膜材、振膜以及膜材的制造方法
文献发布时间:2023-06-19 09:30:39
技术领域
本发明涉及电声转换领域,具体涉及膜材、振膜以及膜材的制造方法。
背景技术
扬声器的输出性能由振膜调节,振膜的顺性(cpmpliance)越大,则扬声器的输出带宽越大,性能也越好。
现有的扬声器的振膜由多层的膜材经过一定工艺加工形成,所述的膜材通常由图6所示的流程制成,也即,在两基材之间填充单一粘合层制成。
以此工艺制成的膜材在不同的位置具备相同的厚度和物理特性,因而,由所述膜材制成的振膜在不同的位置也具备相同的厚度和物理特性。由此,振膜在振动时,其局部物理特性无法调节,导致扬声器的性能下降。
例如,若采用整体顺性较低的膜材,则扬声器谐振频率增加,带宽缩短,不利于扬声器低频重放。
又例如,若采用整体顺性较高的膜材,扬声器谐振频率减小,带宽增加,但扬声器的振幅也会相应增加,在角落区域更易出现褶皱,增加噪音风险
发明内容
有鉴于此,本发明的目的在于提出一种膜材、振膜以及膜材的制造方法,应用所述制造方法制备膜材并加工形成用于扬声器的振膜,以提高扬声器的输出性能。
第一方面,本发明实施例提供了一种膜材,所述膜材包括:
第一基材;
第二基材,与所述第一基材相对设置;
第一粘合层,位于所述第一基材上形成预定的图案且部分填充第一粘合空间,其中,所述第一粘合空间位于所述第一基材和所述第二基材之间;以及
第二粘合层,与所述第一粘合层完全填充所述第一粘合空间且粘合连接所述第一基材和所述第二基材;
其中,所述第一粘合层和所述第二粘合层具备不同的顺性及阻尼特性。
进一步地,所述第一粘合层为紫外线固化粘合层。
进一步地,所述第二粘合层为紫外线固化粘合层或者溶剂粘合层。
进一步地,所述第一基材为聚醚醚酮基材、聚芳酯基材、聚萘二甲酸乙二醇酯基材、聚对苯二甲酸乙二醇酯基材、聚碳酸酯基材、聚醚酰亚胺基材、聚苯硫醚基材、热塑性弹性体基材、聚氨酯弹性体基材或者热塑基复合基材中的一种。
进一步地,所述第二基材为聚醚醚酮基材、聚芳酯基材、聚萘二甲酸乙二醇酯基材、聚对苯二甲酸乙二醇酯基材、聚碳酸酯基材、聚醚酰亚胺基材、聚苯硫醚基材、热塑性弹性体基材、聚氨酯弹性体基材或者热塑基复合基材中的一种。
进一步地,所述第一基材和所述第二基材为片状基材;
优选地,所述第一基材和第二基材的尺寸相同;
优选地,所述第一基材上具有至少一个用于定位所述第一基材的定位孔;
优选地,所述定位孔位于所述第一基材的边缘。
进一步地,所述膜材还包括:
第三基材,与所述第二基材相对设置且位于所述第二基材相对于所述第一基材的另一侧;
第三粘合层,位于所述第二基材上形成预定的图案且部分填充第二粘合空间,其中,所述第二粘合空间位于所述第二基材和所述第三基材之间;以及
第四粘合层,与所述第三粘合层填充所述第二粘合空间且粘合连接所述第二基材和所述第三基材;
其中,所述第三粘合层和所述第四粘合层具备不同的顺性及阻尼特性。
第二方面,本发明实施例提供了一种振膜,所述振膜由第一方面中任一项所述的膜材加工形成。
第三方面,本发明实施例还提供了一种膜材的制造方法,包括如下步骤:
提供第一基材;
在第一基材的表面涂覆第一粘合层;
固化第一粘合层形成预定的图案;
在第一基材上涂覆第一粘合层的表面继续涂覆第二粘合层;
提供第二基材;
压合第二基材于第二粘合层上。
进一步地,所述第一粘合层部分覆盖所述第一基材;
优选地,所述第一粘合层的厚度小于所述第二粘合层的厚度;
优选地,所述第二粘合层覆盖所述第一基材和所述第二基材的粘合面。
本发明实施例在第一基材与第二基材之间设置顺性及阻尼不同的第一粘合层和第二粘合层,粘合层不但用于粘合连接第一基材和第二基材,并且通过改变第一粘合层和第二粘合层的形态、厚度等,使制备而成的膜材在不同位置具备预定的顺性及阻尼,进而通过膜材加工形成的振膜并应用于扬声器时,振膜的局部顺性可以针对性设计,使扬声器的输出性能更加优异。
附图说明
通过以下参照附图对本发明实施例的描述,本发明的上述以及其它目的、特征和优点将更为清楚,在附图中:
