催化剂载体
文献发布时间:2023-06-19 11:32:36
技术领域
本发明涉及用于填充床的填充构件,特别是用于催化剂的载体。更具体地,本发明涉及用于诸如蒸汽重整和直接还原铁生产等工艺中的陶瓷催化剂载体和负载型催化剂。
背景技术
诸如蒸汽重整和直接还原铁生产等工业生产工艺中使用的金属催化剂在被细分为小颗粒以增加金属表面积的情况下将更具活性。通过在耐火载体上散布金属颗粒,可以在这样的反应期间保持较大的金属表面积。在这样的工艺中使用催化剂载体的另一个优势是,只需要少量较昂贵的催化金属就可以分散到大量丰富而廉价的载体材料上,从而大大降低了商业规模所需的催化材料的成本。
在许多这样的工艺中,需要催化剂的反应是非常快的,并且限于球粒表面。因此,反应将取决于负载型催化剂的几何表面积。另外,在这样的工艺中,具有低内表面积(BET)和如此小的内部孔体积的负载型催化剂通常会经受较低的活性。载体的强度也很重要,因为在负载型催化剂的装载、操作和排出过程中破裂会降低活性并增加延迟和成本。例如,在用于直接还原铁(DRI)的Midrex工艺中,催化剂会经受高水平的机械处理和热循环,蒸汽重整催化剂也一样。此外,负载型催化剂应在保持低压降的同时提供良好的传热特性。
在这样的工业生产工艺中,用于催化剂的载体通常通过陶瓷粉末的挤出、造粒或粒化,然后煅烧生坯来制备。
但是,已经发现,这样的方法只能提供受限的载体的几何和物理性质。例如,这样的载体可以实现高强度,但前提是以几何表面积低和孔隙率差为代价。
因此,需要具有所需性质的更佳组合的改进的催化剂载体。这样的改进的催化剂也应该能够经济地生产。因此,本发明的各方面的目的是解决上述或其他问题中的一个或多个。
发明内容
根据本发明的第一方面,提供了一种用于填充床的填充构件,优选是用作填充床反应器中的催化剂载体的载体,其中所述填充构件包括陶瓷材料,并且其中所述填充构件的单位体积的几何表面积≥0.7cm
填充构件可以是催化剂载体,合适地是陶瓷催化剂载体。
填充构件的单位体积的几何表面积(GSA)可以≥0.7cm
填充构件的单位体积的几何表面积可以≥1.5cm
填充构件的单位体积的几何表面积可以≥3cm
本文的单位体积的GSA是通过测量填充构件的外部尺寸(包括所有宏观结构和表面结构的特征)并计算表面积而计算出的。然后将计算出的表面积除以计算出的填充构件的体积。可以使用合适的3D建模软件来快速准确地提供这些计算。
本文的侧压强度由以kgf为单位的值表示。这是在两个最小直径为80mm的平行的平坦硬钢板之间挤压并压碎时,在样品被破坏的时间点所记录的最大载荷。一块板固定至荷重元和记录装置,另一块板连接至以5mm/min的受控速度移动的滑枕上。进行初步试验以确定填充构件最脆弱的维度。然后在最弱的方向上进行侧压试验。
填充构件的孔隙率可以≥6%,优选≥15%,更优选≥20%,最优选≥25%。填充构件的孔隙率可以为6至50%,优选为15至40%,更优选为20至35%,最优选为25至30%。合适地,载体的孔隙率≥15%,更优选≥20%,最优选≥25%。载体的孔隙率可以为15至50%,更优选为20至40%,最优选为25至35%。
