一种3D打印电弧加热器旋气室
文献发布时间:2023-06-19 10:52:42
技术领域
本发明涉及一种3D打印电弧加热器旋气室,属于航空航天飞行器气动热地面模拟试验装置技术领域。
背景技术
电弧加热器是地面试验中模拟高超声速热障效应卓具成效的设备之一,在高超声速飞行器热防护的研究中占据着重要地位。当前,随着高焓值大功率电弧加热器设备的建成及投入使用,对加热设备各分部件的性能提出了更高的要求。
目前,大多数类型的旋气室壳体与进气环之间采用整体套装焊接方式进行连接。该结构导致旋气室结构复杂度高,轴向结构冗余度高,加工周期长,制约着加热器的结构设计和性能的提高。此外,在电弧加热器大功率运行时,加热器旋气室内部的高温高压流场容易使得焊缝间隙渗水漏气,导致试验失败。
鉴于以上问题,本发明提出一种新型电弧加热器旋气室,以提高旋气室在工作状态下的冷却性能、力学性能及使用寿命。
发明内容
本发明的目的在于提供一种3D打印电弧加热器旋气室,该旋气室通过3D打印增材制造技术一体化成型而成,其在工作状态下的冷却性能、力学性能及使用寿命相比整体套装焊接式旋气室均有较大提升。
本发明提供一种3D打印电弧加热器旋气室,包括基体,所述基体是由金属通过3D打印增材制造技术一体化成型的片状圆筒形结构,所述基体的中间设有一圆柱型内腔;所述基体的内壁和外壁间由内到外依次设有互不相通的冷却水道和高压气道,所述冷却水道的横截面呈圆环形,且其与所述基体的外壁间设有多个进水孔,通过所述进水孔可向所述冷却水道内通入冷却水;所述高压气道包括集气环及多个进气孔,所述集气环设于所述冷却水道的外侧,其横截面呈圆环形,所述进气孔分别设于所述集气环与所述基体的内壁或外壁间,用于向所述内腔通入工作气体。
优选地,所述圆柱型内腔的内壁面上设有内凹的椭圆型面,所述椭圆型面分别设于所述圆柱型内腔的同一中轴面的两端处,且所述椭圆型面的横截面的长轴位于所述圆柱型内腔的径向方向。
优选地,所述进气孔包括至少一径向进气孔及多个切向进气孔,所述径向进气孔设于所述集气环与所述基体的外壁间,且其轴线与外壁表面相垂直,所述切向进气孔设于所述集气环与所述基体的内壁间。
优选地,多个所述切向进气孔均匀分布于所述集气环与所述基体的内壁间,所述切向进气孔沿所述基体的内壁的切线方向伸出并与所述集气环相接通,工作气体由所述径向进气孔进入所述集气环内,并由所述切向进气孔进入所述内腔中,形成紧贴内壁的环形冷气膜,产生气压差将电弧压缩在内腔的轴线附近。
优选地,所述集气环及各所述进气孔所在区域为向所述内腔通入工作气体的进气区域,沿旋气室的轴线方向设有多个所述进气区域。
优选地,所述冷却水道上设有预留空隙,所述切向进气孔由所述基体的内壁的切线方向穿过预留空隙,并与所述集气环相接通。
优选地,所述切向进气孔的轴线方向与旋气室内电弧旋转方向的切线方向一致,所述切向进气孔内表面呈两端粗中间细的拉瓦尔喷管型面,其中部为截面最小的喉道,所述喉道的直径不小于2mm。
优选地,所述切向进气孔的数量不少于8个。
优选地,所述冷却水道与所述基体的内壁表面的距离不大于1mm。
优选地,所述冷却水道的等效通径不小于3mm。
与现有技术相比,本发明具有以下有益效果:
1)通过在冷却水道中持续通入高压冷却水,可增强对旋气室内腔壁面的冷却,降低内腔壁面的烧损,从而提高旋气室在工作状态下的冷却性能和使用寿命;
