一种5G通信用宏微基站高频高速PCB板及其制备工艺
文献发布时间:2023-06-19 11:06:50
技术领域
本发明涉及电路板技术领域,具体涉及一种5G通信用宏/微基站高频高速PCB板及其制备工艺。
背景技术
随着5G商用时代的全面到来,通信领域各个环节均需要使用PCB,5G基站数量有望大幅增加。4G的峰值速率为100Mbps到1Gbps,而5G将提供峰值10Gbps以上带宽、1ms时延和超高密度连接,移动性达到500km/h,流量密度达到10Mbps/m2。目前我国三大运营商进入了5G建设大提速阶段,就5G规模测试和应用测试已展开试点,地方纷纷划定5G覆盖时间表并加快基础设施建设,以完成2020年大规模商用的目标。由于5G需要进行海量的连接,所以5G时代的基站数量将相比4G时代有较大的增长。截止2017年底,我国4G宏基站数量达到约360万个,而三大运营商的5G宏基站规划是4G的1.5倍,总数量达到约540万个,2019~2023年将是5G基站建设的高峰期。
PCB高频板是指电磁频率较高的特种线路板,用于高频率(频率大于300MHZ或者波长小于1米)与微波(频率大于3GHZ或者波长小于0.1米)领域的PCB,是在微波基材覆铜板上利用普通刚性线路板制造方法的部分工序或者采用特殊处理方法而生产的电路板。
现有的5G通信用宏/微基站高频高速PCB板的制备工艺相对比较复杂,而且在生产过程中容易出现蚀刻掉铜层。造成产品报废率相对较高。
发明内容
本发明的目的是为了克服现有技术中的不足之处,提供一种工艺简单,蚀刻均匀性好,生产效率高,能有效降低报废率的5G通信用宏/微基站高频高速PCB板制备工艺。
本发明另一个目的,提供一种采用上述制备方法制得5G通信用宏/微基站高频高速PCB板。本发明5G通信用宏/微基站高频高速PCB板具有优异的高速/高频传输特性、介质损耗小等优点。
就5G通信用宏/微基站高频高速PCB板的制备工艺而言,为了达到上述目的,本发明采用以下方案:5G通信用宏/微基站高频高速PCB板的制备工艺,其特征在于包括以下步骤:
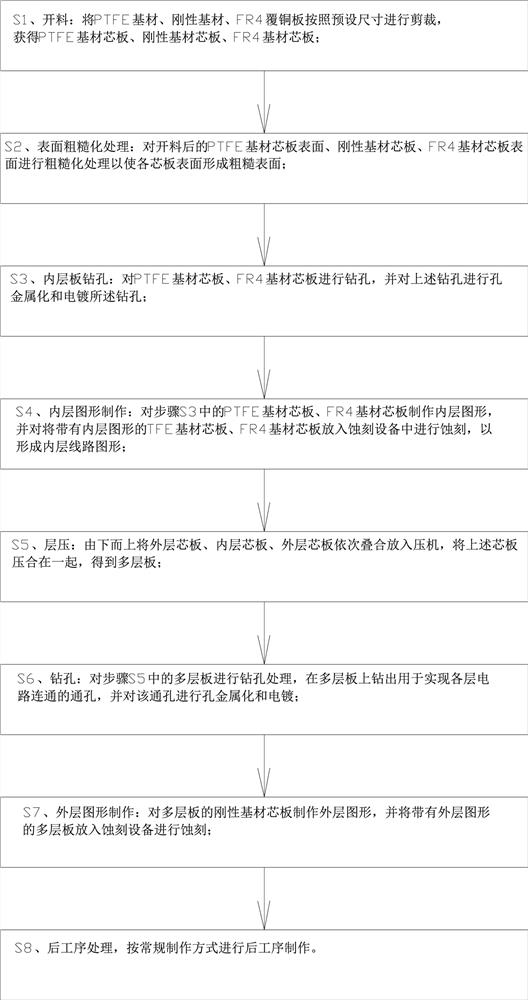
S1、开料:将PTFE基材、刚性基材、FR4覆铜板按照预设尺寸进行剪裁,获得PTFE基材芯板、刚性基材芯板、FR4基材芯板;
S2、表面粗糙化处理:对开料后的PTFE基材芯板表面、刚性基材芯板、FR4基材芯板表面进行粗糙化处理以使各芯板表面形成粗糙表面;
S3、内层板钻孔:对PTFE基材芯板、FR4基材芯板进行钻孔,并对上述钻孔进行孔金属化和电镀所述钻孔;
S4、内层图形制作:对步骤S3中的PTFE基材芯板、FR4基材芯板制作内层图形,并对将带有内层图形的TFE基材芯板、FR4基材芯板放入蚀刻设备中进行蚀刻,以形成内层线路图形;
S5、层压:由下而上将外层芯板、内层芯板、外层芯板依次叠合放入压机,将上述芯板压合在一起,得到多层板;
S6、钻孔:对步骤S5中的多层板进行钻孔处理,在多层板上钻出用于实现各层电路连通的通孔,并对该通孔进行孔金属化和电镀;
S7、外层图形制作:对多层板的刚性基材芯板制作外层图形,并将带有外层图形的多层板放入蚀刻设备进行蚀刻;