图1为本发明第一实施例的膜材的俯视图;
图2为本发明第一实施例的膜材的A-A截面的剖视图;
图3为本发明第二实施例的振膜的俯视图;
图4为本发明第二实施例的振膜的立体图;
图5为本发明第三实施例的膜材的制造方法的流程图;
图6为一种传统膜材制造方法的流程图。
具体实施方式
以下基于实施例对本发明进行描述,但是本发明并不仅仅限于这些实施例。在下文对本发明的细节描述中,详尽描述了一些特定的细节部分。对本领域技术人员来说没有这些细节部分的描述也可以完全理解本发明。为了避免混淆本发明的实质,公知的方法、过程、流程、元件和电路并没有详细叙述。
此外,本领域普通技术人员应当理解,在此提供的附图都是为了说明的目的,并且附图不一定是按比例绘制的。
除非上下文明确要求,否则在说明书的“包括”、“包含”等类似词语应当解释为包含的含义而不是排他或穷举的含义;也就是说,是“包括但不限于”的含义。
在本发明的描述中,需要理解的是,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性。此外,在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
图1和图2为本发明第一实施例的膜材的示意图。如图1和图2所示,膜材包括第一基材11、第二基材12、第一粘合层21以及第二粘合层22。第一基材11与第二基材12相对设置,第一基材11和第二基材12之间具有第一粘合空间10,第一粘合层21和第二粘合层22均位于第一粘合空间10中。
如图1所示,由于第一粘合层21可以位于第一粘合空间10的内部,并不一定处于边缘位置,因此图1以虚线示出了第一粘合层21可能处于的位置。第一粘合层21位于第一基材11上,并部分填充第一粘合空间10。也就是说,第一粘合层21位于第一基材11和第二基材12之间,部分覆盖第一基材11,并且不与第二基材12接触。第二粘合层22覆盖第二基材12和第一基材11的粘合面,与第一粘合层21(完全)填充第一粘合空间10。也就是说,第二粘合层22位于第一基材11和第二基材12之间,部分覆盖第一基材11,且(完全)覆盖第二基材12。其中,不难理解的是,第二粘合层22的厚度大于第一粘合层21的厚度,且图2中的第一粘合层21和第二粘合层22所占空间即为第一粘合空间10。
第一粘合层21和第二粘合层22具备不同的厚度和物理特性。所述的物理特性包括但不限于顺性和阻尼特性。第一粘合层21形成为预定的图案,使得膜材的不同位置具备不同的顺性和阻尼。顺性和阻尼的不同使得膜材在振动时其不同位置具有不同的振动参数。其中,顺性与刚性相对,与膜材的硬度相关,可以表示膜材振动的柔软度。阻尼则可以表示膜材振动时受到的阻力的程度。
本实施例的膜材可以应用于振膜的制作。例如,第一粘合层21可以形成为如图1所示的圆弧形,通过对膜材进行裁剪、模具加热、成型以及边缘切割等工艺后,制成用于扬声器的振膜。圆弧形的第一粘合层21可以作为振膜的四角区域以区分于振膜的其他区域,由此,获得四角区域与其他区域具备不同顺性及阻尼特性的振膜。
第一基材11和第二基材12可以形成为薄片状(小于1mm)。第一粘合层21和第二粘合层22的厚度与第一基材11或第二基材12的厚度基本相当,以使得膜材的整体厚度适用于振膜的制作。
应理解的是,根据膜材所制备的振膜的输出特性不同,第一粘合层21的图案也可以有所不同。对于应用于不同扬声器中的振膜,第一粘合层21可以是任何通过调整局部区域顺性而有助于提升扬声器振膜振动性能的图案。
第一基材11和第二基材12的材料可以相同,也可以不同。所述的材料包括但不限于聚醚醚酮材料(poly-ether-ether-ketone,PEEK)、聚芳酯材料(Polyaryl ester,PAR)、聚萘二甲酸乙二醇酯材料(Polyethylene naphthalate two formic acid glycol ester,PEN)、聚对苯二甲酸乙二醇酯材料(polyethylene glycol terephthalate,PET)、聚碳酸酯材料(polycarbonate,PC)、聚醚酰亚胺基材材料(Polyetherimide,PEI)、聚苯硫醚材料(Polyphenylene sulfide,PPS)、热塑性弹性体材料(Thermoplastic Elastomer,TPE)、热塑性聚氨酯材料(Thermoplastic polyurethanes,TPU)或者热塑性树脂基复合材料(thermoplastic resin composite,TPC)等。
