一种铝基防伪离型膜
文献发布时间:2023-06-19 09:27:35
技术领域
本发明涉及离型膜技术领域,尤其涉及一种铝基防伪离型膜。
背景技术
为了减少了贵重物品在运输过程中被调换,或者在未经授权的情况下私自被拆封,总而言之就是保证封箱的安全,防伪封箱胶带越来越受到广大使用者的青睐。传统的防伪封箱胶带跟一般的封箱胶带不同点是将防伪字模信息预先设置在防伪封箱胶带上,当防伪封箱胶带从纸箱表面撕起时防伪字模信息将会留在封箱表面,且撕开后的标签面与承贴面上没有任何胶粘剂,起到防伪作用,以显示封箱有被打开过的痕迹,起到留痕及警示作用。防伪封箱胶带无疑是给运输途中的封箱一把安全锁,让有不良企图的人有所忌惮而放弃不良企图;但传统的防伪封箱胶带剥离力小,不能使用大剥离力的基材,否则会将不需要转移的部份也会被转移到封箱上;同时传统的防伪封箱胶带是在压敏胶中添加颜料,当防伪封箱胶带被拆开后颜料的色彩留在封箱上,以达到剥离后起到防伪作用的目的,但是在压敏胶中添加颜料,很容易造成胶水涂布不均匀,同时成品率下降。因此,急需对传统的防伪封箱胶带进行改进。
发明内容
本发明针对现有技术中存在的传统的防伪封箱胶带剥离力小,不能使用大剥离力的基材,否则会将不需要转移的部份也会被转移到封箱上;传统的防伪封箱胶带在压敏胶中添加颜料,很容易造成胶水涂布不均匀,成品率下降等缺陷,同时胶带的遮盖度不够,提供了新的一种铝基防伪离型膜。
为了解决上述技术问题,本发明通过以下技术方案实现:
一种铝基防伪离型膜,包括离型层、支撑层、金属层,所述的支撑层的下表面与所述的离型层的上表面连接,还包括防伪层、接着层、金属保护层,所述的支撑层的材质为透明度大于85%的PET,所述的支撑层的上表面与所述的防伪层的下表面间断附着连接,所述的防伪层的上表面与所述的接着层的下表面连接,所述的接着层的上表面与所述的金属层的下表面连接,所述的金属层的上表面与所述的金属保护层的下表面连接,所述的防伪层的干厚度为1~3μm,所述的金属层为铝基层,所述的金属层的厚度为30~140nm,其制备方法如下:
(a)取厚度为25~100μm的层状材料,所述的层状材料的材质为PET,然后将所述的层状材料的上表面、下表面经过电晕处理形成电晕值大于50达因的支撑层;
(b)取固含量为10%~20%、粘度为12~25秒、玻璃化温度为70~100℃的混合树脂,然后将混合树脂通过防伪凹板在所述的支撑层表面进行印刷,印刷完成后经过干燥处理形成干厚度为1~3μm的防伪层,其中干燥温度为70~120℃、干燥时间为10~15s;
(c)取颜料和固含量为28%~32%、粘度为120~200秒、玻璃化温度为70~100℃的胶黏剂树脂按重量比5~15:85~95的比例进行搅拌形成胶黏剂树脂混合物,然后将胶黏剂树脂混合物通过逗号刮刀在所述的支撑层、防伪层进行涂布,涂布完成后经过干燥处理形成干厚度为10~20μm的接着层,其中干燥温度为70~150℃、干燥时间为5~10min;
(d)将所述接着层放置在真空度为125Pa~150Pa的环境中,通过镀层设备在接着层的上表面形成厚度为300~500nm的金属层,所述的金属层为铝基层,其中镀层设备的卷取速度为100~150m/min、输送速度为0.15~0.35m/min;