S8、后工序处理,按常规制作方式进行后工序制作。
作为本发明5G通信用宏/微基站高频高速PCB板的制备工艺的另一种改进,步骤S2中表面粗糙化处理的方式为磨板或微蚀。
作为本发明5G通信用宏/微基站高频高速PCB板的制备工艺的另一种改进,步骤S3中孔金属化为超声波沉铜,和钻孔电镀为脉冲电镀。
作为本发明5G通信用宏/微基站高频高速PCB板的制备工艺的另一种改进,所述脉冲电镀:以0.5-1.8ASF的电流密度全板电镀5-15min,
正反电流比为1:2,正反时间比为20:1。
作为本发明G通信用宏/微基站高频高速PCB板的制备工艺的另一种改进,步骤S4和步骤S7中所述蚀刻设备包括有机架、设置于所述机架上的药水箱以及喷淋机构,在所述机架的左右两侧均设有前后连接的连接板,所述喷淋机构包括有多个喷淋管,所述喷淋管的两端转动连接在两所述连接板之间,且在所述喷淋管上沿喷淋管的轴向均布间隔有多个喷淋头,在所述机架的左右两侧设有铰接座,所述药水箱的两侧转动安装在两铰接座之间使所述药水箱能相对于机架前后摆动,在所述机架的前后两侧均设有能使所述药水箱能保持水平平行状态的弹性组件,在所述机架上还设有能驱动所述喷淋管往复转动的第一传动机构、能驱动所述药水箱往复摆动的第二传动机构、动力驱动机构以及切换机构,所述动力驱动机构能分别单独驱动所述第一传动机构或第二传动机构工作,所述切换机构能使所述动力驱动机构与第一传动机构或第二传动机构之间进行连接或脱离,还包括有抽真空机构,所述抽真空机构包括有设置于所述机架一侧的架体,在所述架体上设有泵体,在所述泵体的出口端连接有射流器,所述射流器的导气管上设有用于吸取药水箱内的药水的吸液嘴,在所述泵体的进口端与所述药水箱相连通,所述弹性组件包括有设置在所述机架前后两侧且位于所述药水箱下方的支撑板,在所述支撑板之间连接有弹簧。
作为本发明G通信用宏/微基站高频高速PCB板的制备工艺的另一种改进,所述动力驱动机构包括有设置在所述机架一侧的安装座,在所述安装座上设有电机,在所述电机的输出轴上沿输出轴的轴向方向活动套设有套筒,在所述输出轴外壁设有导向块,在所述套筒上设有滑槽,所述导向块滑动设置在所述滑槽内,在所述套筒外端设有不完全齿轮,在所述机架靠近安装座的一侧左右间隔有两个驱动组件,两所述驱动组件结构相同,分别包括有能前后滑动在所述机架一侧的移动条,在所述移动条上设有椭圆形环架,在所述椭圆形环架内侧的上下壁面分别设有能与所述不完全齿轮啮合的传动齿条,所述第一传动机构包括有设置在所述喷淋管其中一端上的齿轮,在所述连接板外侧前后滑动有能与所述齿轮啮合的齿条,所述齿条与右侧的驱动组件固定连接,所述第二传动机构包括有设置在所述药水箱其中一个转动轴上且向上延伸竖直设置的延伸条,在所述延伸条上贯通设有竖向滑槽,在左侧的驱动组件上设有导向圆柱,所述导向圆柱活动设置在所述竖向滑槽内,所述切换机构包括有设置在所述安装座上的推杆电机,在所述推杆电机的推动杆上设有移动件,在所述移动件一侧设有U形卡槽,在所述套筒上设有圆环体,所述圆环体的外壁面设置在所述U形卡槽内。作为本发明5G通信用宏/微基站高频高速PCB板的制备工艺的另一种改进,步骤S4和步骤S7中蚀刻过程所采用的蚀刻液按重量份包括以下组分:盐酸3-8份、氯化铵6-15份、氯化铜12-24份、硫脲0.5-2份、聚氧乙烯醚0.1-1份、缓蚀剂0.01-0.3份;所述缓蚀剂中含有1-3%质量百分比的苯并咪唑类化合物。