本文的孔隙率通过压汞孔隙率法测量,使用ASTM D4284-12(2017)e1,通过压汞孔隙率法确定催化剂和催化剂载体的孔体积分布的标准测试方法进行。
填充构件合适地具有宏观结构和在宏观结构外表面上的表面结构。
宏观结构可以是如下的形式:多叶,例如三叶、四叶或五叶;环形;球体;立方体;长方体;圆柱体;或齿轮。
齿轮宏观结构包括径向地向外延伸的若干个齿部(castellation)。当将齿部排除在外时,齿轮宏观结构可具有包括基本上圆形、三角形、正方形或矩形等的横截面。齿部的至少一些且优选全部可以沿着齿部的深度和/或宽度逐渐变小,优选地,每个齿部都在与齿轮的其他齿部相同的方向上逐渐变小,合适地,齿部的最宽和最深的位点都朝向齿部的同一端。
宏观结构可具有凹陷的上表面和/或下表面,适当地,上表面和/或下表面的至少30%是凹陷的,例如至少40%或至少50%。将理解的是,根据本发明,延伸穿过宏观结构的孔不是上表面和/或下表面中的凹陷。
有利的是,已经发现具有逐渐变小的齿部和/或凹陷的上表面或下表面的齿轮宏观结构提供了改进的填充密度,同时减少了互锁。
球形宏观结构可在宏观结构的外表面上包括至少一个线状槽,例如至少两个、至少三个或至少四个线状槽。优选地,球形宏观结构包括至少两个平行的线状槽,例如至少三个或至少四个。优选地,所述槽的横截面基本上是半球形的。
宏观结构可以是整块结构,或者包括一个或多个延伸穿过宏观结构的孔。优选地,填充构件包括至少一个延伸穿过宏观结构的孔,更优选地,宏观结构包括至少三个孔。宏观结构可以是蜂窝结构。宏观结构的孔可以是直线切削的或琢面的。
填充构件可包括若干个表面结构,适当地包括若干个重复的表面结构。优选地,填充构件包括至少5个表面结构,适当地包括重复的表面结构部分,更优选至少10个,例如至少15个,或至少20个,最优选至少25个。
表面结构是指载体上的凸起和/或凹陷部分,所述凸起和/或凹陷部分的高度显著小于填充构件的宏观结构的宽度/直径。这样的表面结构可以被认为是在填充构件的宏观结构上的表面纹理。可以认为表面结构不包括微观表面粗糙度。例如,填充构件可以是宽度为32mm和长度为50mm的立方形宏观结构。该填充构件的外表面可以包括若干个表面结构,该若干个表面结构为若干个重复的相同的离散丘的形式,其中每个丘的高度为2mm。应当理解,根据本发明,宏观结构的正常特征,例如齿轮的若干个齿部或多叶的叶不被认为是表面结构。
表面结构可以是脊和/或丘的形式。
脊可以是环形脊的形式,其中所述环形脊不限于圆形。环形脊可以是基本上圆形或规则凸多边形的形式,例如三角形、正方形、五边形、六边形、七边形、八边形、九边形或十边形。优选地,环形脊为规则凸多边形的形式,更优选为五边形、六边形或七边形,最优选为六边形。在环形脊之间延伸的表面结构的部分可以是平坦的、倾斜的和/或弯曲的。例如,在环形脊之间延伸的表面结构的部分可以是倒棱锥的形式。表面结构可以包括若干个连接的环形脊结构,适当地包括互连的环形脊结构,使得至少第一环形表面结构的脊形成第二环形表面结构的一部分。
