一种车用铸件浇冒口切割打磨流水线用砂带打磨机
文献发布时间:2023-06-19 09:54:18
技术领域
本发明涉及一种铸件加工领域,特别涉及一种车用铸件浇冒口切割打磨流水线用砂带打磨机。
背景技术
铸件是用各种铸造方法获得的金属成型物件,即把冶炼好的液态金属,用浇注、压射、吸入或其它浇铸方法注入预先准备好的铸型中,冷却后经打磨等后续加工手段后,所得到的具有一定形状,尺寸和性能的物件,汽车的很多零件例如:发动机的缸体,缸盖,活塞,飞轮壳以及部分外壳、变速箱的外壳、底盘等都需要通过会制成铸件后再组装车用产品。
铸件铸造过程中,由于工艺的需要,铸造件的本体除包含工件本身的形状和规格外,还有一些“多余”的结构部分,这部分就通常被称为浇冒口,浇冒口是金属在铸造工艺中所必然产生“多余”部分,在完成金属铸造成型工艺后,浇冒口就是首先要清除的部分。
同时的铸件在铸造过程中,由于压铸工艺及模具配合的原因,铸件经过机械加工,会在铸件表面的过渡处不可避免的形成各种尖角、毛边等不规则的金属毛刺。如不进行毛刺的清理,不仅影响产品的外观,还会直接影响到产品的搬运、定位、装配、使用寿命及性能。现有技术中,去除毛刺的工作主要还是人工完成,工人操作毛刺清理工具,需要适应不同铸件的初始轮廓现有技术中,人工完成毛刺清理作业,存在产品质量不稳定、工作环境恶劣、对工人的操作熟练度要求高、招工难等问题,已经无法满足加工的精度要求的后果。
现有技术在对车用铸件浇冒口进行分离后的铸件表面会产生许多毛刺与断裂面,为保证车用铸件的正常使用,会对铸件表面通过砂带机进行打磨处理,其表面的打磨、抛光工序通常抛光机进行打磨。然而在铸件产品在打磨过程中由于砂带与铸件硬性接触极容易产生因打磨不足或打磨过量而出现打磨尺寸不一致的现象,导致铸件产品在打磨后经常出现返工的现象。
发明内容
本发明所要解决的技术问题在于针对上述现有技术的不足,提供一种车用铸件浇冒口切割打磨流水线用砂带打磨机,通过涨紧纠偏组件对砂带进行纠偏与张力保持,通过柔性打磨组件与浮动打磨组件避免铸件过度打磨,通过飞屑收集组件避免飞屑影响操作人员的身体健康。
为实现上述目的,本发明提供了如下技术方案:一种车用铸件浇冒口切割打磨流水线用砂带打磨机,包括安装架与设置在安装架上的砂带打磨机构,其特征在于:所述砂带打磨机构包括设置在安装架上的砂带机架、设置在砂带机架上的砂带主梁、设置在砂带主梁上砂带驱动电机、与砂带驱动电机联动的主动轮、设置在砂带主梁上的从动轮以及套设在主动轮与从动轮上的砂带,所述砂带主梁与砂带机架之间设有柔性打磨组件,所述柔性打磨组件包括设