作为本发明5G通信用宏/微基站高频高速PCB板的制备工艺的另一种改进,所述苯并咪唑类化合物为1-甲基苯并咪唑、2-甲基苯并咪唑或2-苯基苯并咪唑中的一种。
作为本发明5G通信用宏/微基站高频高速PCB板的制备工艺的另一种改进,所述内层板的层叠方式由下而上:PTFE基材芯板、FR4基材芯板、PTFE基材芯板。
就5G通信用宏/微基站高频高速PCB板而言,为了达到上述目的,本发明采用以下方案:利用如上任一项所述的5G通信用宏/微基站高频高速PCB板的制备工艺制得。
综上所述,本发明相对于现有技术其有益效果是:本发明工艺简单,制作方便。本发明中采用真空蚀刻设备和独特的蚀刻液,使得线路板线宽公差精度达到+ -10%以内;同时最小线宽及间距达到3/3mil;线宽公差以及采用高厚径比电镀技术:使得产品的最大厚径比达到≥20:1;本发明层间对位能力:整体层偏(孔到铜距离)达到6mil,采用建立涨缩数据库以及优化内层预放规则,减小层间偏移;产品层数达到40层;阻抗控制精度≤±8%,PIM指≤-110dB。
本发明产品具有优异的高速/高频传输特性、介质损耗小等优点。
本发明蚀刻设备中喷淋管的两端通过转动的方式安装在机架的连接板上,可通过第一传动机构驱动喷淋管往复的摆动,使得喷淋的溶液不固定于一个位置上,从而使得溶液喷洒在PCB板表面的每一个部位;另外,药水箱是摆动设置的,并通过第二传动机构驱动药水箱前后往复的摆动,从而使药水溶液加快流动,进而提高蚀刻均匀性,通过喷淋管和药水箱的双摆动,蚀刻精度可提高60%,腐蚀精度最高达到±1丝;另外,第一传动机构和第二传动机构均由动力驱动机构驱动工作,由切换机构进行切换连接,因此,通过一个动力装置并能驱动两个机构工作,从而能够起到节能降耗的目的。
附图说明
图1为本发明的工艺流程示意图。
图2为本发明蚀刻设备的立体示意图。
图3为本发明蚀刻设备的侧视示意图。
图4为图2的A处局部放大示意图。
图5为本发明蚀刻设备的局部放大示意图。
图6为本发明蚀刻设备不完全齿轮与驱动组件连接时的示意图。
附图标记说明:1、机架;2、药水箱;3、喷淋机构;4、连接板;5、喷淋管;6、喷淋头;7、铰接座;8、弹性组件;200、抽真空机构;21、架体;22、泵体;23、出口端;24、射流器;25、导气管;26、吸液嘴;27、进口端;31、安装座;32、电机;33、输出轴;34、套筒;35、导向块;36、滑槽;37、不完全齿轮;38、驱动组件;39、移动条;301椭圆形环架;302、传动齿条;41、齿轮;42、齿条;51、延伸条;52、竖向滑槽;61、推杆电机;62、移动件;63、有U形卡槽;64、圆环体;71、支撑板;72、弹簧。
具体实施方式
以下结合附图,对本发明上述的和另外的技术特征和优点作更详细的说明。
下面参照附图来描述本发明的优选实施方式。本领域技术人员应当理解的是,这些实施方式仅仅用于解释本发明的技术原理,并非在限制本发明的保护范围。