丘形式的表面结构可凹陷到宏观结构中或从宏观结构向外突出。丘可以是弯曲的、棱锥形的和/或阶梯状丘。阶梯状丘可包括2至10个阶梯,例如3至8个阶梯。丘可以互连,使得相邻的丘邻接或合并在一起。
填充构件的表面结构的高度平均值可以高达10mm,优选地高达7mm,更优选地高达6mm,最优选地高达5mm。
填充构件的表面结构的高度平均值可以是至少0.1mm,例如至少0.3mm,优选地至少0.5mm,更优选地至少0.7mm,最优选地至少0.8mm。使用具有测深功能的游标卡尺来测量本文中的表面结构的高度。
填充构件的最大维度可以高达1000mm,例如高达750mm或高达500mm,优选地高达400mm。填充构件可包括至多500mm,例如至多300mm,或至多200mm,优选地至多150mm,更优选地至多100m,最优选地至多50mm的宽度/直径。
填充构件的表面结构的高度平均值可以是填充构件的宽度/直径的高达40%,例如,高达30%,优选地高达25%,更优选地高达20%,并且最优选地高达15%。
这些表面结构可以在填充构件的至少两个表面上延伸,例如在至少侧表面以及顶表面和/或底表面上延伸。
表面结构可以在填充构件的侧表面的至少50%上延伸,例如在填充构件的侧表面的至少60%,优选地至少70%,更优选地至少80%并且最优选地至少85%上延伸。表面结构可以在填充构件的外表面的至少50%上延伸,例如在填充构件的外表面的至少60%,优选地至少70%,更优选地至少80%并且最优选地至少85%上延伸。在表面结构包括一系列重复的脊(例如环形脊)的情况下,即使当该表面基本平坦或脊并未互连时,对于此计算,在脊之间延伸的表面也作为该表面结构的一部分被包括在内。
有利地,本发明的填充构件提供了改进的几何表面积,同时仍然提供了优异的强度。此外,可以在保持相同形状的同时改变本发明的填充构件的强度和/或孔隙率,从而减少重新设计的需要和成本。此外,本发明的填充构件可提供高度多孔的载体,同时仍提供优异的强度。最有利地,本发明的填充构件可提供改进的几何表面积,同时具有优异的强度和高孔隙率水平。本发明的填充构件的改进的几何表面积对于催化反应是基于表面的应用是特别有利的。
本发明的填充构件还可以提供高传热系数,同时提供其他改进的性质,例如改进的填充。
本发明的填充构件还可以用于提供具有低压降的优异的填充特性。本发明的填充构件可以提供改进的填充密度,同时保持最佳的气流。
本发明的填充构件可以是铸造的填充构件,例如凝胶铸造的填充构件。优选地,在填充构件的模制步骤期间,即形成填充构件的生坯的步骤中,适当地通过以模具形状提供的恰当成型来形成填充构件的表面结构。因此,优选地表面结构不是在填充构件的生坯的模制之后后制作的。
根据本发明的第二方面,提供了一种用于填充床的填充构件,优选是用作填充床反应器中的催化剂载体的载体,其中所述填充构件可通过对包含陶瓷材料、有机粘合剂组分和可选的成孔组分的组合物进行凝胶铸造来获得。
本发明的第二方面的合适特征如以上关于本发明的第一方面所述。
