一种吹除飞溅金属颗粒和烟尘的装置及其控制方法
文献发布时间:2023-06-19 10:36:57
技术领域:
本发明属于3d打印技术领域,特别涉及一种吹除3的打印过层中飞溅金属颗粒和烟尘的装置,还涉及吹扫的控制方法。
背景技术:
激光选取熔化技术(SLM)是利用聚焦激光束,将金属粉末逐层选区熔化,堆积成一个冶金结合、组织致密的实体。具体是通过扫描振镜控制激光束根据路径信息选择性地熔化金属粉末,未被激光照射区域的粉末依然保持原有的松散状态。加工完这一层之后,供粉缸上升一定高度,成型缸降落一个层厚的高度,刮刀运动将供粉缸上升抬起的粉末平铺在成型区域,进行下一层加工。
在常规气体循环系统中,往往会因为仓内的吹风口离激光扫描区域远或风速在成型平面范围内不均匀,导致金属粉末床的一些区域因为风速过高而造成非飞溅金属粉末被吹走,或一些区域因为风速过低,不能把激光扫描粉末床过程中产生的飞溅金属颗粒吹走,大量落在粉末床上,造成本次激光扫描平面不平整,也会影响下次铺粉效果。因此有必要提出一种新的吹除这些飞溅颗粒和烟尘的装置以及方法。
公开于该背景技术部分的信息仅仅旨在增加对本发明的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域一般技术人员所公知的现有技术。
发明内容:
本发明的目的在于提供一种吹除飞溅金属颗粒和烟尘的装置,从而克服上述现有技术中的缺陷。
为实现上述目的,本发明提供了一种吹除飞溅金属颗粒和烟尘的装置,安装在金属打印仓的上部,金属打印仓为一个密封的仓体;
金属打印仓的底部按照工作顺序依次挂载有开口的供粉缸、成型缸和集粉缸,刮刀在供粉缸、成型缸和集粉缸的开口之间往返运动、用于将供粉缸中的金属粉末依次运往成型缸、集粉缸;
激光从金属打印仓的上部投射到成型缸的正上方对金属颗粒进行局部熔化;
该装置主要由气体循环系统和贯流风机组成,气体循环系统安装在金属打印仓的侧壁包括至少一个吹风口和一个吸风口,用于将漂浮在金属打印仓中的金属颗粒按照供粉缸、成型缸和集粉缸的排列方向吹出金属打印仓外;贯流风机安装在刮刀上,贯流风机的出风口平行于刮刀的运动平面并且贯流风机的出风方向与气体循环系统的气流运动方向基本一致。出风口吹来的风可以在激光扫描粉末过程中,起到吹除部分飞溅起来颗粒和烟尘的作用。
优选地,上述技术方案中,所述气体循环系统包括设于供粉缸一侧的气体循环系统吹风口、以及置于集粉缸一侧的气体循环系统吸风口,当所述气体循环系统吹风口吹出一定流速的气流、气体循环系统吸风口产生一定压力的负压吸风时、所述金属打印仓内形成一个单向清洁风道。
优选地,上述技术方案中,以金属打印仓的底部为基准、气体循环系统吹风口的高度高于气体循环系统吸风口的高度。
优选地,上述技术方案中,以金属打印仓的底部为基准、贯流风机的出风口的高度与气体循环系统吸风口的高度基本一致。
优选地,上述技术方案中,贯流风机长度不小于成型区域的长度。
优选地,上述技术方案中,气体循环系统和贯流风机吹出的气体为具有一定清洁度的惰性气体。可以为整个仓室提供惰性保护气体,防止激光扫描金属粉末过程中熔池氧化。
优选地,上述技术方案中,气体循环系统和贯流风机的出风量可由各自的控制系统调节。风机转速由控制电源调节,根据飞溅颗粒和烟尘实际吹除效果调节风速,保证既可以把整个成型面的飞溅颗粒和烟尘全部吹走,又不会把粉末床上未扫描粉末吹走。