(e)取固含量为28%~32%、粘度为120~200秒、玻璃化温度为70~100℃的保护树脂,然后将保护树脂通过微凹板在所述的金属层表面进行涂布,涂布完成后经过干燥处理形成金属保护层,其中干燥温度为70~150℃、干燥时间为3~5min;
(f)取100重量份的离型剂、0.01~0.05重量份的催化剂和3~5重量份的固化剂进行复配形成离型混合物,将所述的离型混合物通过微凹涂布装置涂布在所述的支撑层的下表面上,然后经过烘箱进行干燥处理形成离型层,其中干燥的温度为80~150℃、干燥的时间为10~20s,最后经过冷却最终制得铝基防伪离型膜。
经过本发明制作的铝基防伪离型膜剥离力大;铝基防伪离型膜经剥离后,留在封箱上的字符防伪边缘、切边清晰,且防伪层上不会残留粘性物质,不粘灰尘,使得防伪的效果更好。因本发明中金属层为铝基层,通过本发明制作的铝基防伪离型膜的外观金属性效果更加美观。
本发明制作的铝基防伪离型膜作为原材料制造得到的胶带遮盖度高。同时本发明使用时只需要将压敏胶涂布在铝基防伪离型膜上制得铝基防伪封箱胶带,客户需要不同颜色的铝基防伪封箱胶带时只需要在接着层里面选用相应颜色的颜料,而不需要在压敏胶里面增加颜料,使得压敏胶在铝基防伪离型膜上涂布均匀,且铝基防伪离型膜的外观具有更多的视觉美感,进一步确保铝基防伪封箱胶带的成品率。
支撑层能够起到支撑的作用,为后续的步骤提供有力的基础支撑,上述步骤(a)中选取PET作为支撑层的原料,是因为PET塑料具有很好的光学性能和耐候性,且具有良好的光学透明性,所以PET的支撑层使得本发明具有更好抗疲劳性、耐摩擦性和光学性能;层状结构的PET可以提高PET的电晕性能,使得支撑层能够达到预设的电晕值,从而确保本发明的电晕性能。
上述步骤(b)中防伪层选用固含量为10%~20%、粘度为12~25秒、玻璃化温度为70~100℃的混合树脂作为防伪层的原料,使得防伪层的防伪效果更好;通过防伪凹板将混合树脂印刷在支撑层上且经过干燥处理形成防伪层的制作工艺,不仅操作简单、效率高;而且使得铝基防伪离型膜的剥离力大,当铝基防伪离型膜与封箱分离时,不需要转移的部份不会被转移到封箱上;其中干燥温度、干燥时间分别选取70~120℃、10~15s时,可以提高干燥的效率且不会破坏防伪层的性能。
上述步骤(c)中接着层选用固含量为28%~32%、粘度为120~200秒、玻璃化温度为70~100℃的胶黏剂树脂作为接着层的原料,能够提高接着层分别与防伪层、金属层之间的附着力;其中干燥温度、干燥时间分别选取70~150℃、为5~10min时,可以提高干燥的效率且不会破坏接着层的附着性能。
上述步骤(d)中在真空度为125Pa~150Pa的环境中,将铝基层镀在接着层的上表面,不仅便于得到300~500nm的金属层,且铝基层的形成速度快且附着力好。镀层设备的卷取速度为100~150m/min、输送速度为0.15~0.35m/min时便于及时将待处理膜、已经处理好的膜进行收卷,提高工作效率。
