板翅式散热器的修补方法
文献发布时间:2023-06-19 10:06:57
技术领域
本发明涉及换热技术领域,具体涉及一种板翅式散热器的修补方法。
背景技术
板翅式散热器具有换热效率高、结构简单等特点,广泛应用于风力发电机组等水风散热领域。板翅式散热器主要包括芯体和集水封头两部分,芯体具体包括翅片、隔板和封条。两层隔板之间夹设一层翅片,翅片包括通道侧和折弯侧,然后在两层隔板之间位于翅片的折弯侧以封条密封,从而组成一个基本单元,然后由许多基本单元组成板翅式散热器的芯体。芯体在长时间运行后不可避免地发生不同程度的电化学腐蚀,甚至造成隔板穿孔泄漏,导致风电机组停机。
目前,常用的解决方式有两种,一是更换泄漏的板翅式散热器,涉及新散热器成本,还涉及拆卸与安装人员、运输等费用,更换费用较高;二是对泄漏的板翅式散热器进行返修,将板翅式散热器两侧的集水封头切除,封堵漏点所在层的所有液侧通道后,再将封头与芯体焊接起来,该方式节省了散热器成本,但维修步骤繁琐,运输费用高,修复周期较长,并且封堵整层液侧通道对散热器的换热效率影响较大。
发明内容
本发明的目的是提供一种板翅式散热器的修补方法,该修补方法在保证修补效果的同时,对散热器的散热性能影响较小。
一方面,本发明实施例还提出了一种板翅式散热器的修补方法,其包括:将待修补点所在的翅片通道的两端堵住;将胶枪内的胶体从翅片通道的一端注入另一端;从翅片通道的两端挤压胶体,以使胶体灌封待修补点并固化。
根据本发明实施例的一个方面,将待修补点所在的翅片通道的两端堵住包括:在翅片通道的一端设置第一封堵件;在翅片通道的另一端与胶枪的胶嘴之间设置管状件。
根据本发明实施例的一个方面,第一封堵件开设有第一凹槽和与第一凹槽连通的开口,第一凹槽能够容纳胶体,开口朝向翅片通道设置。
根据本发明实施例的一个方面,第一封堵件与翅片通道的翅片接触的第一壁沿第一壁的厚度方向开设有第一缝隙。
根据本发明实施例的一个方面,从翅片通道的两端挤压胶体、以使胶体灌封待修补点并固化之前,还包括:注完胶体后,将胶枪从管状件中取出,并将管状件留在翅片通道中。
根据本发明实施例的一个方面,从翅片通道的两端挤压胶体、以使胶体灌封待修补点并固化之前,还包括:将胶枪及管状件取出;在翅片通道的另一端还设置第二封堵件。
根据本发明实施例的一个方面,第二封堵件与翅片通道的翅片接触的第二壁沿第二壁的厚度方向开设有第二缝隙。
根据本发明实施例的一个方面,将待修补点所在的翅片通道的两端堵住包括:在翅片通道的两端与胶枪的胶嘴之间分别设置管状件。
根据本发明实施例的一个方面,将待修补点所在的翅片通道的两端堵住之前,还包括:清理并烘干翅片通道。
根据本发明实施例的一个方面,胶体为单组份胶、双组份胶、多组份胶中的任一种。
本发明提供的一种板翅式散热器的修补方法,通过将胶枪内的胶体注入待修补点所在的翅片通道内,可以实现板翅式换热器的现场修补,降低了拆卸或者更换翅式换热器的费用,修复周期较短,在保证修补效果的同时,对散热器的散热性能影响较小。
附图说明
下面将参考附图来描述本发明示例性实施例的特征、优点和技术效果。
图1是现有技术中的一种板翅式散热器的结构示意图;
图2是本发明实施例提供的一种板翅式散热器的修补方法的流程框图;
图3是图2所示的修补方法中的板翅式散热器的一种修补场景示意图;
图4是图3所示的一种第一封堵件的结构示意图;
图5是图3所示的另一种第一封堵件的结构示意图;