需要说明的是,在本发明的描述中,术语“上”、“下”、“左”、“右”、“内”、“外”等指示的方向或位置关系的术语是基于附图所示的方向或位置关系,这仅仅是为了便于描述,而不是指示或暗示所述装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,还需要说明的是,在本发明的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域技术人员而言,可根据具体情况理解上述术语在本发明中的具体含义。
实施例1
一种5G通信用宏/微基站高频高速PCB板的制备工艺,包括以下步骤:
S1、开料:将PTFE基材、刚性基材、FR4覆铜板按照预设尺寸进行剪裁,获得PTFE基材芯板、刚性基材芯板、FR4基材芯板;
S2、表面粗糙化处理:对开料后的PTFE基材芯板表面、刚性基材芯板、FR4基材芯板表面进行粗糙化处理以使各芯板表面形成粗糙表面;其中表面粗糙化处理的方式为磨板或微蚀。
S3、内层板钻孔:对PTFE基材芯板、FR4基材芯板进行钻孔,并对上述钻孔进行孔金属化和电镀所述钻孔;孔金属化为超声波沉铜,和钻孔电镀为脉冲电镀。所述脉冲电镀:以0.5ASF的电流密度全板电镀15min,正反电流比为1:2,正反时间比为20:1。
S4、内层图形制作:对步骤S3中的PTFE基材芯板、FR4基材芯板制作内层图形,并对将带有内层图形的TFE基材芯板、FR4基材芯板放入蚀刻设备中进行蚀刻,以形成内层线路图形;
S5、层压:由下而上将外层芯板、内层芯板、外层芯板依次叠合放入压机,将上述芯板压合在一起,得到多层板;
S6、钻孔:对步骤S5中的多层板进行钻孔处理,在多层板上钻出用于实现各层电路连通的通孔,并对该通孔进行孔金属化和电镀;孔金属化为超声波沉铜,和钻孔电镀为脉冲电镀。所述脉冲电镀:以0.5ASF的电流密度全板电镀15min,正反电流比为1:2,正反时间比为20:1。
S7、外层图形制作:对多层板的刚性基材芯板制作外层图形,并将带有外层图形的多层板放入蚀刻设备进行蚀刻;
S8、后工序处理,按常规制作方式进行后工序制作。
实施例2
一种5G通信用宏/微基站高频高速PCB板的制备工艺,其特征在于包括以下步骤:
S1、开料:将PTFE基材、刚性基材、FR4覆铜板按照预设尺寸进行剪裁,获得PTFE基材芯板、刚性基材芯板、FR4基材芯板;
S2、表面粗糙化处理:对开料后的PTFE基材芯板表面、刚性基材芯板、FR4基材芯板表面进行粗糙化处理以使各芯板表面形成粗糙表面;其中表面粗糙化处理的方式为磨板或微蚀。
S3、内层板钻孔:对PTFE基材芯板、FR4基材芯板进行钻孔,并对上述钻孔进行孔金属化和电镀所述钻孔;孔金属化为超声波沉铜,和钻孔电镀为脉冲电镀。所述脉冲电镀:以1.8ASF的电流密度全板电镀5min,正反电流比为1:2,正反时间比为20:1。
S4、内层图形制作:对步骤S3中的PTFE基材芯板、FR4基材芯板制作内层图形,并对将带有内层图形的TFE基材芯板、FR4基材芯板放入蚀刻设备中进行蚀刻,以形成内层线路图形;