置在砂带主梁对应砂带驱动电机两端的柔性摆动臂,所述柔性摆动臂两端均设有轴承柱,所述柔性摆动臂通过轴承柱与砂带主梁和砂带机架活动连接,并使砂带主梁通过柔性摆动臂在砂带机架内左右摆动,所述从动轮与砂带主梁之间设有浮动打磨组件,所述浮动打磨组件包括设置在砂带主梁上并与砂带主梁铆接的活动支架、设置在活动支架上的摆动座以及设置在砂带主梁上的浮动电机,所述活动支架一端与砂带主梁活动连接,另一端与从动轮连接,所述浮动电机对应摆动座的一端设有缓冲导轮,所述摆动座中部开设有与缓冲导轮相抵的拱形槽,所述缓冲导轮设置在所述拱形槽内,并使摆动座以缓冲导轮为支点左右摆动从而使从动轮通过活动支架的左右摆动,所述活动支架的侧端设有回位拉簧,所述回位拉簧一端与活动支架连接,另一端与砂带主梁连接,所述活动支架通过回位拉簧使活动支架在打磨后回位。
采用上述技术方案,砂带驱动电机通过同步带带动主动轮联动,主动轮带动砂带对铸件进行打磨,通过柔性打磨组件与铸件接触实现柔性打磨避免铸件过渡打磨造成产品损坏,具体是指在砂带主梁与砂带机架之间设置柔性摆动臂,柔性摆动臂上设置轴承柱与砂带主梁与砂带机架分别活动连接,使砂带主梁通过柔性摆动臂在砂带机架内左右摆动,在打磨铸件时,若是铸件与砂带接触过于密切,柔性摆动臂将自动摆动,调节砂带位置,从而脱离铸件打磨面,避免过渡打磨,更进一步提升打磨精度,通过将从动轮这端作为打磨接触面,并在从动轮上设置浮动打磨组件,通过浮动打磨组件与铸件接触实现浮动打磨进一步避免铸件过渡打磨造成产品损坏,具体是指在通过浮动电机控制缓冲导轮与拱形槽的间隙,从而控制活动支架的摆动幅度,便于适应铸件不同强度的部位,同时设置回位拉簧,使活动支架在打磨结束后能通过回位拉簧回到最初位置,供铸件的不同部位进行打磨,若是铸件与砂带接触过于密切,活动支架将自动摆动,调节砂带位置,从而脱离铸件打磨面,避免过渡打磨,更进一步提升打磨精度。
上述的一种车用铸件浇冒口切割打磨流水线用砂带打磨机,可进一步设置为:所述砂带打磨机构还包括有涨紧纠偏组件,所述涨紧纠偏组件包括设置在砂带主梁上的涨紧气缸,所述涨紧气缸的输出端设有涨紧轮,所述涨紧轮与砂带相抵接。
采用上述技术方案,通过设置涨紧纠偏组件,使涨紧气缸能通过进出气控制涨紧轮涨紧砂带,继而调节砂带的松紧,从而方便对砂带进行更换、纠边,同时可以通过涨紧纠偏组件调节砂带的松紧,提高打磨效率。