图6是图2所示的修补方法中的板翅式散热器的另一种修补场景的纵向剖切结构示意图;
图7是图6所示的一种第二封堵件的结构示意图;
图8是图6所示的另一种第二封堵件的结构示意图;
图9是图2所示的修补方法中的板翅式散热器的另一种修补场景示意图。
其中:
P-隔板;A-长封条;C-液侧翅片;B-短封条;D-气侧翅片;O-待修补点;L-翅片通道;
1-胶枪;11-胶嘴;
2-第一封堵件;2a-第一壁;21-第一凹槽;22-第一缝隙;23-开口;
3-管状件;
4-第二封堵件;4a-第二壁;41-第二缝隙。
具体实施方式
下面将详细描述本发明的各个方面的特征和示例性实施例。在下面的详细描述中,提出了许多具体细节,以便提供对本发明的全面理解。但是,对于本领域技术人员来说很明显的是,本发明可以在不需要这些具体细节中的一些细节的情况下实施。下面对实施例的描述仅仅是为了通过示出本发明的示例来提供对本发明的更好的理解。在附图和下面的描述中,至少部分的公知结构和技术没有被示出,以便避免对本发明造成不必要的模糊;并且,为了清晰,可能夸大了部分结构的尺寸。此外,下文中所描述的特征、结构或特性可以以任何合适的方式结合在一个或更多实施例中。
下述描述中出现的方位词均为图中示出的方向,并不是对本发明的具体结构进行限定。在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“安装”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸式连接,或一体地连接;可以是直接相连,也可以间接相连。对于本领域的普通技术人员而言,可视具体情况理解上述术语在本发明中的具体含义。
为了更好地理解本发明,下面结合图1至图9对本发明实施例提供的一种板翅式散热器的修补方法进行详细描述。
参阅图1,现有技术中常见的板翅式散热器的芯体为热腔与冷腔之间呈预定角度交替叠加而成,为了便于制作,一般该预定角度为90°。热腔即隔板P、长封条A与液侧翅片C形成的液侧通道,通入的是被冷却介质;冷腔即隔板P、短封条B与气侧翅片D形成的气侧通道,通入的是冷却介质。板翅式散热器在长时间运行后,芯体不可避免地发生不同程度的电化学腐蚀,甚至造成隔板P穿孔泄漏,故需要对隔板P上的待修补点O进行修补。
隔板P的厚度一般约为1mm,无法进行氩弧焊焊接,且翅片间距即翅片通道L的宽度一般为1mm~3mm,修复装置无法深入到待修补点O处进行修补。另外,板翅式散热器的液侧通道的液侧翅片C一般为锯齿形,且液侧通道的两端与集水封头焊接,无法进行单通道的修补。气侧通道的气侧翅片D一般为波纹形,可以提高翅片与空气的对流换热,但同时增加了用传统胶枪注胶的难度。
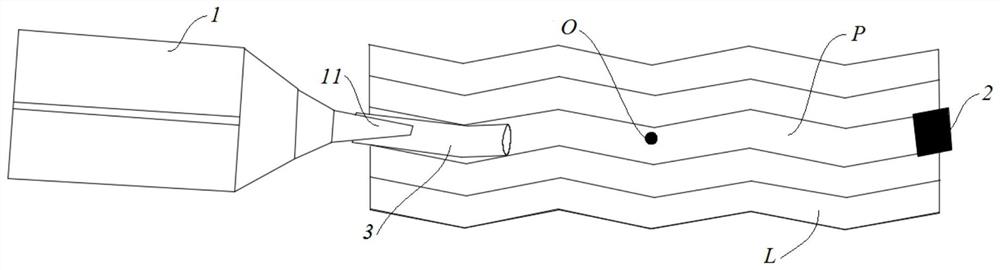
由此,请一并参阅图2和图3,本发明提供了一种板翅式散热器的修补方法,其包括:
步骤S1:将待修补点O所在的翅片通道L的两端堵住。
待修补点O所在的翅片通道L可以为气侧通道,也可以为液侧通道。
步骤S2:将胶枪1内的胶体从翅片通道L的一端注入另一端。
由于胶枪1的胶嘴11的尺寸大于翅片通道L的宽度尺寸,不能直接伸入到翅片通道L内的待修补点O处直接进行修补,故可以将胶体从端部注入到待修补点O所在的整个翅片通道L中,以使胶体覆盖待修补点O。
步骤S3:从翅片通道L的两端挤压胶体,以使胶体灌封待修补点O并固化。
