口罩生产工艺及其制得的口罩
文献发布时间:2023-06-19 11:03:41
技术领域
本申请涉及防护用品的领域,尤其是涉及一种口罩生产工艺及其制得的口罩。
背景技术
口罩是一种卫生用品,一般指戴在口鼻部位用于过滤进入口鼻的空气,以达到阻挡有害气体、气味或飞沫进出佩戴者口鼻的用具,以纱布或纸等材质制成,口罩对进入肺部的空气有一定的过滤作用,在呼吸道传染病流行时或是粉尘等污染的环境中作业时,戴口罩具有非常好的作用。
现有的专利申请号为CN202010362407.4的中国专利,提出了口罩生产线,包括机架,所述机架上依次设置有用于放置口罩布和鼻梁线的放置架,用于对口罩布进行整形的整形机构、用于对鼻梁条切断并对口罩布进行翻边的切断翻边机构、将鼻梁条焊接在口罩布内并对口罩布进行切断操作的超声波焊接切断机构、对口罩进行分边的分边机构、分别与分边机构连接的用于对口罩进行翻转的第一翻转机构和第二翻转机构、分别与第一翻转机构连接和第二翻转机构连接的用于将耳带线焊接在口罩上的耳带线焊接机构、用于将耳带线热压定型的折耳带机构和对口罩进行下料的下料机构。
针对上述中的相关技术,发明人认为口罩裁切成片后,若不对存在质量问题的客户进行检查筛选,口罩片被继续输送至焊接耳带位置,存在造成浪费耳带线的问题。
发明内容
为了改善浪费耳带线的问题,本申请提供一种口罩生产工艺及其制得的口罩。
本申请提供的一种口罩生产工艺采用如下的技术方案:
一种口罩生产工艺,包括如下步骤,布料,将三层布料以及鼻梁条放置于打片机的布料处;裁切,通过打片机进行裁切得到口罩片;检测,通过检测装置对口罩片进行检测筛选;点焊,通过点焊机对口罩片进行焊接耳带线;所述打片机包括机架以及与所述机架传动设置的第一传送带,所述点焊机包括第二传送带;所述机架于所述第一传送带与所述第二传送带之间设置有多个传送辊,所述机架设置有同时驱动多个所述传送辊转动的动力组件,所述机架于所述传送辊上方设置有筛选装置。
通过采用上述技术方案,打片机生产得到的口罩片通过第一传送带输送至传送辊上,在筛选装置的作用下,此时对口罩片进行检测,若口罩片不存在质量问题时,动力组件控制传送辊将口罩片输送至第二传送带上,若口罩片存在质量问题时,此时对口罩片进行筛选以及挑出,保证口罩片的质量,同时具有保证口罩生产过程中的质量,并且减少资源的浪费,具有极大的市场价值。
可选的,所述筛选装置包括与所述机架固定连接的筛选架、与所述筛选架固定连接的第一气缸以及用于压紧口罩片的筛选块,所述筛选块与所述机架滑移设置,所述筛选块与所述第一气缸输出端固定连接。
通过采用上述技术方案,第一气缸驱动筛选块运动至将口罩片挤压至传送辊上,确保检测过程中口罩片位置稳定,确保口罩片检测结果精准。
可选的,所述筛选装置还包括与所述筛选块固定连接的第二气缸以及与所述第二气缸输出端固定连接的筛选杆,所述筛选块底壁设置有用于放置所述第二气缸以及所述筛选杆的放置槽,所述筛选杆端面圆直径小于相邻两个所述传送辊之间的间距。
通过采用上述技术方案,若口罩检测出来出现问题,第二气缸驱动筛选杆朝向下运动,且将口罩片从传送辊上挤出。