上述步骤(e)中金属保护层选用固含量为28%~32%、粘度为120~200秒、玻璃化温度为70~100℃的保护树脂作为原料,可以更好的隔绝金属层与外界的空气、水分接触,从而防止金属层被氧化、腐蚀,进而确保及适当延长本发明的使用寿命。其中干燥温度、干燥时间分别选取70~150℃、3~5min时,可以提高干燥的效率且不会破坏金属保护层的保护性能。
上述步骤(f)中通过将离型剂、催化剂和固化剂按以上比例进行复配形成离型混合物,将离型混合物作为离型层的基材不仅可以节约加工时间,而且还可以使得离型层拉伸强度高、表面平整光洁、剥离性好。
作为优选,上述所述的一种铝基防伪离型膜,所述的步骤(b)中所述的混合树脂是通过将40~60重量份的丙烯酸树脂、10~15重量份的聚氨酯树脂、20~25重量份的聚酯树脂复配而成。
防伪层采用丙烯酸树脂、聚氨酯树脂、聚酯树脂并按以上比例复配而成的混合树脂作为基材,可以有效解决防伪层与支撑层之间的假性附着问题;同时又能提高防伪层的脆性,使得最终的铝基防伪离型膜具有更好的剥离防伪效果;且当铝基防伪离型膜上的防伪层留在封箱表面时,防伪层表面具有较好的抗刮性能。
作为优选,上述所述的一种铝基防伪离型膜,所述的步骤(c)中所述的胶黏剂树脂是通过将50~60重量份的聚酯改性丙烯酸树脂A、12~15重量份的氯乙烯-醋酸乙烯-乙烯醇共聚树脂A、10~12重量份的甲基氨基树脂A、0.1~0.12重量份的锡类催化剂A、10~16重量份的醋酸乙酯A和5~8重量份的醋酸丁酯溶液A进行混合搅拌而成。
接着层采用聚酯改性丙烯酸树脂A、氯乙烯-醋酸乙烯-乙烯醇共聚树脂A、甲基氨基树脂A、锡类催化剂A、醋酸乙酯A和醋酸丁酯溶液A按以上比例混合搅拌而成的胶黏剂树脂,一方面使得铝基防伪离型膜的切边性能更好,另一方面使接着层与防伪层、金属层、支撑层之间的附着力更强。
作为优选,上述所述的一种铝基防伪离型膜,所述的颜料为氯醋透明颜料,所述的接着层的表面铅笔硬度为0.5~1.5H。
氯醋透明颜料能够满足客户对铝基防伪离型膜颜色多样性的需求,且留在封箱上的膜层表面的硬度、光泽更好。
作为优选,上述所述的一种铝基防伪离型膜,所述的步骤(e)中所述的保护树脂是通过将50~60重量份的聚酯改性丙烯酸树脂B、15~20重量份的氯乙烯-醋酸乙烯-乙烯醇共聚树脂B、18~24重量份的甲基氨基树脂B、0.1~0.12重量份的锡类催化剂B、30~35重量份的醋酸乙酯B、15~17重量份的醋酸丁酯溶液B进行混合搅拌而成。
金属保护层采用聚酯改性丙烯酸树脂B、氯乙烯-醋酸乙烯-乙烯醇共聚树脂B、甲基氨基树脂B、锡类催化剂B、醋酸乙酯B、醋酸丁酯溶液B按以上比例混合搅拌而成的保护树脂作为基材,一方面使得铝基防伪离型膜的切边性能更好;另一方面不仅可以增强金属保护层与金属层之间的附着力,增强本发明的抗刮强度,且使得本发明不易在其他高温加工中与导辊出现黏连现象。
作为优选,上述所述的一种铝基防伪离型膜,所述的步骤(f)中所述的催化剂为铂金催化剂。
铂金催化剂使得固化剂、离型剂交联更加的充分、彻底,从而提高效率且进一步使得本发明的拉伸强度更高、表面平整光洁度更好、剥离性更好。
作为优选,上述所述的一种铝基防伪离型膜,所述的步骤(f)中所述的固化剂为异氰酸酯固化剂。