第一粘合层21和第二粘合层22为粘合层部分(或称为胶层部分),其材料可以相同,也可以不同。第一粘合层21可以为紫外线固化粘合层。第二粘合层22可以为紫外线固化粘合层或者溶剂粘合层。紫外线固化粘合层为由紫外线固化胶(UV glue)经紫外线照射后固化成型的胶层。溶剂粘合层为由溶剂胶加热固化成型的胶层。其中,值得注意的是,若第一粘合层21和第二粘合层22的材料相同,例如,都为紫外线固化粘合层,则根据其组分含量比例的不同或者成分的不同,也可以具备不同的顺性及阻尼特性。紫外线固化粘合层或溶剂粘合层有利于膜材在制作时粘合层部分的固化成型工艺。
优选地,如图1所示,第一基材11上还具有定位孔101,定位孔101用于定位第一基材11的位置。在膜材的工艺制备时,首先放置第一基材11,然后在第一基材11上涂覆第一粘合层21。则放置第一基材11时,为了准确涂覆粘合层,第一基材11通常需要一个固定的位置,使得在涂覆粘合层时第一基材11不会发生晃动而影响涂胶。因此,设置定位孔101以定位第一基材11。例如,可以在第一基材11的放置平面上设置固定的定位柱来与定位孔101配合,进而实现对第一基材11的定位。
定位孔101的数量可以为一个或多个,并且定位孔101可以设置在第一基材11上的任何位置。
更为优选地,第二基材12上与第一基材11相对应的位置也具有定位孔101(图中未示出第二基材12上的定位孔101)。也就是说,第一基材11与第二基材12的相同位置具有对齐的定位孔101。使得在第一基材11上涂覆粘合层(在本实施例中为第一粘合层21和第二粘合层22)完成后,第二基材12可以通过定位孔101的对齐与第一基材11定位,进而更准确地压合于粘合层进而粘合连接在第一基材11上。
在本实施例中,定位孔101位于边缘位置。由此,以避让第一粘合层21的图案。
应理解的是,本实施例中的膜材为基材-粘合层-基材的三层形式,在一些其他的可选实施例中,膜材可以设置为五层(基材-粘合层-基材-粘合层-基材)、七层或其他形式。例如,膜材还可以包括第三基材,第三基材与第二基材12相对设置且位于第二基材12相对于第一基材11的另一侧,第三基材与第二基材12之间具有第二粘合空间,第二粘合空间中设置第三粘合层和第四粘合层。相似地,第三粘合层形成为预定的图案并部分填充第二粘合空间,第四粘合层与第三粘合层(完全)填充第二粘合空间。其中,第三粘合层和第四粘合层具备不同的顺性及阻尼特性。则膜材的整体顺性及阻尼特性可以通过多层(不同特性的)粘合层予以调节,膜材制备为应用于扬声器的振膜后,可以进一步提升扬声器的性能。以上均可以视实际情况中扬声器所需要的输出特性而调整。
本实施例的膜材通过多层的基材与粘合层复合而成,根据粘合层不同区域的顺性不同,从而使得膜材在不同位置也获得不同的顺性,进而使得膜材具备良好的振动特性。
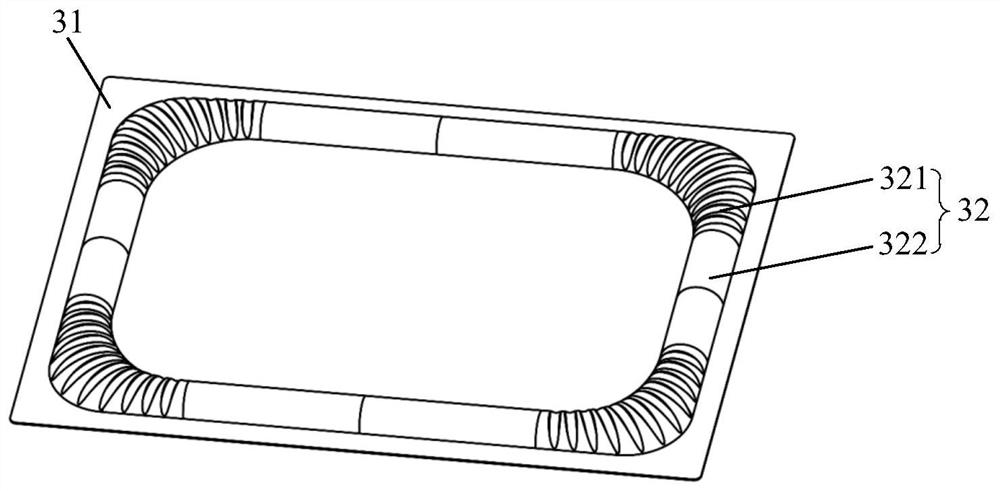
图3和图4为本发明第二实施例的振膜的示意图。如图3和图4所示,振膜包括振膜本体31和振膜折环32。振膜本体31可以为矩形或者圆角矩形的膜片,圆角矩形为四角具有一定弧度的矩形。振膜折环32可以为圆角矩形的环形凸起,材质不限于泡沫、塑胶等,用于提供振膜本体11振动的顺性。
本实施例的振膜可以由与第一实施例的膜材结构类似的膜材经过一定工艺加工形成。所述的工艺可以包括模具加热、成型以及边缘加工。传统的顺性不可调膜材所制成的振膜由于不同区域顺性一致,为了适应扬声器的输出特性,如果使用顺性较低的膜材制备振膜,则扬声器谐振频率增加,带宽缩短,不利于扬声器低频重放。如果使用顺性较高的膜材制备振膜,则扬声器的谐振频率减小,带宽增加,但扬声器振幅也随之增加,在振膜的角落区域容易出现皱褶,增加噪音风险。