第一或第二方面的填充构件可以由铸造的模制组合物形成,优选地由凝胶铸造的模制组合物形成。填充构件可由包含有机粘合剂组分、陶瓷材料和可选的成孔组分的模制组合物形成。
有机粘合剂组分可操作以在填充构件的模制之后从填充构件基本除去,优选通过热处理被基本除去,更优选在填充构件的煅烧期间被基本上除去。
有机粘合剂组分可包含可聚合组分,所述可聚合组分合适地包括可聚合单体和交联成分,其中所述粘合剂组分可操作以聚合成(共)聚合物。
可聚合单体可以包括一种或多种类型的烯键式不饱和单体,例如丙烯酸单体或其衍生物(例如丙烯酰胺单体),和/或乙烯基单体,例如选自甲基丙烯酰胺(MAM)、N-(羟甲基)丙烯酰胺(hMAM)、羟乙基丙烯酰胺(hEAM)和/或N-乙烯基-2-吡咯烷酮(NVP)中的一种或多种的单体。优选地,可聚合单体包括一种或多种丙烯酰胺单体,更优选包括选自甲基丙烯酰胺(MAM)、N-(羟甲基)丙烯酰胺(hMAM)和羟乙基丙烯酰胺(hEAM)中的一种或多种的单体。最优选地,可聚合单体包括MAM。
交联成分可选自:二烯键式不饱和单体,例如二丙烯酸单体或其衍生物,例如二丙烯酰胺单体;丙烯酸盐和/或聚乙二醇取代的丙烯酸单体中的一种或多种。交联成分可以选自聚(乙二醇)二甲基丙烯酸酯(PEGDMA)、N,N'-亚甲基双(丙烯酰胺)(BIS)、丙烯酸铵和PEG甲基乙基甲基丙烯酸酯(PEGMEM)中的一种或多种,优选聚乙二醇二甲基丙烯酸酯(PEGDMA)和N,N’-亚甲基双(丙烯酰胺)(BIS)中的一种或多种。
有机粘合剂组分可以由40至95wt%的可聚合单体和60至5wt%的交联成分形成,例如由50至90wt%的可聚合单体和50至10wt%的交联成分形成、或由55至85wt%的可聚合单体和45至15wt%的交联成分形成、或由60至80wt%的可聚合单体和40至20wt%的交联成分形成,例如由65至75wt%的可聚合单体和35至25wt%的交联成分形成。
该组合物可以进一步包含可用于促进粘合剂组分聚合的聚合促进剂。聚合促进剂可以是任何合适的促进剂。例如,促进剂可以是四甲基乙二胺(TEMED)。
该组合物可以进一步包含引发剂,该引发剂可操作以引发粘合剂组分的聚合。引发剂可以是任何合适的引发剂。引发剂可以是自由基引发剂。例如,引发剂可以是过硫酸铵和/或过硫酸钾。
成孔材料可操作以在填充构件的模制之后从填充构件去除,优选通过热处理被去除,更优选在填充构件的煅烧期间被除去。成孔材料可以选自微珠、淀粉、籽和/或纤维素中的一种或多种。
成孔材料的粒度分布可以为:D10为5至100μm,优选为10至75μm,更优选为15至50μm,最优选为20至40μm。成孔材料的D50可以为50至200μm,优选为75至175μm,更优选为90至160μm,最优选为100至150μm。成孔材料的D90可以为120至300μm,优选为150至270μm,更优选为170至250μm,最优选为185至235μm。
陶瓷材料可以是耐火陶瓷材料。陶瓷材料可以包括氧化铝、硅酸铝、铝酸镁、铝酸钙、氧化锆、二氧化硅、钛酸盐、碳和/或氧化镁。
