三通管侧管口自动加工成型设备
文献发布时间:2023-06-19 11:27:38
技术领域
本发明涉及一种三通管侧管口自动加工成型设备。
背景技术
三通管侧边管口加工时,通常采用对管材进行冲孔、拉拔孔分步加工,采用半球形成型头塞入侧壁冲孔后的管材内部,将拉拔杆端部穿入冲出的通孔中并与成型头连接,然后通过拉拔设备将成型头从通孔中拉出以成型三通管侧部通孔部,但是该加工方法效率低下。
发明内容
本发明所要解决的技术问题是:提供一种高效成型的三通管侧管口自动加工成型设备。
为解决上述技术问题,本发明所采用的技术方案为:一种三通管侧管口自动加工成型设备,包括机台,机台上设有托承待加工管材的下压料模,机台上设有立座,立座上设有竖直向下布置的压料气缸,压料气缸的活塞杆端部设有压紧待加工管材的上压料模;机台上在立座旁设有沿待加工管材轴向滑动的侧边滑动座以及驱动侧边滑动座切换位置的侧边驱动机构,侧边滑动座上沿待加工管材轴向并列设有用冲头对待加工管材进行冲孔加工的冲孔装置、对冲孔后的位置进行加热的加热装置、对钢球挤出成型后的孔口进行修整的管口修整装置;机台上在下压料模一端设有沿待加工管材轴向设置的冲孔滑动座,冲孔滑动座上设有沿待加工管材轴向设置的上滑座以及驱动上滑座的上油缸,上滑座上设有伸入待加工管材中以配合对管材侧边进行冲孔的冲孔芯棒,冲孔芯棒上设有与冲头配合的贯穿的成型孔,冲孔芯棒上在成型孔远离冲头的一侧孔口处设有废料出槽,机台上设有驱动冲孔滑动座的芯棒油缸;冲孔芯棒的端部呈沿远离冲头方向芯棒油缸侧倾斜的斜面状;机台上在下压料模另一端设有沿待加工管材轴向设置的挤料滑动座,挤料滑动座上设有伸入待加工管材中与冲孔芯棒配合将钢球从管材侧边挤出的挤料芯棒,机台上设有驱动挤料滑动座的挤料油缸;挤料芯棒的端面呈沿靠近冲头方向挤料油缸侧倾斜的斜面状;立架上设有将挤出三通用的钢球在下压料模侧边出口处与下压料模端部进口处进行循环输送的钢球传输装置。
作为一种优选的方案,侧边驱动机构包括位于机台上在立座旁设置的沿待加工管材轴向布置的驱动滑轨,所述侧边滑动座设置在驱动滑轨上,所述机台上设有驱动侧边滑动座运动的丝杠机构以及与丝杠机构连接的丝杠电机。
作为一种优选的方案,所述冲孔装置包括设置在侧边滑动座上的冲孔油缸,冲孔油缸的活塞杆端部设有冲头。
作为一种优选的方案,所述加热装置包括设置在侧边滑动座上的沿待加工管材径向滑动的加热座以及驱动加热座的加热油缸,加热座上设有高频淬火装置。
作为一种优选的方案,所述管口修整装置包括设置在侧边滑动座上的沿待加工管材径向滑动的修整座以及驱动修整座的修整油缸,修整座上设有修整电机,修整电机的出力轴上设有修整刀头。
作为一种优选的方案,所述侧边滑动座上还设有扩口装置,扩口装置包括设置在侧边滑动座上的沿待加工管材径向滑动的扩口座以及驱动扩口座的扩口油缸,扩口座上设有扩口电机,扩口电机的出力轴上设有扩口模头。
作为一种优选的方案,所述钢球传输装置包括竖直并列设置在设备的机台上的传送管以及落球管,机台上设有在传送管中从下向上推顶钢球的推送油缸,推送油缸的活塞杆端部从下往上伸入传送管中,传送管下段侧壁上设有钢球进口,机台上在钢球挤出位置下方设有托承钢球并将其导送至钢球进口的下导向槽,传送管的上段侧壁上设有钢球出口,落球管上端口位置低于钢球出口,设备上用于安装连接上压料模的立架上设有连通钢球出口与落球管上端口的上导向槽,立架上在上导向槽上设有阻止钢球通过的挡板,以及驱动挡板转动的翻转气缸,机台上在传送管下方设有将钢球传送至下压料模上待加工管材端部的端部导向槽。