上述的一种车用铸件浇冒口切割打磨流水线用砂带打磨机,可进一步设置为:所述涨紧纠偏组件还包括设置在涨紧气缸上的连接板与设置在涨紧轮对应涨紧气缸一端的连接座,所述涨紧轮安装在连接座内,所述涨紧气缸的输出轴穿过连接座与连接板,并使连接座能以输出轴为支点自由转动,所述涨紧气缸上设有的纠偏电机,所述连接座对应纠偏电机一端的第一纠偏齿轮,所述纠偏电机的输出端设有与第一纠边齿轮相啮合的第二纠偏齿轮,所述纠偏电机通过第二纠偏齿轮带动涨紧轮左右转动。
采用上述技术方案,在装配过程中或长时间使用后,砂带容易发生偏移,此时套设于砂带打磨机构上的砂带就会与主动轮或涨紧轮接触面变小,使砂带打磨过程对工件作用力不均衡,影响打磨效果,通过控制纠偏电机的第二纠偏齿轮带动涨紧轮沿连接板左右转动,可以精确调整涨紧轮与主动轮的相对位置,使涨紧轮的轴线和主动轮的轴线保持相对平行,进而使套设于涨紧轮与主动轮之间的砂带受力均衡,在打磨作业时使工件受力均衡,提高砂带机打磨精度。
上述的一种车用铸件浇冒口切割打磨流水线用砂带打磨机,可进一步设置为:该砂带打磨机还包括设置在从动轮下方的飞屑收集组件,所述飞屑收集组件包括飞屑收集盒以及一端插入飞屑收集盒内用于将飞屑收集盒内的飞屑吸至另一端处理的飞屑收集管。
采用上述技术方案,飞屑收集组件将打磨后产生的飞屑吸入飞屑收集盒内,再通过飞屑收集管将飞屑送至一处统一处理,同时避免飞屑污染厂房环境,保证工人生产安全。
下面结合附图对本发明作进一步描述。
附图说明
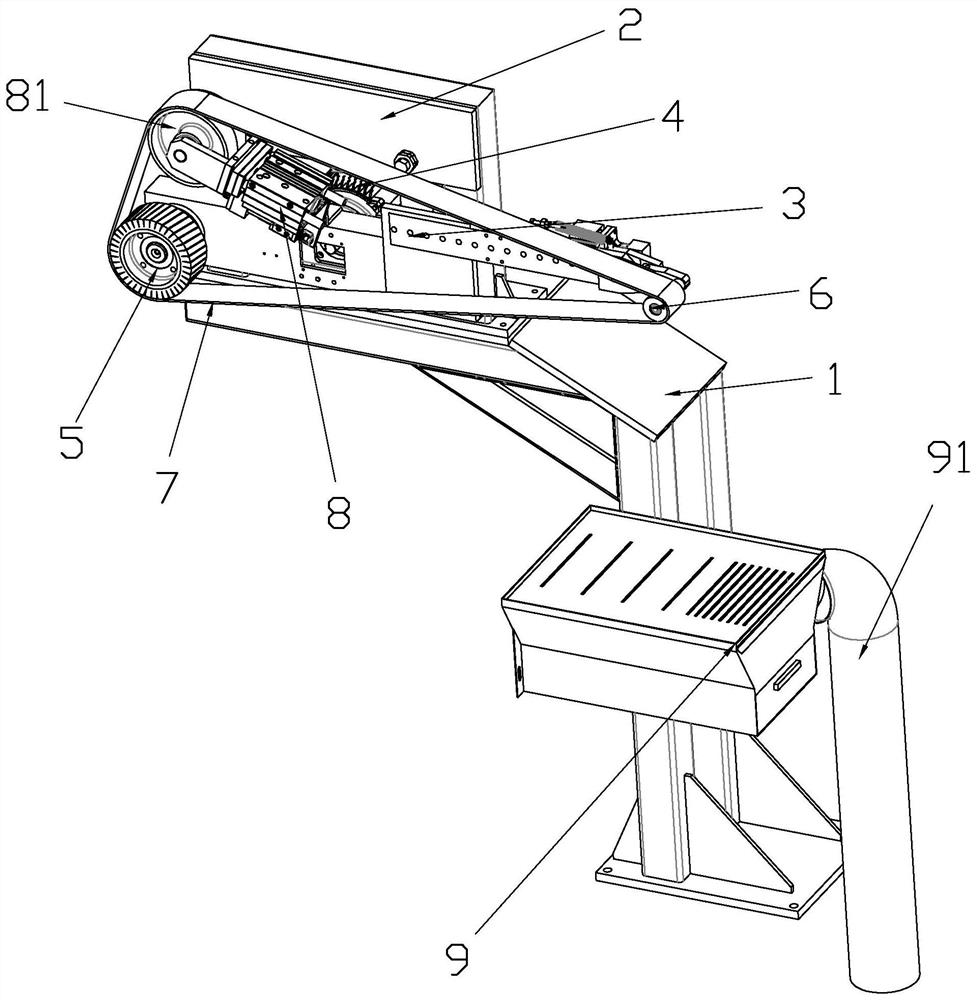
图1为本发明实施例的立体示意图。
图2为本发明实施例柔性打磨组件的结构示意图。
图3为本发明实施例浮动打磨组件的立体示意图。
图4为本发明实施例涨紧纠偏组件的立体示意图。
具体实施方式
如图1-图4所示,一种车用铸件浇冒口切割打磨流水线用砂带打磨机,包括安装架1与设置在安装架1上的砂带打磨机构,所述砂带打磨机构包括设置在安装架1上的砂带机架2、设置在砂带机架2上的砂带主梁3、设置在砂带主梁3上砂带驱动电机4、与砂带驱动电机4联动的主动轮5、设置在砂带主梁3上的从动轮6以及套设在主动轮5与从动轮6上的砂带7,所述砂带主梁3与砂带机架2之间设有柔性打磨组件,所述柔性打磨组件包括设置在砂带主梁3对应砂带驱动电机4两端的柔性摆动臂31,所述柔性摆动臂31两端均设有轴承柱311,所述柔性摆动臂31通过轴承柱311与砂带主梁3和砂带机架2活动连接,并使砂带主梁3通过柔性摆动臂31在砂带机架2内左右摆动,所述从动轮6与砂带主梁3之间设有浮动打磨组件,所述浮动打磨组件包括设置在砂带主梁3上并与砂带主梁3铆接的活动支架61、设置在活动支架61上的摆动座62以及设置在砂带主梁3上的浮动电机63,所述活动支架61一端与砂带主梁