2)通过高压气道注入冷气,可在旋气室内腔壁面附近形成冷气膜,降低旋气室内腔壁面与高温气流间的温度梯度,减少冷却水道中冷却水与高温气流间的热交换,提高加热器热效率,并起到保护旋气室基体内壁面的作用,从而延长旋气室的使用寿命;
3)旋气室基体内腔采用内凹式椭圆型面结构,可增大冷气膜在基体内腔壁面的覆盖面积,并加强冷气膜在壁面的气动流顺性及换热能力,更进一步地保护旋气室基体内壁面;
4)通过金属3D打印增材制造技术,可实现旋气室内复杂的冷却水道与高压气道结构形式,并提高旋气室的结构强度,降低工作状态下的渗水漏气故障率;
5)通过金属3D打印增材制造技术,可实现旋气室一体化成型,从而简化旋气室的加工与安装,并将冷却水道与高压气道建立成同轴结构,可降低旋气室冗余体积,减少无益能量损失,提高旋气室在工作状态下的力学性能。
附图说明
为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
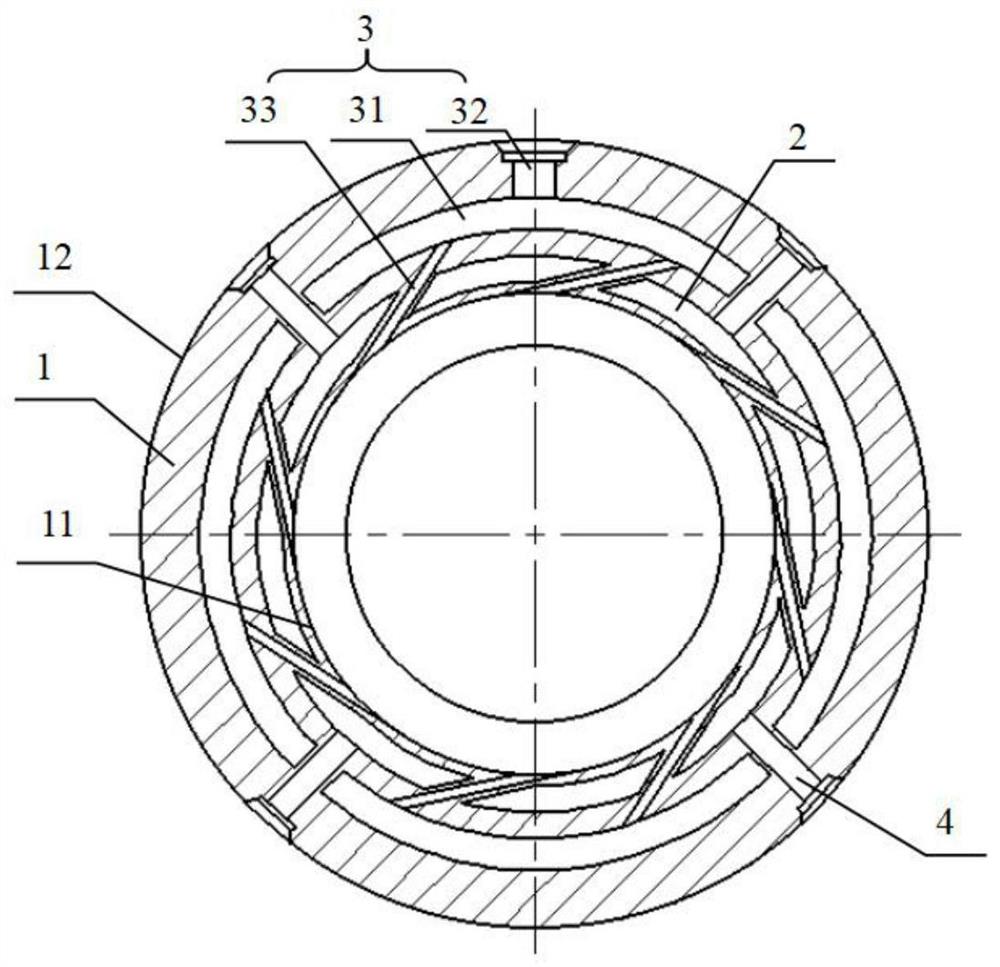
图1为本发明旋气室的横向剖面示意图;
图2为由图1中径向进气孔的两侧纵向剖切后的俯视示意图。
附图标记说明:
1:基体;11:内壁;12:外壁;2:冷却水道;3:高压气道;31:集气环;32:径向进气孔;33:切向进气孔;4:进水孔。
具体实施方式
下面将结合实施例对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本发明的描述中,需要理解的是,术语"中心"、"纵向"、"横向"、"长度"、"宽度"、"厚度"、"上"、"下"、"前"、"后"、"左"、"右"、"竖直"、"水平"、"顶"、"底"、"内"、"外"、"顺时针"、"逆时针"等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,术语"第一"、"第二"仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有"第一"、"第二"的特征可以明示或者隐含地包括一个或者更多个所述特征。在本发明的描述中,"多个"的含义是两个或两个以上,除非另有明确具体的限定。此外,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
如图1、2所示,本发明提供的一种3D打印电弧加热器旋气室,包括基体1,基体1由金属通过3D打印增材制造技术一体化成型而成,其整体呈片状圆筒形结构,基体1的中间设有一中空的圆柱型内腔。
基体1的内壁11和外壁12之间由内到外依次设有互不相通的冷却水道2和高压气道3,其中,冷却水道2的横截面呈圆环形,与内腔同轴布置,冷却水道2与基体1的外壁12间设有多个进水孔4,进水孔4用于向冷却水道2内通入冷却水,使冷却水布满冷却水道2。冷却水道2与基体1的内壁11表面的距离不大于1mm,其等效通径不小于3mm,以确保基体1内壁11表面得到足够冷却,从而为旋气室提供热防护。