陶瓷材料的粒度分布可以为:D10为0.1至20μm,优选为0.5至10μm,更优选为1至5μm,最优选为1.5至3μm。成孔材料的D50可以为0.5至30μm,优选为1至25μm,更优选为1.5至20μm,最优选为2至15μm。成孔材料的D90可以为10至100μm,优选为15至80μm,更优选为20至70μm,最优选为25至60μm。
陶瓷材料可以是陶瓷粉末。陶瓷粉末可以是球磨或喷雾干燥的。有利地,已经发现球磨或喷雾干燥的陶瓷粉末提供了更容易铸造的性能。
组合物或填充构件可以包含促进剂,其可用于增加主要反应的反应性和/或减少不希望的副反应。促进剂可以选自镧,铜,镁,锰,钾,钙,锆,钡,铈,钠,锂,钼,钇,钴和铬的氧化物中的一种或多种。
该组合物可以进一步包含媒介(carrier),例如水性媒介。合适地,该组合物是水性陶瓷浆料。
该组合物可以包含其他添加剂。例如,该组合物可以包含分散剂,例如聚合物的盐,例如聚丙烯酸的盐,优选聚丙烯酸的铵盐。合适的分散剂可以选自Ecodis P90、NarlexLD42和Dispex A40中的一种或多种。
该组合物可包含该组合物的干重的0.1至10%的可聚合单体,优选0.5至8wt%,更优选1至6wt%,例如1.5至5wt%,最优选2至4wt%。
该组合物可包含该组合物的干重的0.1至10%的交联成分,优选0.5至8wt%,更优选0.75至6wt%,例如1至5wt%,最优选1至4wt%。
该组合物可包含该组合物的干重的50至95%的陶瓷材料,优选50至90wt%,更优选55至85wt%,最优选60至80wt%。填充构件可包含该组合物的干重的至少75%的陶瓷材料,优选至少85wt%,更优选至少90wt%,例如至少95wt%,最优选至少97wt%的陶瓷材料。
该组合物可包含该组合物的干重的>0至40%的成孔成分,优选0.5至30wt%,更优选2至25wt%,例如3至20wt%,最优选4至15wt%。
该组合物可包含该组合物的干重的0.1至5%的引发剂,优选0.5至4wt%,更优选0.75至3.5wt%,最优选1至3wt%。
该组合物可以包含该组合物的干重的至多5%的促进剂,优选至多3wt%,更优选至多2wt%,最优选至多1.5wt%。
该组合物可包含该组合物的干重的0.1至10%的分散剂,优选0.5至8wt%,更优选0.75至6wt%,最优选1至5wt%。
该组合物的固体含量可以为该组合物的总重的45至99%,例如50至95wt%,优选55至90wt%,最优选60至85wt%。
该组合物可以通过将预形成的水性粘合剂组分与陶瓷组合物结合而形成。水性粘合剂组分适当地包含可聚合单体、交联成分和水。
本发明的填充构件可以是惰性填充构件。因此,惰性填充构件可以基本上不含催化材料。有利地,在催化剂床中使用根据本发明的惰性填充构件提供了改进的传热和气流湍流,这有助于使沿着反应器的更深远的反应介质处于适合于所需反应的温度。
本发明的填充构件或载体可以是包含有催化材料的负载型催化剂。所述催化材料可适当地操作以在应用了负载型催化剂的所需工艺中提供催化活性。
根据本发明的第三方面,提供了一种负载型催化剂,其中所述负载型催化剂包括陶瓷材料和催化材料,并且其中所述负载型催化剂的单位体积的几何表面积≥0.7cm