采用异氰酸酯作为固化剂使得离型剂里面的羟基基团与异氰酸酯固化剂里面的异氰酸根基团之间的反应更加的激烈,且使得离型层与支撑层之间的附着力更好。
作为优选,上述所述的一种铝基防伪离型膜,所述的步骤(f)中所述的离型混合物还包括0.2~0.4重量份的120#汽油。
120#汽油可以从市场直接采购,降低本发明的成本,且增加120#汽油的离型层的离型性能更加稳定。
作为优选,上述所述的一种铝基防伪离型膜,所述的防伪层上设置有图案。
防伪层上设置的图案使得铝基防伪离型膜的防伪性能体现的视觉作用更加的多样化、直观性,即使得本发明的防伪效果更好。
作为优选,上述所述的一种铝基防伪离型膜,所述的金属层的厚度为80~120nm。
采用厚度为80~120nm的金属层,本发明的切边性能和透光率更加的好,且能够降低本发明的成本。
附图说明
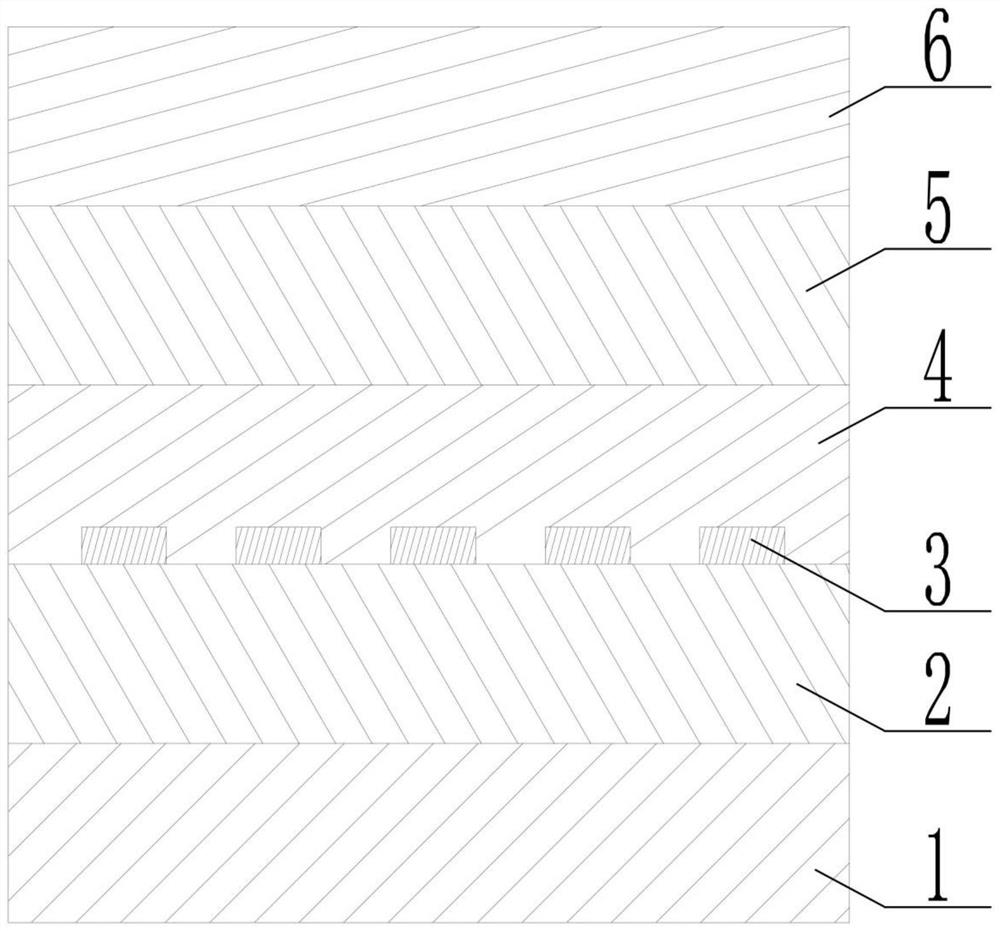
图1为本发明的结构示意图。
具体实施方式
下面结合附图1和具体实施方式对本发明作进一步详细描述,但它们不是对本发明的限制:
实施例1
一种铝基防伪离型膜,包括离型层1、支撑层2、金属层5,所述的支撑层2的下表面与所述的离型层1的上表面连接,还包括防伪层3、接着层4、金属保护层6,所述的支撑层2的材质为透明度大于85%的PET,所述的支撑层2的上表面与所述的防伪层3的下表面间断附着连接,所述的防伪层3的上表面与所述的接着层4的下表面连接,所述的接着层4的上表面与所述的金属层5的下表面连接,所述的金属层5的上表面与所述的金属保护层6的下表面连接,所述的防伪层3的干厚度为1μm,所述的金属层5为铝基层,所述的金属层5的厚度为30nm,其制备方法如下:
(a)取厚度为25μm的层状材料,所述的层状材料的材质为PET,然后将所述的层状材料的上表面、下表面经过电晕处理形成电晕值大于50达因的支撑层2;
(b)取固含量为10%、粘度为12秒、玻璃化温度为70℃的混合树脂,然后将混合树脂通过防伪凹板在所述的支撑层2表面进行印刷,印刷完成后经过干燥处理形成干厚度为1μm的防伪层3,其中干燥温度为70℃、干燥时间为10s;
(c)取颜料和固含量为28%、粘度为120秒、玻璃化温度为70℃的胶黏剂树脂按重量比5:95的比例进行搅拌形成胶黏剂树脂混合物,然后将胶黏剂树脂混合物通过逗号刮刀在所述的支撑层2、防伪层3进行涂布,涂布完成后经过干燥处理形成干厚度为10μm的接着层4,其中干燥温度为70℃、干燥时间为5min;
(d)将所述接着层4放置在真空度为125Pa的环境中,通过镀层设备在接着层4的上表面形成厚度为300nm的金属层5,所述的金属层5为铝基层,其中镀层设备的卷取速度为100m/min、输送速度为0.15m/min;
(e)取固含量为28%、粘度为120秒、玻璃化温度为70℃的保护树脂,然后将保护树脂通过微凹板在所述的金属层5表面进行涂布,涂布完成后经过干燥处理形成金属保护层6,其中干燥温度为70℃、干燥时间为3min;
(f)取100重量份的离型剂、0.01重量份的催化剂和3重量份的固化剂进行复配形成离型混合物,将所述的离型混合物通过微凹涂布装置涂布在所述的支撑层2的下表面上,然后经过烘箱进行干燥处理形成离型层1,其中干燥的温度为80℃、干燥的时间为10s,最后经过冷却最终制得铝基防伪离型膜。