本发明的有益效果是:本设备可以自动完成冲孔加工,并通过挤出钢球实现三通上侧管口的成型,且钢球循环使用,使得设备高度自动化,大大提高了加工效率。
由于侧边滑动座上设有对冲孔后的位置进行加热的加热装置,使得钢球挤出更为容易,且孔口不易开裂,提高了加工质量。由于侧边滑动座上设有对钢球挤出成型后的孔口进行修整的管口修整装置,进一步提高了加工质量。
由于侧边滑动座上还设有扩口装置,可对管端进行扩口加工,以生产更多规格的三通。
附图说明
图1是本发明的主视结构示意图。
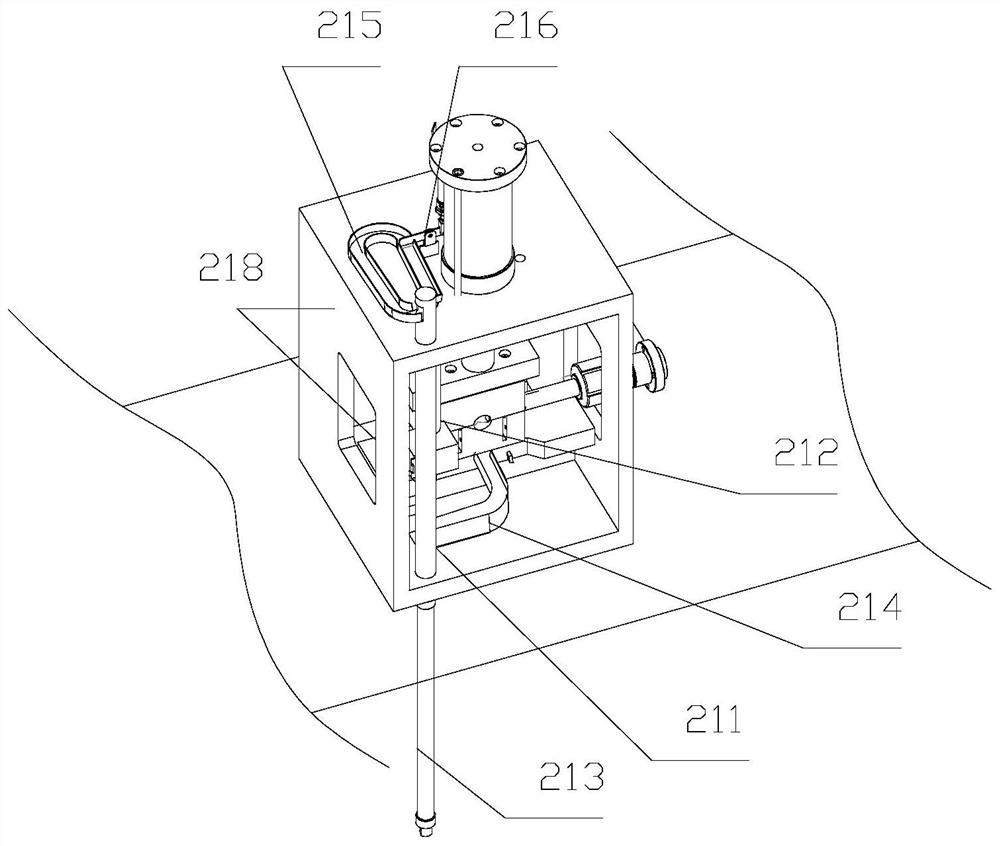
图2是本发明中钢球传输装置部分的立体结构示意图。
图3是本发明中钢球传输装置部分的另一角度立体结构示意图。
图1至图3中:1.机台,2.下压料模,3.立座,4.压料气缸,5.上压料模;6.驱动滑轨,7.丝杠机构,8.侧边滑动座,9.丝杠电机;10.冲孔装置、101.冲孔油缸;11.加热装置、111.加热座,112.加热油缸,113.高频淬火装置;
12.管口修整装置;121.修整座,122.修整油缸,123.修整电机;13.冲孔滑动座,14.芯棒油缸,15.上滑座,16.上油缸,17.冲孔芯棒,18.挤料滑动座,19.挤料芯棒,20.挤料油缸;
21.钢球传输装置;211.传送管,212.落球管,213.推送油缸,214.下导向槽,215.上导向槽,216.挡板,217.翻转气缸,218.端部导向槽。
具体实施方式
下面结合附图,详细描述本发明的具体实施方案。
如图1-3所示,一种三通管侧管口自动加工成型设备,包括机台1,机台1上设有托承待加工管材的下压料模2,机台1上设有立座3,立座3上设有竖直向下布置的压料气缸4,压料气缸4的活塞杆端部设有压紧待加工管材的上压料模5;机台1上在立座3旁设有沿待加工管材轴向滑动的侧边滑动座8以及驱动侧边滑动座8切换位置的侧边驱动机构。侧边驱动机构包括位于机台1上在立座3旁设置的沿待加工管材轴向布置的驱动滑轨6,所述侧边滑动座8设置在驱动滑轨6上,所述机台1上设有驱动侧边滑动座8运动的丝杠机构7以及与丝杠机构7连接的丝杠电机9。侧边滑动座8上沿待加工管材轴向并列设有用冲头对待加工管材进行冲孔加工的冲孔装置10、对冲孔后的位置进行加热的冲加热装置11、对钢球挤出成型后的孔口进行修整的管口修整装置12;
冲孔装置10包括设置在侧边滑动座8上的冲孔油缸101,冲孔油缸101的活塞杆端部设有冲头。
冲加热装置11包括设置在侧边滑动座8上的沿待加工管材径向滑动的加热座111以及驱动加热座111的加热油缸112,加热座111上设有高频淬火装置113。
管口修整装置12包括设置在侧边滑动座8上的沿待加工管材径向滑动的修整座121以及驱动修整座121的修整油缸122,修整座121上设有修整电机123,修整电机123的出力轴上设有修整刀头。
机台1上在下压料模2一端设有沿待加工管材轴向设置的冲孔滑动座13,冲孔滑动座13上设有沿待加工管材轴向设置的上滑座15以及驱动上滑座15的上油缸16,上滑座15上设有伸入待加工管材中以配合对管材侧边进行冲孔的冲孔芯棒17,冲孔芯棒17上设有与冲头配合的贯穿的成型孔,冲孔芯棒17上在成型孔远离冲头的一侧孔口处设有废料出槽,机台1上设有驱动冲孔滑动座13的芯棒油缸14;冲孔芯棒17的端部呈沿远离冲头方向芯棒油缸14侧倾斜的斜面状;机台1上在下压料模2另一端设有沿待加工管材轴向设置的挤料滑动座18,挤料滑动座18上设有伸入待加工管材中与冲孔芯棒17配合将钢球从管材侧边挤出的挤料芯棒19,机台1上设有驱动挤料滑动座18的挤料油缸20;挤料芯棒19的端面呈沿靠近冲头方向挤料油缸20侧倾斜的斜面状;