高压气道3包括集气环31及多个进气孔,集气环31设于冷却水道2的外侧,位于冷却水道2与外壁12之间,其横截面呈圆环形,与内腔及冷却水道2同轴布置,进气孔包括设于集气环31与基体1的外壁12间的一个径向进气孔32和设于集气环31与基体1的内壁11间的多个切向进气孔33,工作气体由径向进气孔32进入集气环31内汇集后,并由切向进气孔33进入内腔。集气环31、径向进气孔32及各切向进气孔33所在区域为向内腔通入工作气体的进气区域,沿旋气室的轴线方向设有多个进气区域,进气区域的数量可依据所需总气流量而定。高压气道3与冷却水道2同轴布置,可降低旋气室轴向冗余体积,减少无益能量损失,并提高旋气室在工作状态下的力学性能。
径向进气孔32垂直开设于外壁12上,其底部与集气环31相接通,其轴线的延长线与内腔轴线相交。切向进气孔33开设于内壁11上,与内腔相接通,切向进气孔33通过冷却水道2上预留的空隙并与集气环31相接通。切向进气孔33的数量至少为8个,均匀分布于高压气道3与基体1的内壁11间,各个切向进气孔33的轴线位于其与基体1的内壁11相交点圆弧的切线方向上,且与旋气室内电弧旋转方向的切线方向一致。
圆柱型内腔的内壁面上设有内凹的椭圆型面,椭圆型面分别设于圆柱型内腔的同一中轴面的两端处,且椭圆型面的横截面的长轴位于圆柱型内腔的径向方向。工作气体经均匀分布的切向进气孔33进入内腔,形成贴近内壁11的环形冷气膜,通过椭圆型面的设计,可增大冷气膜在基体内腔壁面的覆盖面积,并加强冷气膜在壁面的气动流顺性及换热能力,增强基体1内壁11表面的冷却性能。环形冷气膜可降低内壁11与高温气流间的温度梯度,并依靠气压差将电弧压缩在内腔轴线附近,减少冷却水道2中冷却水与高温气流间的热交换,提高加热器热效率,并起到保护旋气室基体1的内壁11的作用,从而延长旋气室的使用寿命。
切向进气孔33内表面呈两端粗中间细的拉瓦尔喷管型面,其中部为截面最小的喉道,喉道的直径不小于2mm。切向进气孔33通过拉瓦尔喷管型面设计,可以大大增加通入内腔的工作气体的流速,确保注入旋气室基体1的内腔的工作气体是加热器运行时的主要工质,且配合至少8个切向进气孔33在内壁11外周的均匀对称分布,使其有足够的压力梯度能将电弧压缩在基体1内腔轴线附近。
本发明电弧加热器旋气室的工作原理如下:当电弧加热器处于工作状态时,加热器前后电极间产生的高压旋转电弧将从高压气道3注入到内腔的工作气体气流电离,产生高温高压流场。在此过程中,一方面,工作气体持续地从径向进气孔32进入集气环31中,并通过数个切向进气孔33注入到旋气室内腔中,在基体1内壁11表面附近形成冷气膜,并通过内凹的椭圆型面增大冷气膜面积,降低内壁11与高温气流间的温度梯度,减少冷却水道2中冷却水与高温气流间的热交换,提高加热器热效率与旋气室使用寿命;另一方面,高压冷却水通过旋气室冷却水道2对基体1内壁11进行冷却,降低其受到高温气流的烧损程度,提高旋气室的冷却性能与使用寿命,共同实现对加热器旋气室的整体热防护。
基体1内的冷却水道2和高压气道3具有主路同轴、支路交错等特点,旋气室基体1采用金属3D打印增材制造技术进行,可将现有水道和气道套装式的电弧加热器旋气室转变成一体化成型式,简化了旋气室加工与安装工序工时,降低了冷却水道2和高压气道3的冗余体积,并省略了传统套装式旋气室的焊接工序,相比传统电弧加热器旋气室具有更低的故障率,实现旋气室一体化设计,提高旋气室在工作状态下的冷却性能、力学性能以及使用寿命。
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
- 一种3D打印电弧加热器旋气室
- 一种3D打印电弧加热器旋气室