根据本发明的第四方面,提供了一种负载型催化剂,其中所述负载型催化剂可通过对包含陶瓷材料、有机粘合剂组分和可选的成孔组分的组合物进行凝胶铸造来获得。
本发明的第三方面和第四方面的合适特征如以上关于本发明的第一方面和第二方面所述。
催化材料可包含选自过渡金属(合适地,过渡金属氧化物)和/或贵金属(合适地,其合金)中的一种或多种的金属。催化材料可包含选自铁,镍,银,金,铂,钌,钒,钼和钴中的一种或多种的金属。
根据本发明的第五方面,提供了一种生产填充构件的方法,所述填充构件例如是载体或负载型催化剂,合适地是根据本发明的第一或第二方面的填充构件或根据本发明的第三或第四方面的负载型催化剂,所述方法包括以下步骤:
a.使得用于生成填充构件或负载型催化剂的组合物与引发剂和可选的聚合促进剂接触,所述组合物合适地是关于第一或第二方面限定的组合物;
b.将步骤(a)的所得组合物布置在模具中;
c.将所述组合物脱模以生成生坯,
d.可选地,在室温下干燥生坯或在升高的温度下烘烤所述生坯;
e.煅烧所述生坯;
f.可选地,用催化材料浸渍填充构件。
该组合物在布置在模具中之前可以混合成均匀的浆料,适当地,在添加引发剂和可选的促进剂之前混合。该组合物在添加引发剂和可选的促进剂之后可以混合成均匀的浆料。
模具优选是铸模。模具可操作以在生坯上形成表面结构。
步骤(c)生成的生坯可以通过在≥40℃,例如在≥50℃或≥55℃或≥60℃下烘烤生坯来干燥。适当地,生坯可以被烘烤≥10小时,例如≥15小时或≥20小时,例如≥24小时。
可以在≥1000℃,优选≥1200℃,更优选≥1400℃,最优选≥1500℃下煅烧生坯。适当地,烧制生坯,直到基本上所有的粘合剂和成孔组分都已从载体或负载型催化剂除去。
可以通过将填充构件浸泡在催化材料的溶液中,来用催化材料浸渍填充构件。经浸泡的填充构件可在浸泡后进行干燥。
有利地,本发明使得载体或负载型催化剂生坯能够在它仍然是比较类似橡胶的形式的时候从模具中移除,从而易于处理。与其他类型的铸造技术相比,这导致了更低的报废率。
根据本发明的第六方面,提供了一种生产填充构件的方法,所述填充构件例如是用于催化剂的载体或负载型催化剂,合适地是根据本发明的第一或第二方面的填充构件或根据本发明的第三或第四方面的负载型催化剂,所述方法包括以下步骤:
a.可选地,生成填充构件或载体催化剂的数字模型;
b.使用增材制造根据模型来生产前驱体,优选用3D打印机进行打印;
c.由前驱体形成铸模;
d.对模制组合物进行铸造模制以形成填充构件或负载型催化剂,所述模制组合物合适地是关于第一或第二方面限定的模制组合物;适当地根据本发明的第五方面的方法进行。
根据本发明的第七方面,提供了一种包括催化剂床的反应器,其中所述催化剂床包括根据本发明的第一或第二方面的填充构件,合适地为载体,和/或根据本发明的第三或第四方面的负载型催化剂。
根据本发明的第八方面,提供了一种包括催化剂床的反应介质,其中所述催化剂床包括根据本发明的第一或第二方面的填充构件和/或根据本发明的第三或第四方面的负载型催化剂。