注入翅片通道L内的胶体因自身重力的作用有可能会从翅片通道L流出,而无法贴合翅片通道L的上表面,导致无法灌封待修补点O。从翅片通道L的两端挤压胶体,可以有助于将胶体封闭在翅片通道L内,进而灌封待修补点O,放置预定时间后,胶体固化,防止胶体被外部环境干扰,从而延长胶体的使用寿命。
由于液侧通道内通入有液态冷却介质,如果液侧通道对应的隔板P出现泄漏,需要切割板翅式散热器两侧的集水封头、封堵待修补点O所在的液侧通道后,再将集水封头与芯体焊接起来。虽然不必像现有技术中那样封堵待修补点O所在层的所有液侧通道,从而影响散热器的换热效率,但仍然无法在现场直接进行修复,且修复周期仍然较长。
由此,液侧通道对应的隔板P出现泄漏可以从气侧通道进行修补,进而降低拆卸或者更换板翅式换热器的费用,修复周期较短。优选地,本发明实施例中的“翅片通道L”指的是与空气接触的气侧翅片D与隔板P共同围合形成的气侧通道。
本发明提供的板翅式散热器的修补方法,通过将胶枪1内的胶体注入到待修补点O所在的翅片通道内,可以实现板翅式换热器的现场修补,一方面,不需要更换为新的板翅式散热器,节省拆卸与安装费用;另一方面,由于仅在待修补点O所在的翅片通道L内注入胶体,不必封堵待修补点O所在层的所有翅片通道L,在保证修补效果的同时,对散热器的散热性能影响较小。
进一步地,步骤S1中,将待修补点O所在的翅片通道L的两端堵住包括:
步骤S11:在翅片通道L的一端设置第一封堵件2。第一封堵件2为塑胶件,例如尼龙材质,便于将第一封堵件2与翅片通道L通过胶体粘接,防止注胶过程胶体向外溢出。
步骤S12:在翅片通道L的另一端与胶枪1的胶嘴11之间设置管状件3。
胶枪1的胶嘴11一般为圆锥状结构,其外径尺寸大于翅片通道L的宽度尺寸,无法直接伸入到翅片通道L内。胶嘴11沿轴向某一位置处的外径与管状件3的内径相等,便于二者相互匹配。
管状件3可以为塑胶件,例如聚丙烯材质,成本低廉。管状件3的外径周长与翅片通道L的截面周长相等,以便于将管状件3置入狭窄的翅片通道L内。管状件3将胶枪1的胶嘴11与翅片通道L连通,可以引导胶枪1内的胶体顺着管状件3流入翅片通道L更深的内部,并且可以使得胶枪1的胶嘴11、管状件3与翅片通道L共同形成单侧密闭空间,防止注胶过程胶体回流。
可选地,也可以直接使用管状件3连接胶枪1与翅片通道L,代替胶枪1的胶嘴11。
请一并参阅图4和图5,由于气侧翅片D位于上、下两层隔板P之间,故气侧翅片D与下层隔板P形成的翅片通道L的横截面形状可以为例如但不限于矩形、梯形、三角形中的任一种,相应地,第一封堵件2的截面形状可以为与翅片通道L相匹配的矩形、梯形、三角形等中的任一种,以适应翅片通道L的形状。例如,图4所示的第一封堵件2的截面形状为梯形;气侧翅片D与上层隔板P形成的翅片通道L的横截面呈倒置矩形、梯形、三角形中的任一种,相应地,第一封堵件2的截面形状可以为与翅片通道L相匹配的倒置矩形、梯形、三角形等中的任一种,以适应翅片通道L的形状。例如,图5所示的第一封堵件2的截面形状为倒置梯形。
进一步地,第一封堵件2开设有第一凹槽21及与第一凹槽21连通的开口23,第一凹槽21能够容纳胶体,开口23朝向翅片通道L设置。如图4或者图5所示,第一封堵件2为内部中空的梯形或者倒置梯形,其中四个侧壁围合成第一凹槽21,胶体从管状件3一端注入翅片通道L的过程中将气体经由开口23排出翅片通道L,直至胶体充满翅片通道L及第一凹槽21,以确保一定量的胶体能够填充到隔板P的待修补点O处。