可选的,所述检测装置包括与所述机架转动连接的驱动盘、安装于所述驱动盘上的喷气头以及与所述喷气头连接的软气管,所述驱动盘与所述筛选块之间设置有驱动所述驱动盘转动的驱动组件。
通过采用上述技术方案,喷气头运动至口罩片侧边的位置时,喷气头对口罩片侧边进行吹气,在吹气过程中观察口罩片侧边是否裂开或出现开口等质量问题,实现对口罩片质量进行检测。
可选的,所述驱动组件包括与所述筛选块固定连接的齿条以及与所述驱动盘同轴固定连接的齿轮,所述齿轮与所述齿条啮合连接,所述齿轮与所述机架转动连接,所述喷气头正对口罩片侧边的焊接位置。
通过采用上述技术方案,实现驱动盘与筛选块的配合作用,进而确保在对口罩片进行吹气时,口罩片位置稳定。
可选的,所述筛选块沿口罩片长度方向的尺寸小于口罩片长度尺寸。
通过采用上述技术方案,筛选块将口罩片挤压至传送辊上,并且口罩片的焊接位置露出筛选块,确保喷气头对口罩侧边进行吹气检测。
可选的,所述机架于所述传送辊下方固定设置有收集箱,所述收集箱于所述传送辊下方设置有进料口,所述收集箱底壁设置有出料口,所述收集箱于所述出料口位置安装有支架,所述支架等间距连接有用于高温切割口罩的电热丝。
通过采用上述技术方案,若口罩片质量不合格时,口罩片被挤出传送辊且掉落至收集箱内,当口罩片掉落至电热丝上时,实现对口罩片进行高温切割,口罩碎片从出料口中掉落。
可选的,所述收集箱于所述收集口处连接有管道,所述管道的另一端连接有抽风机,所述抽风机输出端连接有废料箱。
通过采用上述技术方案,抽风机进行抽风时,口罩碎片从管道中输送至废料箱内,完成对口罩碎片的吸取收集效果。
可选的,所述动力组件包括多个链轮以及链条,所述链轮与所述传送辊同轴固定,所述链条与多个所述链轮均为啮合连接,所述机架固定连接有第一电机,所述第一电机输出端与任一个所述链轮固定连接。
通过采用上述技术方案,若口罩片不存在质量问题时,筛选块远离传送辊,第一电机控制链轮转动,通过链条实现对口罩片的输送效果,口罩片被输送至第二传送带上,进而对口罩片进行焊接耳带线操作。
本申请还提供的一种口罩采用如下的技术方案:
一种口罩,由上述口罩生产工艺制得。
通过采用上述技术方案,确保口罩防菌性能的同时,大大提升对口罩成品质量的保障,同时具有节约资源的环保性能,具有极大市场潜力。
综上所述,本申请包括以下至少一种有益技术效果:
1.若口罩片不存在质量问题时,传送辊将口罩片输送至第二传送带上,若口罩片存在质量问题时,此时对口罩片进行筛选以及挑出,保证口罩片的质量;
2.当筛选块将口罩片压紧至传送辊上时,喷气头正对口罩片的侧边,喷气头对口罩片侧边吹气,对口罩片侧边进行观察;
3.第二气缸驱动筛选杆朝下运动,口罩片从传送辊上被挤掉,口罩片掉落至收集箱内,当口罩片掉落至电热丝上时,电热丝对口罩片进行高温切割。
附图说明
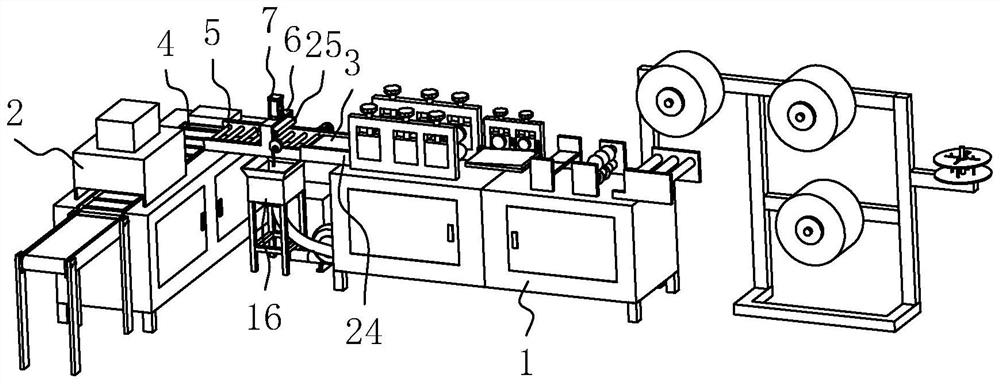
图1是本申请实施例一的整体结构示意图;
图2是本申请实施例一中传送辊、筛选装置、检测装置以及收集箱的示意图;
图3是本申请实施例一中废料箱、电热丝、管道、抽风机以及废料箱的示意图;
图4是本申请实施例一中传送辊、筛选装置以及检测装置的上视图。