S5、层压:由下而上将外层芯板、内层芯板、外层芯板依次叠合放入压机,将上述芯板压合在一起,得到多层板;
S6、钻孔:对步骤S5中的多层板进行钻孔处理,在多层板上钻出用于实现各层电路连通的通孔,并对该通孔进行孔金属化和电镀;孔金属化为超声波沉铜,和钻孔电镀为脉冲电镀。所述脉冲电镀:以1.8ASF的电流密度全板电镀15min,正反电流比为1:2,正反时间比为20:1。
S7、外层图形制作:对多层板的刚性基材芯板制作外层图形,并将带有外层图形的多层板放入蚀刻设备进行蚀刻;
S8、后工序处理,按常规制作方式进行后工序制作。
实施例3
一种5G通信用宏/微基站高频高速PCB板的制备工艺,其特征在于包括以下步骤:
S1、开料:将PTFE基材、刚性基材、FR4覆铜板按照预设尺寸进行剪裁,获得PTFE基材芯板、刚性基材芯板、FR4基材芯板;
S2、表面粗糙化处理:对开料后的PTFE基材芯板表面、刚性基材芯板、FR4基材芯板表面进行粗糙化处理以使各芯板表面形成粗糙表面;其中表面粗糙化处理的方式为磨板或微蚀。
S3、内层板钻孔:对PTFE基材芯板、FR4基材芯板进行钻孔,并对上述钻孔进行孔金属化和电镀所述钻孔;孔金属化为超声波沉铜,和钻孔电镀为脉冲电镀。所述脉冲电镀:以1.0ASF的电流密度全板电镀10min,正反电流比为1:2,正反时间比为20:1。
S4、内层图形制作:对步骤S3中的PTFE基材芯板、FR4基材芯板制作内层图形,并对将带有内层图形的TFE基材芯板、FR4基材芯板放入蚀刻设备中进行蚀刻,以形成内层线路图形;
S5、层压:由下而上将刚性基材芯板、PTFE基材芯板、FR4基材芯板、PTFE基材芯板、刚性基材芯板,依次叠合放入压机,将上述芯板压合在一起,得到多层板;
S6、钻孔:对步骤S5中的多层板进行钻孔处理,在多层板上钻出用于实现各层电路连通的通孔,并对该通孔进行孔金属化和电镀;孔金属化为超声波沉铜,和钻孔电镀为脉冲电镀。所述脉冲电镀:以0.8ASF的电流密度全板电镀12min,正反电流比为1:2,正反时间比为20:1。
S7、外层图形制作:对多层板的刚性基材芯板制作外层图形,并将带有外层图形的多层板放入蚀刻设备进行蚀刻;
S8、后工序处理,按常规制作方式进行后工序制作。
本发明实施例1-3中步骤S4和步骤S7中蚀刻过程所采用的蚀刻液可以采用实施例4-7中任意一种蚀刻液进行蚀刻。
实施例4
本发明蚀刻液按重量份包括以下组分:盐酸3份、氯化铵6份、氯化铜12份、硫脲0.5份、聚氧乙烯醚0.1份、缓蚀剂0.01份;所述缓蚀剂中含有1%质量百分比的1-甲基苯并咪唑。
实施例5
本发明蚀刻液按重量份包括以下组分:盐酸8份、氯化铵15份、氯化铜24份、硫脲2份、聚氧乙烯醚1份、缓蚀剂0.3份;所述缓蚀剂中含有3%质量百分比的2-甲基苯并咪唑。
实施例6
本发明蚀刻液按重量份包括以下组分:盐酸5份、氯化铵10份、氯化铜18份、硫脲1份、聚氧乙烯醚0.5份、缓蚀剂0.05份;所述缓蚀剂中含有2%质量百分比的2-苯基苯并咪唑。
实施例7
本发明蚀刻液按重量份包括以下组分:盐酸8份、氯化铵15份、氯化铜24份、硫脲2份、聚氧乙烯醚0.1份、缓蚀剂0.01份;所述缓蚀剂中含有1%质量百分比的1-甲基苯并咪唑、2-甲基苯并咪唑或2-苯基苯并咪唑中的一种。