进一步地,第一封堵件2与翅片通道L的翅片接触的第一壁2a沿第一壁2a的厚度方向开设有第一缝隙22。第一壁2a为围合成第一凹槽21的四个侧壁中与翅片接触的一对侧壁。第一封堵件2的一对第一壁2a插入形成翅片通道L的两个翅片之间,以封堵翅片通道L。
可选地,如图4或图5所示,第一缝隙22穿透第一壁2a的上、下表面,第一封堵件2封堵翅片通道L时,第一缝隙22与翅片通道L以及外界环境连通。由此,当第一凹槽21内充入胶体时,胶体会挤压第一壁2a,同时可以将翅片通道L内的空气进一步经由第一缝隙22顺利排出,以使胶体能够注满翅片通道L,有效保证对待修补点O进行修补。
可选地,至少一个第一壁2a设置有第一缝隙22,使得第一壁2a具有一定程度的弹性变形量。当第一凹槽21内充满胶体时,由于第一壁2a具有弹性变形量,可以确保第一壁2a与翅片通道L的翅片过盈配合,从而防止第一封堵件2从翅片通道L脱落。
进一步地,步骤S3之前,即从翅片通道L的两端挤压胶体、以使胶体灌封待修补点O并固化之前,还包括:
步骤S2’:注完胶体后,将胶枪1从管状件3中取出,并将管状件3留在翅片通道L中。
管状件3及其内部的胶体可以将其所在的翅片通道L的端部封堵住,防止胶体溢出。由此,注胶完毕后,可以从翅片通道L的两端分别挤压第一封堵件2和管状件3,以使翅片通道L内的胶体快速灌封待修补点O并固化。
参阅图6,本发明实施例还提供了一种板翅式散热器的修补方法,其与图3所示的修补方法类似,不同之处在于,步骤S3之前,即从翅片通道L的两端挤压胶体、以使胶体灌封待修补点O并固化之前,还包括:
步骤S21’:将胶枪1及管状件3取出;
步骤S22’:在翅片通道L的另一端设置第二封堵件4。
由此,注胶完毕后,可以从翅片通道L的两端分别挤压第一封堵件2和第二封堵件4,以使翅片通道L内的胶体快速快速灌封待修补点O并固化。
第二封堵件4的材质可以与第一封堵件2的材质相同,例如均为尼龙,第二封堵件4的结构与第一封堵件2的结构类似,其截面形状可以为与翅片通道L相匹配的矩形、梯形、三角形等中的任一种,例如,图7所示的第二封堵件4的截面形状为梯形;或者第二封堵件4的截面形状为与翅片通道L相匹配的倒置矩形、梯形、三角形等中的任一种,例如,图8所示的第二封堵件4的截面形状为倒置梯形。不同之处在于,由于不需要排气设计,第二封堵件4不必开设凹槽。
另外,第二封堵件4与翅片通道L的翅片接触的第二壁4a沿第二壁4a的厚度方向也可以开设有第二缝隙41,第二封堵件4的一对第二壁4a插入形成翅片通道L的两个翅片之间,以封堵翅片通道L。可选地,至少一个第二壁4a由于设置有第二缝隙41而具有一定程度的弹性变形量,保证第二壁4a与翅片通道L的翅片过盈配合,从而防止第二封堵件4从翅片通道L脱落。
可选地,如果待修补点O位于相邻的多个翅片通道L内,可以将多个第一封堵件2或者第二封堵件4分别设置为一体成型的结构。一体成型的第一封堵件2或者第二封堵件4分别与对应的翅片通道L过盈配合,还可以通过紧固件将一体成型的第一封堵件2或者第二封堵件4固定至长封条A等,不再赘述。
参阅图9,本发明实施例还提供了一种板翅式散热器的修补方法,其与图3所示的修补方法类似,不同之处在于,步骤S1中,将待修补点O所在的翅片通道L的两端堵住包括:
步骤S1’:在翅片通道L的两端与胶枪1的胶嘴11之间分别连接管状件3。