作为优选,所述的步骤b中所述的混合树脂是通过将40重量份的丙烯酸树脂、10重量份的聚氨酯树脂、20重量份的聚酯树脂复配而成。
作为优选,所述的步骤c中所述的胶黏剂树脂是通过将50重量份的聚酯改性丙烯酸树脂A、12重量份的氯乙烯-醋酸乙烯-乙烯醇共聚树脂A、10重量份的甲基氨基树脂A、0.1重量份的锡类催化剂A、10重量份的醋酸乙酯A和5重量份的醋酸丁酯溶液A进行混合搅拌而成。
作为优选,所述的颜料为氯醋透明颜料,所述的接着层4的表面铅笔硬度为0.5H。
作为优选,所述的步骤e中所述的保护树脂是通过将50重量份的聚酯改性丙烯酸树脂B、15重量份的氯乙烯-醋酸乙烯-乙烯醇共聚树脂B、18重量份的甲基氨基树脂B、0.1重量份的锡类催化剂B、30重量份的醋酸乙酯B、15重量份的醋酸丁酯溶液B进行混合搅拌而成。
作为优选,所述的步骤f中所述的催化剂为铂金催化剂。
作为优选,所述的步骤f中所述的固化剂为异氰酸酯固化剂。
作为优选,所述的步骤f中所述的离型混合物还包括0.2重量份的120#汽油。
作为优选,所述的防伪层3上设置有图案。
作为优选,所述的金属层5的厚度为80nm。
实施例2
一种铝基防伪离型膜,包括离型层1、支撑层2、金属层5,所述的支撑层2的下表面与所述的离型层1的上表面连接,还包括防伪层3、接着层4、金属保护层6,所述的支撑层2的材质为透明度大于85%的PET,所述的支撑层2的上表面与所述的防伪层3的下表面间断附着连接,所述的防伪层3的上表面与所述的接着层4的下表面连接,所述的接着层4的上表面与所述的金属层5的下表面连接,所述的金属层5的上表面与所述的金属保护层6的下表面连接,所述的防伪层3的干厚度为2μm,所述的金属层5为铝基层,所述的金属层5的厚度为90nm,其制备方法如下:
(a)取厚度为60μm的层状材料,所述的层状材料的材质为PET,然后将所述的层状材料的上表面、下表面经过电晕处理形成电晕值大于50达因的支撑层2;
(b)取固含量为15%、粘度为18秒、玻璃化温度为86℃的混合树脂,然后将混合树脂通过防伪凹板在所述的支撑层2表面进行印刷,印刷完成后经过干燥处理形成干厚度为2μm的防伪层3,其中干燥温度为95℃、干燥时间为12.5s;
(c)取颜料和固含量为30%、粘度为160秒、玻璃化温度为80℃的胶黏剂树脂按重量比10:90的比例进行搅拌形成胶黏剂树脂混合物,然后将胶黏剂树脂混合物通过逗号刮刀在所述的支撑层2、防伪层3进行涂布,涂布完成后经过干燥处理形成干厚度为15μm的接着层4,其中干燥温度为110℃、干燥时间为7.5min;
(d)将所述接着层4放置在真空度为134Pa的环境中,通过镀层设备在接着层4的上表面形成厚度为400nm的金属层5,所述的金属层5为铝基层,其中镀层设备的卷取速度为125m/min、输送速度为0.25m/min;
(e)取固含量为30%、粘度为160秒、玻璃化温度为85℃的保护树脂,然后将保护树脂通过微凹板在所述的金属层5表面进行涂布,涂布完成后经过干燥处理形成金属保护层6,其中干燥温度为110℃、干燥时间为4min;