3活动连接,另一端与从动轮6连接,所述浮动电机63对应摆动座62的一端设有缓冲导轮64,所述摆动座62中部开设有与缓冲导轮64相抵的拱形槽621,所述缓冲导轮64设置在所述拱形槽621内,并使摆动座62以缓冲导轮64为支点左右摆动从而使从动轮6通过活动支架61的左右摆动,所述活动支架61的侧端设有回位拉簧65,所述回位拉簧65一端与活动支架61连接,另一端与砂带主梁3连接,所述活动支架61通过回位拉簧65使活动支架61在打磨后回位,所述砂带打磨机构还包括有涨紧纠偏组件,所述涨紧纠偏组件包括设置在砂带主梁3上的涨紧气缸8,所述涨紧气缸8的输出端设有涨紧轮81,所述涨紧轮81与砂带7相抵接,所述涨紧纠偏组件还包括设置在涨紧气缸8上的连接板82与设置在涨紧轮81对应涨紧气缸8一端的连接座83,所述涨紧轮81安装在连接座83内,所述涨紧气缸8的输出轴穿过连接座83与连接板81,并使连接座83能以输出轴为支点自由转动,所述涨紧气缸8上设有的纠偏电机84,所述连接座83对应纠偏电机84一端的第一纠偏齿轮85,所述纠偏电机84的输出端设有与第一纠边齿轮85相啮合的第二纠偏齿轮86,所述纠偏电机84通过第二纠偏齿轮86带动涨紧轮81左右转动,该砂带打磨机还包括设置在从动轮6下方的飞屑收集组件,所述飞屑收集组件包括飞屑收集盒9以及一端插入飞屑收集盒9内用于将飞屑收集盒内9的飞屑吸至另一端处理的飞屑收集管91。
本发明的砂带打磨机在实际使用过程中,以从动轮6这端为铸件打磨区域,铸件通过工业机器人夹持后与砂带7接触,当铸件与砂带7接触过密时,铸件抵压在从动轮6对应的砂带7上,从动轮6通过活动支架61以缓冲导轮64为支点左右摆动,使砂带7不与铸件硬性接触实现浮动打磨,避免铸件受损,而在活动支架61摆动过程中回位拉簧65将发生形变,当铸件脱离后带动从动轮6复位供下次打磨,当铸件在从动轮6浮动后还继续抵接砂带7时,进一步增大了铸件与砂带7的打磨接触面,砂带7通过反作用力将带动砂带主梁3以柔性摆动臂31为支点回缩,避免过渡打磨,当铸件脱离砂带7后,柔性摆动臂31通过引力带动砂带打磨机构复位,当砂带7出现偏移时,通过控制纠偏电机84的第二纠偏齿轮86带动涨紧轮81沿连接板82左右转动,可以精确调整涨紧轮81与主动轮5的相对位置,使涨紧轮81的轴线和主动轮5的轴线保持相对平行,进而使套设于涨紧轮81与主动轮6之间的砂带7受力均衡,在打磨作业时使铸件受力均衡,从而保证铸件的生产率与成品率。
- 一种车用铸件浇冒口切割打磨流水线用砂带打磨机
- 一种车用铸件浇冒口切割打磨流水线用切割打磨装置