本实施例的振膜可以根据第一粘合层21的图案不同,在不同的位置获得不同的顺性,从而做到振膜的局部区域顺性自调节。如图4所示,振膜折环32的四角区域具有花纹321,花纹321区域的顺性与直边322区域的顺性不同。使得振膜在振动时其四角的花纹321区域与直边322区域的振动特性不同,实现对扬声器特性的精确调节。其中,不难理解的是,具有四个花纹321和直边322。
不同区域的顺性可以由第一粘合层21和第二粘合层22的相对厚度,或者,第一粘合层21和第二粘合层22的材料(成分含量)不同,来进行调节。
在一些其他的实施例中,可以通过改变花纹321和直边322的区域大小以及每个区域的顺性来对扬声器的特性进行调节。其中,不同的花纹321,或者,不同的直边322也可以具有不同的顺性。
例如,振膜折环32的四角的花纹321区域顺性相对较小,直边322区域顺性相对较大。则花纹321区域刚性相对较大,硬度较高,在振动时不易产生皱褶现象。而直边322区域刚性相对较小,可以有效降低扬声器谐振频率,拓展带宽,提升性能。
本实施例的振膜的局部顺性可以根据扬声器的特性而精确调节,从而提升扬声器的特性带宽、抗皱褶能力,使扬声器的性能显著提升。
图5为本发明第三实施例的膜材的制造方法的流程图。所述膜材的制造方法可以用于制备与第一实施例中的膜材结构类似的膜材,包括如下步骤:
S100,提供第一基材11,第一基材11的材料、形状等可以与上述第一实施例中的第一基材11相似。
S200,在第一基材11的表面涂覆第一粘合层21,且使第一粘合层21覆盖所述表面。
S300,紫外线光照射第一粘合层21以固化第一粘合层21形成预定的图案。值得一提的是,第一粘合层21为紫外线固化胶,因此,通过调整光照的区域,来实现预定区域的固化,也即预定图案。
S400,清洗第一粘合层21,仅保留光固化成型的部分(负刻)或者未固化成型的部分(正刻)。
S500,在第一基材11上涂覆第一粘合层21的表面继续涂覆第二粘合层22,第二粘合层22覆盖第一基材11的待涂胶表面上未被第一粘合层21覆盖的部分,且第二粘合层22的厚度大于第一粘合层21的厚度。
S600,提供第二基材12,第二基材12的材料、形状等可以与上述第一实施例中的第二基材12相似。
S700,压合第二基材12于第二粘合层22上。
S800,紫外线光照射或者加热。其中,如果第二粘合层22是紫外线固化粘合层,则通过紫外线光照射进而使其固化成型。如果第二粘合层22是溶剂粘合层,则需通过加热进而使其固化成型。进而固定粘合连接第一基材11和第二基材12。
由此,完成膜材的制备。其中,采用负刻或者正刻应视实际情况而定。在负刻工艺中,可以采用的化学药剂包括乙酸丁酯、乙醇或三氯乙烯等溶液,用于洗去未受紫外光线照射且未固化成型的粘合层部分。在正刻工艺中,可以采用的化学药剂包括四甲基氢氧化铵溶液,用于洗去受到紫外光线照射且固化成型的粘合层部分。与第一实施例相似地,第一粘合层21和第二粘合层22具备不同的顺性及阻尼。并且,在S100步骤中,第一基材11可以通过与第一实施例相似的定位孔101来定位,进而使第一基材11的位置固定,以便于执行后续步骤。
本实施例提供了一种局部顺性可调节的膜材的制造方法,相比传统的复合膜材制造工艺,在粘合层中增设了具有不同物理特性的图案化的粘合层,从而使得顺性不同的两层粘合层可以对膜材的局部顺性进行调节。进一步地,由该方法所制造的膜材可以用于制造扬声器的振膜,所制得的振膜顺性同样可调节,使扬声器的性能显著提升。
以上所述仅为本发明的优选实施例,并不用于限制本发明,对于本领域技术人员而言,本发明可以有各种改动和变化。凡在本发明的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 膜材、振膜以及膜材的制造方法
- 积层膜材的制造方法及其所制成的积层膜材