附图标记:1、打片机;2、点焊机;3、第一传送带;4、第二传送带;5、传送辊;6、筛选架;7、第一气缸;8、第二气缸;9、筛选杆;10、放置槽;11、驱动盘;12、喷气头;13、软气管;14、齿轮;15、齿条;16、收集箱;17、进料口;18、出料口;19、支架;20、电热丝;21、管道;22、抽风机;23、废料箱;24、机架;25、筛选块。
具体实施方式
以下结合附图1-4对本申请作进一步详细说明。
实施例一
本申请实施例公开一种口罩生产工艺。参照图1和图2,口罩生产工艺包括如下步骤,
S1、布料,将三层布料以及鼻梁条放置于打片机1的布料处;
S2、裁切,通过打片机1进行裁切得到口罩片;
S3、检测,通过检测装置对口罩片进行检测筛选;
S4、点焊,通过点焊机2对口罩片进行焊接耳带线;。
打片机1包括机架24以及与机架24传动设置的第一传送带3,点焊机2包括第二传送带4,机架24固定连接有传送电机,机架24转动连接有主动辊以及从动辊,第一传送带3套设于主动辊以及从动辊外,传送电机输出端与主动辊固定连接,传送电机驱动主动辊转动,在从动辊以及第一传送带3之间摩擦力的作用下,实现对第一传送带3的驱动效果,第一传送带3以及第二传送带4的驱动方式一致;机架24于第一传送带3与第二传送带4之间转动连接有多个传送辊5,机架24设置有同时驱动多个传送辊5转动的动力组件,口罩片被第一传送带3输送至传送辊5上,口罩片在传送辊5上被检测装置位置,检测装置用于对口罩片两侧位置连接是否牢固。
动力组件包括多个链轮以及链条,链轮与传送辊5同轴固定且与机架24转动连接,链条与多个链轮均为啮合连接,机架24固定连接有第一电机,第一电机输出端与任一个链轮固定连接,第一电机驱动其中一个链轮转动,在链条的传动作用下,多个传送辊5被同时驱动转动。
参照图1和图2,检测装置设置有两个,且分别位于口罩片的两侧,检测装置包括与机架24转动连接的驱动盘11、安装于驱动盘11上的喷气头12以及与喷气头12连接的软气管13,喷气头12与驱动盘11通过法兰盘固定,驱动盘11在转动过程中带动喷气头12运动至正对口罩侧边的位置。
为了避免喷气头12将口罩从传送辊5上吹走,机架24于传送辊5上方设置有筛选装置,筛选装置包括与机架24固定连接的筛选架6、与筛选架6固定连接的第一气缸7以及用于压紧口罩片的筛选块25,筛选块25与机架24滑移设置,筛选块25与第一气缸7输出端固定连接,第一气缸7驱动筛选块25朝下运动且运动至将口罩片挤压于传送辊5上。
驱动盘11与筛选块25之间设置有带动驱动盘11转动的驱动组件,驱动组件包括与筛选块25固定连接的齿条15以及与驱动盘11同轴固定连接的齿轮14,机架24设置有用于齿条15滑移的滑槽,齿轮14与齿条15啮合连接,齿轮14与机架24转动连接;当筛选块25朝下运动时,齿轮14发生顺时针转动,且带动驱动盘11上的喷气头12一起朝上转动,喷气头12转动至口罩侧边,此时筛选块25将口罩片挤压至传送辊5上,此时喷气头12转动至正对口罩侧边的位置,喷气头12对口罩侧边进行吹风,筛选块25沿口罩片长度方向的尺寸小于口罩片的长度尺寸,且口罩片的两侧焊接位置正好漏出筛选块25外面,在吹气过程中,观察口罩侧边是否开线或者开口,进而完成对口罩片的检测目的。