管状件3将胶枪1的胶嘴11与翅片通道L连通,使胶枪1的胶嘴11、管状件3与翅片通道L的两端分别形成单侧密闭空间,防止注胶过程胶体回流。
可选地,步骤S3之前,即从翅片通道L的两端挤压胶体、以使胶体灌封待修补点O并固化之前,还可以包括:
步骤S2’:注完胶体后,将胶枪1从管状件3中取出,并将管状件3留在翅片通道L中。管状件3及其内部的胶体可以将其所在的翅片通道L的端部封堵住,防止胶体溢出。
由此,注胶完毕后,可以从翅片通道L的两端分别挤压管状件3,以使翅片通道L内的胶体快速灌封待修补点O并固化。
可选地,步骤S3之前,即从翅片通道L的两端挤压胶体、以使胶体灌封待修补点O并固化之前,还可以包括:
步骤S23’:将胶枪1及管状件3取出;
步骤S24’:在翅片通道L的两端分别设置第二封堵件4。
由此,注胶完毕后,可以从翅片通道L的两端分别挤压第二封堵件4,以使翅片通道L内的胶体快速灌封待修补点O并固化。
另外,为了保证胶体能够较好地灌封待修补点O,步骤S1之前,即将待修补点O所在的翅片通道L的两端堵住之前,还包括:
步骤S0:清理并烘干翅片通道L。
通过清理并烘干翅片通道L,可以去除翅片通道L中残留的杂质,防止杂质堵塞待修补点O,导致胶体不能完全密封地将待修补点O灌封,仍然存在泄漏问题。可选地,可以采用水、异丙醇等液体冲洗翅片通道L内的杂质。
为了提高待修补点O的灌封效果,胶体的活性使用时间应大于胶体灌封待修补点O的时间,且不超过3分钟,同时,胶体需要一定的机械强度、耐候性好、耐化学腐蚀、耐老化等,另外,胶体的材质应与第一封堵件2、第二封堵件4及翅片的材质均相容,以保证胶体与第一封堵件2、第二封堵件4及翅片通道L粘接良好。
本发明中的胶体可以是单组份胶、双组份胶、多组份胶中的任一种。为了提高胶体对修补环境的适应性,可选地,胶体为双组份胶或者多组份胶,其中,本胶为改性环氧树脂胶,在常温下胶体粘度近似值为27500CPS,具有粘结性能好、耐候性好、耐老化等特点。
本胶与固化剂按照预定比例均匀混合后可以形成满足使用要求的混合胶体,经过预定时间后二者反应固化,固化不需要加热,可常温固化。可选地,翅片通道L可先喷涂固化剂,再注入胶体本胶,与固化剂反应固化。
为了便于将双组份胶或者多组份胶均匀混合,可选地,胶枪1可以包括两个以上的胶筒,每个胶筒容纳一种材质的胶体。启动胶枪后,胶体混合并流动到翅片通道L内,经过预定时间后与固化剂发生化学反应而固化,从而灌封住隔板P上的待修补点O。
可选地,在温度较低等不利于胶体固化的环境下,可以采用烘烤、加热等方式提高胶体固化速率。对于单组分胶体,注入翅片通道L后可以通过加热、紫外线照射等方式,实现胶体固化。
由此,本发明实施例提供的板翅式散热器的修补方法,针对隔板P出现的泄漏问题,从气侧的翅片通道L两端注入胶体,进而灌封隔板P上的待修补点O,实现了板翅式散热器的现场修补,降低了更换和拆卸芯体的费用,提高了板翅式散热器的经济性和可维修性。
虽然已经参考优选实施例对本发明进行了描述,但在不脱离本发明的范围的情况下,可以对其进行各种改进并且可以用等效物替换其中的部件。尤其是,只要不存在结构冲突,各个实施例中所提到的各项技术特征均可以任意方式组合起来。本发明并不局限于文中公开的特定实施例,而是包括落入权利要求的范围内的所有技术方案。
- 板翅式散热器的修补方法
- 一种不锈钢板翅式散热器及其加工方法