(f)取100重量份的离型剂、0.03重量份的催化剂和4重量份的固化剂进行复配形成离型混合物,将所述的离型混合物通过微凹涂布装置涂布在所述的支撑层2的下表面上,然后经过烘箱进行干燥处理形成离型层1,其中干燥的温度为115℃、干燥的时间为15s,最后经过冷却最终制得铝基防伪离型膜。
作为优选,所述的步骤b中所述的混合树脂是通过将50重量份的丙烯酸树脂、12.5重量份的聚氨酯树脂、22.5重量份的聚酯树脂复配而成。
作为优选,所述的步骤c中所述的胶黏剂树脂是通过将55重量份的聚酯改性丙烯酸树脂A、13.5重量份的氯乙烯-醋酸乙烯-乙烯醇共聚树脂A、11重量份的甲基氨基树脂A、0.11重量份的锡类催化剂A、13重量份的醋酸乙酯A和6.5重量份的醋酸丁酯溶液A进行混合搅拌而成。
作为优选,所述的颜料为氯醋透明颜料,所述的接着层4的表面铅笔硬度为1H。
作为优选,所述的步骤e中所述的保护树脂是通过将55重量份的聚酯改性丙烯酸树脂B、17.5重量份的氯乙烯-醋酸乙烯-乙烯醇共聚树脂B、21重量份的甲基氨基树脂B、0.11重量份的锡类催化剂B、32.5重量份的醋酸乙酯B、16重量份的醋酸丁酯溶液B进行混合搅拌而成。
作为优选,所述的步骤f中所述的催化剂为铂金催化剂。
作为优选,所述的步骤f中所述的固化剂为异氰酸酯固化剂。
作为优选,所述的步骤f中所述的离型混合物还包括0.3重量份的120#汽油。
作为优选,所述的防伪层3上设置有图案。
作为优选,所述的金属层5的厚度为100nm。
实施例3
一种铝基防伪离型膜,包括离型层1、支撑层2、金属层5,所述的支撑层2的下表面与所述的离型层1的上表面连接,还包括防伪层3、接着层4、金属保护层6,所述的支撑层2的材质为透明度大于85%的PET,所述的支撑层2的上表面与所述的防伪层3的下表面间断附着连接,所述的防伪层3的上表面与所述的接着层4的下表面连接,所述的接着层4的上表面与所述的金属层5的下表面连接,所述的金属层5的上表面与所述的金属保护层6的下表面连接,所述的防伪层3的干厚度为3μm,所述的金属层5为铝基层,所述的金属层5的厚度为140nm,其制备方法如下:
(a)取厚度为100μm的层状材料,所述的层状材料的材质为PET,然后将所述的层状材料的上表面、下表面经过电晕处理形成电晕值大于50达因的支撑层2;
(b)取固含量为20%、粘度为25秒、玻璃化温度为100℃的混合树脂,然后将混合树脂通过防伪凹板在所述的支撑层2表面进行印刷,印刷完成后经过干燥处理形成干厚度为3μm的防伪层3,其中干燥温度为120℃、干燥时间为15;
(c)取颜料和固含量为32%、粘度为200秒、玻璃化温度为100℃的胶黏剂树脂按重量比15:85的比例进行搅拌形成胶黏剂树脂混合物,然后将胶黏剂树脂混合物通过逗号刮刀在所述的支撑层2、防伪层3进行涂布,涂布完成后经过干燥处理形成干厚度为20μm的接着层4,其中干燥温度为150℃、干燥时间为10min;
(d)将所述接着层4放置在真空度为150Pa的环境中,通过镀层设备在接着层4的上表面形成厚度为500nm的金属层5,所述的金属层5为铝基层,其中镀层设备的卷取速度为150m/min、输送速度为0.35m/min;