本发明中所述缓蚀剂的其中一种实施方式,由苯并咪唑类化合物2.5%、苯并三氮唑1.5%、巯基苯并噻唑0.6%、甲基苯并三氮唑0.5%、氢氧化钠2%、余量为去离子水组成。
本发明所述后工序处理包括:丝印阻焊和字符、化学镀锡、电测试、外形加工、包装。
参照图2-6,本发明蚀刻设备,包括有机架1、设置于所述机架1上的药水箱2以及喷淋机构3,在所述机架1的左右两侧均设有前后连接的连接板4,所述喷淋机构3包括有多个喷淋管5,所述喷淋管5的两端转动连接在两所述连接板4之间,且在所述喷淋管5上沿喷淋管5的轴向均布间隔有多个喷淋头6,在所述机架1的左右两侧设有铰接座7,所述药水箱2的两侧转动安装在两铰接座7之间使所述药水箱2能相对于机架1前后摆动,在所述机架1的前后两侧均设有能使所述药水箱2能保持水平平行状态的弹性组件8,在所述机架1上还设有能驱动所述喷淋管5往复转动的第一传动机构、能驱动所述药水箱2往复摆动的第二传动机构、动力驱动机构以及切换机构,所述动力驱动机构能分别单独驱动所述第一传动机构或第二传动机构工作,所述切换机构能使所述动力驱动机构与第一传动机构或第二传动机构之间进行连接或脱离,喷淋管5的两端通过转动的方式安装在机架1的连接板4上,可通过第一传动机构驱动喷淋管5往复的摆动,使得喷淋的溶液不固定于一个位置上,从而使得溶液喷洒在PCB板表面的每一个部位;另外,药水箱2是摆动设置的,并通过第二传动机构驱动药水箱2前后往复的摆动,从而使药水溶液加快流动,进而提高蚀刻均匀性,通过喷淋管5和药水箱2的双摆动,蚀刻精度可提高60%,腐蚀精度最高达到±1丝;另外,第一传动机构和第二传动机构均由动力驱动机构驱动工作,由切换机构进行切换连接,因此,通过一个动力装置并能驱动两个机构工作,从而能够起到节能降耗的目的。
参见图2-图3,还包括有抽真空机构200,所述抽真空机构200包括有设置于所述机架1一侧的架体21,在所述架体21上设有泵体22,在所述泵体22的出口端23连接有射流器24,所述射流器24的导气管25上设有用于吸取药水箱2内的药水的吸液嘴26,在所述泵体22的进口端27与所述药水箱2通过软管相连通,工作时,泵体22将药水从药水箱2中抽出,高速流动的药液通过射流器24时会在其内部的混气室内形成真空,此时射流器24的混气室与外部形成负压,通过吸液嘴26将外部PCB板上的药水吸入导气管25,达到最佳的吸水效果,其原理与现有技术相同。
参见图3-图4、图6所示,所述动力驱动机构包括有设置在所述机架1一侧的安装座31,在所述安装座31上设有电机32,所述电机32为伺服电机,在所述电机32的输出轴33上沿输出轴33的轴向方向活动套设有套筒34,在所述输出轴33外壁设有导向块35,在所述套筒34上设有滑槽36,所述导向块35滑动设置在所述滑槽36内,在所述套筒34外端设有不完全齿轮37,在所述机架1靠近安装座31的一侧左右间隔有两个驱动组件38,两所述驱动组件38结构相同,分别包括有能前后滑动在所述机架1一侧的移动条39,在所述移动条39上设有椭圆形环架301,在所述椭圆形环架301内侧的上下壁面分别设有能与所述不完全齿轮37啮合的传动齿条302,通过不完全齿轮37与上下两侧的传动齿条302依次啮合,从而能够带动移动条39、椭圆形环架301前后的滑动。