合适地,反应器或反应介质用于生产合成气(例如氨、甲醇、氢、过氧化氢和/或羰基合成醇(oxoalcohol));直接还原铁(DRI);生产吸热气体;催化部分氧化;或自热重整。
根据本发明的第九方面,提供了根据本发明的第一或第二方面的填充构件用作催化剂载体的用途,所述填充构件合适地为载体。
根据本发明的第十方面,提供了一种生产合成气(例如氨、甲醇、氢、过氧化氢和/或羰基合成醇)的方法,该方法包括使用包含催化剂床的反应器来生产合成气,其中所述催化剂床包括根据本发明的第一或第二方面的填充构件和/或根据本发明的第三或第四方面的负载型催化剂。
根据本发明的第十一方面,提供了一种生产直接还原铁的方法,该方法包括使用包含催化剂床的反应器来生产直接还原铁,其中所述催化剂床包括根据本发明的第一或第二方面的填充构件和/或根据本发明的第三或第四方面的负载型催化剂。
根据本发明的第十二方面,提供了一种生产吸热气体的方法,该方法包括使用包含催化剂床的反应器,其中所述催化剂床包括根据本发明的第一或第二方面的填充构件和/或根据本发明的第三或第四方面的负载型催化剂。
根据本发明的第十三方面,提供了一种用于催化部分氧化的方法,该方法包括使用包含催化剂床的反应器,其中所述催化剂床包括根据本发明的第一或第二方面的填充构件和/或根据本发明的第三或第四方面的负载型催化剂。
根据本发明的第十四方面,提供了一种催化部分氧化的方法,该方法包括使用包含催化剂床的反应器,其中所述催化剂床包括根据本发明的第一或第二方面的填充构件和/或根据本发明的第三或第四方面的负载型催化剂。
根据本发明的第十五方面,提供了一种用于自热重整的方法,该方法包括使用包含催化剂床的反应器,其中所述催化剂床包括根据本发明的第一或第二方面的填充构件和/或根据本发明的第三或第四方面的负载型催化剂。
本文列举的任何数值范围旨在包括包含在其中的所有子范围。单数包含复数,反之亦然。例如,尽管在本文中提及“一种”载体、“一种”有机粘合剂、“一种”可聚合单体等,但是可以使用这些和任何其他组分中的每种的一种或多种。如本文所用,术语“聚合物”是指低聚物以及同聚物和共聚物,并且前缀“聚”是指两个或更多个。
本文包含的所有特征可以以任何组合方式与以上任何方面组合。
为了更好地理解本发明,并且为了示出本发明的实施方式可以如何付诸实施,现在将通过示例的方式参考以下实验数据和附图。
附图说明
图1a至图1c示出了不是根据本发明的两种负载型催化剂和一种惰性填充构件的透视图。
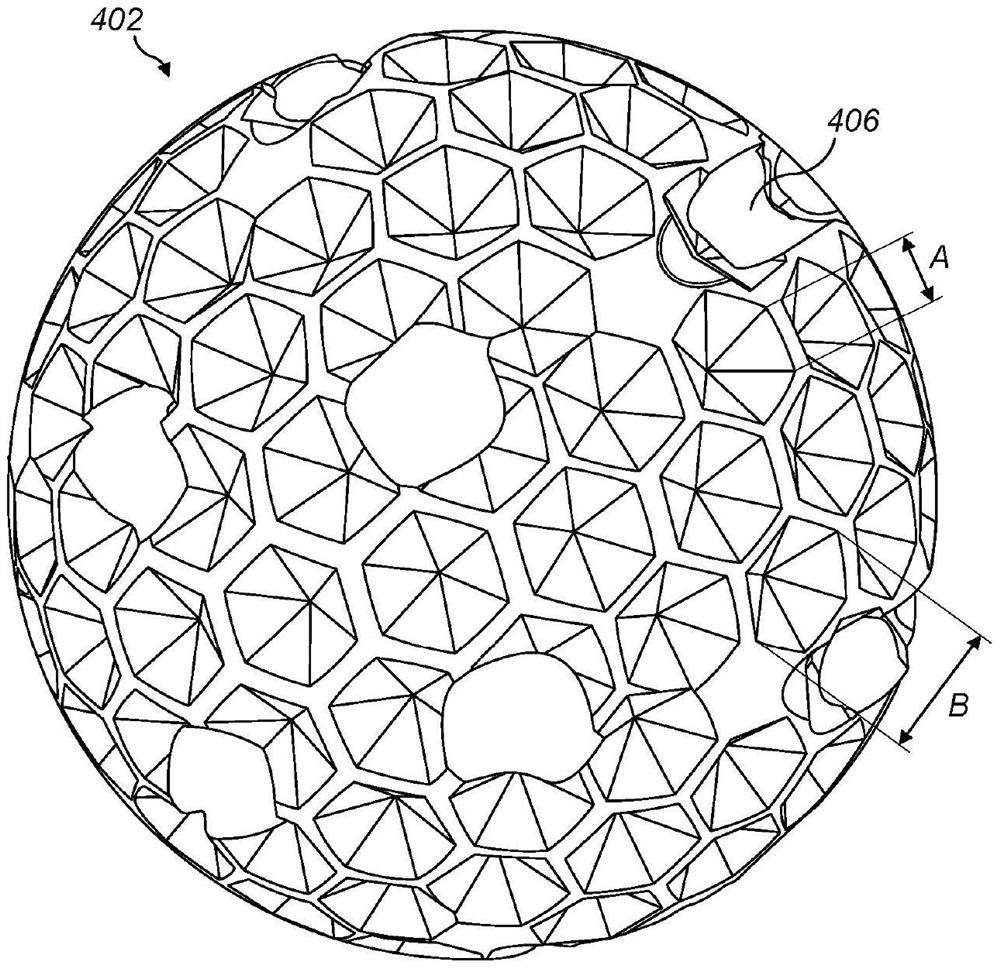
图2a至图2b分别示出了根据本发明的催化剂载体的第一实施方式的俯视图和透视图。
图3示出了根据本发明的催化剂载体的第二实施方式的透视图。
图4a-b示出了根据本发明的负载型催化剂的第一实施方式的透视图。
图5示出了根据本发明的负载型催化剂的第二实施方式的透视图。
图6示出了根据本发明的惰性填充构件的第一实施方式的透视图。
图7a-b分别示出了根据本发明的负载型催化剂的第四实施方式的侧视图和透视图。
具体实施方式
