心坯减径管长度,还便于连轧过程参数的调整,有利于高合金管、薄壁管轧制质量的控制;此外,本发明还能够实现空心坯减径管轧制长度数据的可追溯性,有利于质量事故的分析和持续改进,为产品性能的进一步提升、产品规格的进一步拓展、新产品和新工艺的研制开发创造了条件。
附图说明
图1是本发明测量方法的流程图;
图2是本发明测量方法实施例中测量坐标系的示意图;
图3是本发明测量装置的构架示意图。
具体实施方式
下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进。这些都属于本发明的保护范围。
如图1至图2所示,本发明所提供的一种热轧无缝空心坯减径管长度在线逐支测量方法,包括以下步骤:
1)根据某无缝钢管厂热轧线空心坯减径管长度范围,要求工业相机1的横向照相幅面长度范围为4.5m~14m,即q取值9.5m,采用单端固定的方式进行拍照,固定端长度L1取值4.5m,建立测量坐标系(如图2所示);
2)根据测量坐标系及现场生产线布置,确定工业相机1安装点与待测空心坯减径管2之间的物距d为11m,选取的工业相机1靶面横向长度为8.4mm,根据可变焦镜头的焦距d1的计算公式d1=d*p/q,其中,d为工业相机安装点与待测空心坯减径管之间的物距,p为工业相机靶面横向长度,q为工业相机的横向照相幅面长度,得d1=9.7mm,选取一台工业相机1即可满足空心坯减径管2长度的测量;
3)启动工控机3,设定好与现场服务器4通讯的相关参数,工业相机1进入工作模式,拍照获取参照物图像;
4)在参照物图像上选取空心坯减径管2所在位置作为考擦区域并进行标定;
5)在参照物图像上选取连轧机入口辊道侧挡板间的缝隙为特征点,以特征点为界设定标尺,特征点之间的实际距离为1m;
6)选取一支空心坯减径管2为例,当该空心坯减径管2被输送至连轧机入口辊道上单端固定且处于静止状态时,现场服务器4向工控机3发送通讯电文,电文标识为0001,具体内容如下:
7)工控机3的通讯模块接收并解析本条电文,获取日期、时间、轧批号、材质号、炉号、钢管支数序号、理论长度信息,具体如下:
8)工控机3的图像采集模块对工业相机1进行初始化并根据电文信号拍照指令启动工业相机1拍照,拍摄连轧机入口辊道上该空心坯减径管2非固定端的长度变化区域,获取在线图像,实时采集图像;
9)工控机3的图像处理及长度计算模块对图像进行处理,获取图像信息,根据公式L=X*a+L1计算得出该空心坯减径管2实际长度为7.166m;
10)工控机3计算出空心坯减径管2实际长度后由通讯模块向现场服务器4回传通讯电文,电文标识为1001,具体内容如下:
11)本条电文内容含日期、时间、轧批号、材质号、炉号、钢管支数序号、实际长度信息,具体如下:
如图3所示,本发明还提供了一种热轧无缝空心坯减径管长度在线逐支测量装置,包括具有GEGI接口的工业相机1、测量装置系统及现场服务器4;
工业相机1上配有冷却装置、可变焦镜头;
测量装置系统选用工控机3,其上配有千兆网卡、数据采集卡;
数据采集卡通过千兆网线5与工业相机1相连,千兆网卡通过千兆网线6与现场服务器4相连,实现了工业相机1、工控机3、现场服务器4之间的通讯。
工控机3,包括
通讯模块,用以与现场服务器4的连接、电文接收、解析和发送;
图像采集模块,用以对工业相机1进行初始化、根据拍照指令启动工业相机1并获取拍照图像;
图像处理及长度计算模块,用以对拍照图像进行处理、获取图像信息、计算空心坯减径管实际长度。
综上所述,本发明提供了一种自动化程度高、抗干扰能力强、维护量小、系统稳定、效率高的热轧无缝空心坯减径管长度在线逐支测量方法及测量装置,能够实现在线逐支自动精确测量空心减径管轧制长度,替代人工视觉目测。
本技术领域中的普通技术人员应当认识到,以上的实施例仅是用来说明本发明,而并非用作为对本发明的限定,只要在本发明的实质精神范围内,对以上所述实施例的变化、变型都将落在本发明的权利要求书范围内。