参见图3所示,所述第一传动机构包括有设置在所述喷淋管5其中一端上的齿轮41,在所述连接板4外侧前后滑动有能与所述齿轮41啮合的齿条42,所述齿条42与右侧的驱动组件38固定连接,左侧的驱动组件38带动齿条42前后往复移动,进而通过齿轮41使喷淋管5往复的摆动。
参见图5所示,所述第二传动机构包括有设置在所述药水箱2其中一个转动轴上且向上延伸竖直设置的延伸条51,在所述延伸条51上贯通设有竖向滑槽52,在左侧的驱动组件38上设有导向圆柱53,所述导向圆柱53活动设置在所述竖向滑槽52内,右侧的驱动组件38带动导向圆柱53前后往复移动,进而通过延伸条51上的竖向滑槽52,使药水箱2的转动轴往复摆动,实现药水箱2的前后往复摆动。
参见图4、图6所示,所述切换机构包括有设置在所述安装座31上的推杆电机61,在所述推杆电机61的推动杆上设有移动件62,在所述移动件62一侧设有U形卡槽63,在所述套筒34上设有圆环体64,所述圆环体64的外壁面设置在所述U形卡槽63内,当需要进行切换时,通过推杆电机61带动移动件62移动,而套筒34上的圆环体64位于U形卡槽63内,进而连同圆环体64、套筒34、不完全齿轮37移动,使不完全齿轮37从左侧的驱动组件38移动至右侧的驱动组件38上,从而实现切换。
参见图3所示,所述弹性组件8包括有设置在所述机架1前后两侧且位于所述药水箱2下方的支撑板71,在所述支撑板71之间连接有弹簧72,当喷淋管5摆动喷淋时,药水箱2能处于水平平行的状态,能够使药水箱2内的药水更好的浸泡PCB板件。
本发明的具体工作原理如下:
将待蚀刻的PCB板放入药水箱2内,电机32工作,此时不完全齿轮37与左侧的驱动组件38连接,不完全齿轮37与上下两侧的传动齿轮302依次啮合,从而使椭圆形环架301、移动条39、齿条42前后往复移动,齿条42与齿轮41啮合,从而带动喷淋管5往复摆动进行喷淋;再后,推杆电机61工作,通过移动件62上的U形卡槽63带动圆环体64、套筒34、不完全齿轮37向右移动,此前不完全齿轮37与左侧的驱动组件38脱离,与右侧的驱动组件38连接,当电机32带动不完全齿轮37转动时,此时右侧的驱动组件38带动导向圆柱53前后往复移动,进而通过延伸条51上的竖向滑槽52,使药水箱2的转动轴往复摆动,实现药水箱2的前后往复摆动,通过喷淋管5和药水箱2的双摆动,蚀刻精度可提高60%,腐蚀精度最高达到±1丝;当PCB蚀刻完后,抽真空机构200工作,泵体22将药水从药水箱2中抽出,高速流动的药液通过射流器24时会在其内部的混气室内形成真空,此时射流器24的混气室与外部形成负压,通过吸液嘴26将外部PCB板上的药水吸入导气管25,达到最佳的吸水效果。
以上显示和描述了本发明的基本原理和主要特征以及本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种5G通信用宏微基站高频高速PCB板及其制备工艺
- 一种5G通信用宏/微基站高频高速PCB板制备用蚀刻设备