立架上设有将挤出三通用的钢球在下压料模2侧边出口处与下压料模2端部进口处进行循环输送的钢球传输装置21。
钢球传输装置21包括竖直并列设置在设备的机台1上的传送管211以及落球管212,机台1上设有在传送管211中从下向上推顶钢球的推送油缸213,推送油缸213的活塞杆端部从下往上伸入传送管211中,传送管211下段侧壁上设有钢球进口,机台1上在钢球挤出位置下方设有托承钢球并将其导送至钢球进口的下导向槽214,传送管211的上段侧壁上设有钢球出口,落球管212上端口位置低于钢球出口,设备上用于安装连接上压料模5的立架上设有连通钢球出口与落球管212上端口的上导向槽215,立架上在上导向槽215上设有阻止钢球通过的挡板216,以及驱动挡板216转动的翻转气缸217,机台1上在传送管211下方设有将钢球传送至下压料模2上待加工管材端部的端部导向槽218。
三通加工时,人工或自动送料装置将待加工管材送至下压料模2上,压料气缸4带动上压料模5下行压紧管材,芯棒油缸14带动冲孔滑动座13向靠近管材方向运动,同时上油缸16带动上滑座15向靠近管材方向运动,使得冲孔芯棒17伸入待加工管材中且冲孔芯棒17上成型孔与管材待冲孔位置相配合;接着丝杠电机9带动丝杠机构7调整侧边滑动座8位置使得冲孔装置10与管材待冲孔位置相对应;然后冲孔油缸101带动冲头对管材进行侧壁冲孔加工;冲孔结束后,冲孔油缸101带动冲头退回,且上油缸16带动上滑座15向远离管材方向运动,使得冲孔芯棒17端部位于管材上冲出的侧壁通孔旁;
接着钢球传输装置21的挡板216打开将钢球由上导向槽215经落球管212送至待加工管材端部处的端部导向槽218中;
接着丝杠电机9带动丝杠机构7调整侧边滑动座8位置使得冲加热装置11与管材冲孔位置相对应;加热油缸112驱动加热座111靠近管材,高频淬火装置113对冲孔处管壁进行加热;加热完成后加热油缸112驱动加热座111远离管材;
接着挤料油缸20带动挤料滑动座18运动将挤料芯棒19及钢球推入管材中,挤料芯棒19端部与冲孔芯棒17端部相配合将钢球从冲孔位置挤出,钢球落至下导向槽214中并传送至传送管211内;接着推送油缸213的活塞杆伸出将钢球从传送管211上部送出至上导向槽215中并由挡板216挡住;
接着丝杠电机9带动丝杠机构7调整侧边滑动座8位置使得管口修整装置12与管材冲孔位置相对应;然后修整油缸122带动修整电机123向靠近管材方向运动,修整电机123带动修整刀头对管材侧壁管口位置从而进行修整加工;修整加工结束后,修整油缸122带动修整电机123及修整刀头退回;
然后芯棒油缸14带动冲孔滑动座13向远离管材方向运动,使得冲孔芯棒17脱出待加工管材,存于废料出槽中的冲孔时的废料跟随排出;挤料油缸20带动挤料滑动座18向远离管材方向运动使得挤料芯棒19从管材中脱出;
最后,压料气缸4带动上压料模5上行,加工后的管材通过人工或自动下料装置取出;从而完成侧管口加工。
上述的实施例仅例示性说明本发明创造的原理及其功效,以及部分运用的实施例,而非用于限制本发明;应当指出,对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
- 三通管侧管口自动加工成型设备
- 三通管侧管口自动加工成型设备用成型钢球传输装置