待检测完成后,第二气缸8控制筛选块25朝向远离传送辊5方向运动,此时喷气头12跟随驱动盘11转动至传送辊5下方;若口罩完整,第一电机控制链轮转动,传送辊5发生转动且口罩片被输送至第二传送带4的位置,对口罩片进行下一步焊接耳带线的工作。
参照图2和图4,若口罩检测存在质量问题,筛选装置还包括与筛选块25固定连接的第二气缸8以及与第二气缸8输出端固定连接的筛选杆9,筛选块25底壁设置有用于放置第二气缸8以及筛选杆9的放置槽10,放置槽10朝向传送辊5方向的一端为开口设置,筛选杆9端面圆尺寸小于相邻两个传送辊5之间的距离,若口罩检测存在质量问题,第二气缸8驱动筛选杆9运动且将口罩片从传送辊5上支出,口罩片从两个传送辊5之间掉落,完成对质量问题的口罩进行筛选。
参照图2和图3,机架24于传送辊5下方固定连接有收集箱16,收集箱16于传送辊5下方设置有进料口17,当口罩片从传送辊5上掉落后从进料口17进入到收集箱16内,收集箱16底壁设置有出料口18,收集箱16于出料口18位置固定连接有支架19,支架19等间距连接有用于高温切割口罩的电热丝20,多个电热丝20平行放置,电热丝20用于对口罩片进行切割,相邻两个电热丝20之间的距离小于口罩片的宽度尺寸,确保口罩片在电热丝20上被切割成碎片。
收集箱16于收集口处连接有管道21,管道21的另一端连接有抽风机22,抽风机22的输出端连接有废料箱23,当口罩片切割完成后,抽风机22开始工作,口罩碎片从收集箱16中抽走并且被输送至废料箱23内,避免口罩片由于高温一直存在于电热丝20上。
本申请实施例一种口罩生产工艺及其制得的口罩的实施原理为:打片机1制得的口罩片通过第一传送带3输送至传送辊5上,第一气缸7驱动筛选块25朝下运动,齿条15跟随一起朝下运动,齿轮14发生转动且带动驱动盘11转动,喷气头12跟随驱动盘11朝向口罩片侧边方向转动,当筛选块25将口罩片压紧至传送辊5上时,喷气头12正对口罩片的侧边,喷气头12对口罩片侧边吹气,对口罩片侧边进行观察;
若口罩片发生质量问题,第二气缸8驱动筛选杆9朝下运动,口罩片从传送辊5上被挤掉,口罩片掉落至收集箱16内,当口罩片掉落至电热丝20上时,电热丝20对口罩片进行高温切割,抽风机22开始工作,口罩碎片通过管道21输送至废料箱23内;
若口罩片未出现质量问题,第一气缸7驱动筛选块25朝向远离传送辊5方向运动,喷气头12跟随驱动盘11运动至远离传送辊5的位置,第一电机控制链轮转动,在链条的传动作用下,传送辊5将口罩片输送至第二传送带4上,点焊机2对口罩片进行焊接耳带线。
实施例二
本申请实施例公开一种口罩。参照图1,口罩由实施例一中的口罩生产工艺制得,确保口罩防菌性能的同时,大大提升对口罩成品质量的保障,同时具有节约资源的环保性能,具有极大市场潜力。
以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
- 口罩生产工艺及其制得的口罩
- 一种新型口罩及以制帽机制作该口罩的方法