一种吹除飞溅金属颗粒和烟尘的控制方法,主要有如下步骤组成:准备步骤:刮刀从供粉缸处刮取一定数量的金属粉末并平铺至成型缸开口的表面,多余数量的金属粉末推送至集粉槽,贯流风机在刮刀带动下运行到成型缸和供粉缸之间;
开启清洁系统:气体循环系统和贯流风机同时开启,气体循环系统和贯流风机将漂浮的金属颗粒和激光灼烧的烟尘向集粉槽和气体循环系统吸风口处吹扫去;成型区域右侧是集粉槽,既可以收集刮刀刮来的多余粉末,也可以收集在激光扫描过程中被风机吹来的粒度比较大的飞溅颗粒。在激光扫描过程中,吸收从成型区域吹来的夹杂着烟尘以及密度较小的颗粒。
激光打印:激光设备反射激光至成型缸表面预设区域处的金属颗粒上完成一层金属粉末的熔化工作;
关闭清洁系统并重复上述三个步骤。
优选地,上述技术方案中,准备步骤中,供粉缸的支撑底上升一定高度确保一定数量的金属颗粒高出金属打印仓的底面,成型缸的支撑底下降一定高度确保金属烧灼面低于成型缸的开口,刮刀将高出供粉缸开口部分的金属颗粒推送至成型缸并确保金属粉末层高度与成型缸开口齐平。
与现有技术相比,本发明具有如下有益效果:
实现了定点清除飞溅的粉末,很好解决了之前顶部风机吹风清洁效果差的技术缺陷。
附图说明:
附图1为飞溅金属颗粒和烟尘吹除装置的工作流程。
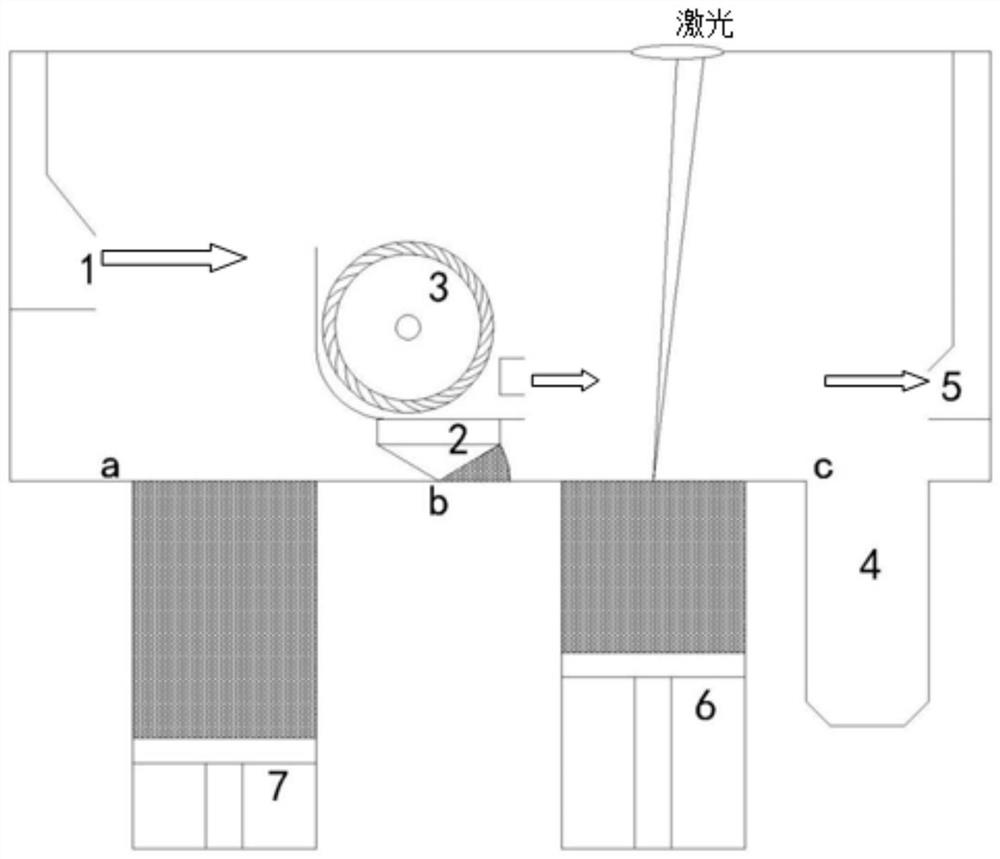
附图2为飞溅金属颗粒和烟尘吹除装置的结构图。
图2中标号分别为1-气体循环系统吹风口、2-刮刀、3-贯流风机、4-集粉槽、5-气体循环系统吸风口、6-成型缸、7-供粉缸、a-刮刀左侧限位、b-刮刀中间等待位置、c-刮刀右侧限位。
具体实施方式:
下面对本发明的具体实施方式进行详细描述,但应当理解本发明的保护 范围并不受具体实施方式的限制。
除非另有其它明确表示,否则在整个说明书和权利要求书中,术语“包括”或其变换如“包含”或“包括有”等等将被理解为包括所陈述的元件或 组成部分,而并未排除其它元件或其它组成部分。
参阅附图2,这套飞溅金属颗粒和烟尘吹除装置主要包括:气体循环系统的吹风口1、刮刀2、贯流风机3、集粉槽4、气体循环系统吸风口5。
刮刀2从供粉缸7左侧a处出发,推动粉末移动到成型缸和供粉缸中间位置b等待。
气体循环系统风机和贯流风机3开启,同时激光出光扫描,贯流风机3持续吹除飞溅起来的颗粒和烟尘。
激光扫描结束,气体循环系统风机和贯流风机停止,成型缸6缸体下降一个层厚,刮刀推动粉末平铺在成型区域,直到集粉槽处限位c处。
刮刀回到供粉缸左侧限位a处,供粉缸升起一定高度,抬升一定量粉末。如此过程循环。
本发明的这种吹除激光扫描粉末床过程中飞溅颗粒和烟尘的装置和方法,在气体循环系统吹风口吹除颗粒和烟尘的基础上,由一个贯流风机提供一个近距离而且水平面均匀稳定的风场,对这些颗粒和烟尘进行二次加强吹除,有效解决成型区域一些区域风力过大,一些区域风力过小的情况,能够起到完全把颗粒和烟尘驱离成型区域的作用,方便快捷有效,具有很强的实用性。
前述对本发明的具体示例性实施方案的描述是为了说明和例证的目的。这些描述并非想将本发明限定为所公开的精确形式,并且很显然,根据上述教导,可以进行很多改变和变化。对示例性实施例进行选择和描述的目的在于解释本发明的特定原理及其实际应用,从而使得本领域的技术人员能够实现并利用本发明的各种不同的示例性实施方案以及各种不同的选择和改变。本发明的范围意在由权利要求书及其等同形式所限定。
- 一种吹除飞溅金属颗粒和烟尘的装置及其控制方法
- 一种消除激光近净成形工艺飞溅和烟尘的装置