(e)取固含量为32%、粘度为200秒、玻璃化温度为100℃的保护树脂,然后将保护树脂通过微凹板在所述的金属层5表面进行涂布,涂布完成后经过干燥处理形成金属保护层6,其中干燥温度为150℃、干燥时间为5min;
(f)取100重量份的离型剂、0.05重量份的催化剂和5重量份的固化剂进行复配形成离型混合物,将所述的离型混合物通过微凹涂布装置涂布在所述的支撑层2的下表面上,然后经过烘箱进行干燥处理形成离型层1,其中干燥的温度为150℃、干燥的时间为20s,最后经过冷却最终制得铝基防伪离型膜。
作为优选,所述的步骤b中所述的混合树脂是通过将60重量份的丙烯酸树脂、15重量份的聚氨酯树脂、25重量份的聚酯树脂复配而成。
作为优选,所述的步骤c中所述的胶黏剂树脂是通过将60重量份的聚酯改性丙烯酸树脂A、15重量份的氯乙烯-醋酸乙烯-乙烯醇共聚树脂A、12重量份的甲基氨基树脂A、0.12重量份的锡类催化剂A、16重量份的醋酸乙酯A和8重量份的醋酸丁酯溶液A进行混合搅拌而成。
作为优选,所述的颜料为氯醋透明颜料,所述的接着层4的表面铅笔硬度为1.5H。
作为优选,所述的步骤e中所述的保护树脂是通过将60重量份的聚酯改性丙烯酸树脂B、20重量份的氯乙烯-醋酸乙烯-乙烯醇共聚树脂B、24重量份的甲基氨基树脂B、0.12重量份的锡类催化剂B、35重量份的醋酸乙酯B、17重量份的醋酸丁酯溶液B进行混合搅拌而成。
作为优选,所述的步骤f中所述的催化剂为铂金催化剂。
作为优选,所述的步骤f中所述的固化剂为异氰酸酯固化剂。
作为优选,所述的步骤f中所述的离型混合物还包括0.4重量份的120#汽油。
作为优选,所述的防伪层3上设置有图案。
作为优选,所述的金属层5的厚度为120nm。
实施例4
取上述各实施例得到的铝基防伪离型膜,并在铝基防伪离型膜上涂布压敏胶制得铝基防伪封箱胶带。同时取对比例1为德莎tesa生产的64007防伪封箱胶带、对比例2为深圳赛福特生产的防伪封箱胶带、对比例3为东莞市和悦胶粘制品生产的防伪封箱胶带,进行剥离测试、遮盖度测试及防伪内容切边性测试,测试方法如下:
1、剥离测试:按照GB/T2792-1998压敏胶粘带180剥离强度试验方法的规定进行样品剥离力测试及防伪测试;本发明实施例的剥离力均优于对比例,同时在测试深圳赛福特、东莞市和悦胶粘制品生产的样品时有出现防伪层黏连现象,且防伪内容转移不清晰。
2、遮盖度测试:将样品分别贴合到黄色的牛皮箱上,观察透底情况。经测试,实施例1、2、3均未出现透底现象,对比例1、对比例2、对比例3均有不同程度的透底现象。
3、防伪内容切边性测试:在温度为23℃±2、湿度为50%±3的环境下,将实施例1、实施例2、实施例3、对比例1、对比例2和对比例3的样品分别贴合到黄色的牛皮箱上,分别将以上样品从黄色纸箱表面剥离下来,观察防伪信息的切边情况。经测试,本发明实施例1、实施例2、实施例3切边效果较好,切边清晰,对比例1、对比例2和对比例3的切边性能劣于本发明实施例的切边性能。
本发明中各实施例得到的铝基防伪离型膜和对比例性能参数见表1:
表1
总之,以上所述仅为本发明的较佳实施例,凡依本发明申请专利的范围所作的均等变化与修饰,皆应属本发明的涵盖范围。