图1a示出了不是根据本发明的用于DRI生产的高活性负载型催化剂102,其具有没有表面结构的圆柱形齿轮宏观结构,并且具有延伸穿过载体的纵向长度的若干个孔104和从载体径向地向外突出的若干个间隔设置的纵向取向的齿部106。
图1b示出了不是根据本发明的用于DRI生产的半活性负载型催化剂202,其形状与负载催化剂102相同,不同之处在于,该负载型催化剂202仅具有一个纵向延伸的孔204,该孔是中心孔,并且是该负载型催化剂202大约是负载催化剂102的高度的两倍。
图1c示出了不是根据本发明的惰性填充构件302,该惰性填充构件302具有不具有表面结构的圆柱形宏观结构并且具有单个纵向延伸的中心孔304。
图2(a)和(b)示出了根据本发明的第一实施方式的载体402,其具有球形宏观结构,该球形宏观结构具有在载体的相对侧之间延伸的四个等距平行的孔404。载体402在载体的外表面上还具有四个等距平行的半球形槽406。每个槽的半径为2mm。载体402的外表面具有在基本上整个外表面上延伸的若干个相互连接的六边形脊表面结构408。六边形脊的内部宽度B是5.21mm,内部的每个侧边的长度A是2.61mm。在脊410的内边缘之间延伸的表面结构的部分由端部开放的倒置六棱锥形成。每个表面结构的深度为2mm。
图3示出了根据本发明的也具有球形宏观结构的载体502。载体502也具有在载体的相对侧之间延伸的四个等距平行的孔504和在载体502外表面上的四个等距平行的半球形凹槽506,每个凹槽的半径均为2mm。载体502的表面结构为两部分的形式,其具有在载体502的相对侧上延伸的若干个相互连接的六边形脊508。六边形脊的内部宽度D为6.93mm,内部的每个侧边的长度C为3.46mm。连接具有六边形表面结构的这两部分的是具有若干个基本上均匀间隔的平行的脊510形式的另外的表面结构。除了载体的宏观结构的弯曲之外,在脊508之间延伸的表面结构的部分512是基本平坦的。
图4a至图4b示出了根据本发明的用于DRI生产的高活性负载型催化剂602。负载型催化剂602具有与对比负载型催化剂102相似的宏观结构,相似之处在于负载型催化剂602的宏观结构具有圆柱形齿轮形状,其具有延伸穿过载体的纵向长度的若干个孔(总共5个)和从载体径向地向外突出的若干个间隔设置的纵向取向的齿部(总共10个)。负载型催化剂602的宏观结构与102的宏观结构的区别在于负载型催化剂602的宏观结构进一步在载体602的上表面中具有凹陷604。此外,齿轮的每个齿部的深度逐渐变小,使得负载型催化剂602具有从负载型催化剂602的底部处的最大外部宽度F(38.0mm)至上表面处的最小外部宽度E(35.1mm)。每个齿部进一步在宽度上从负载型催化剂602的底部的最宽位点到负载型催化剂602的上表面的最窄宽度逐渐变小。
与具有无表面结构的基本上光滑的外表面的负载型催化剂102不同,载体催化剂602具有在负载催化剂602的基本上整个外表面上延伸的表面结构。该表面结构通常为互连的六边形脊606的形式,其中在脊之间延伸的表面结构的部分608基本上是平坦的。
图5示出了根据本发明的用于DRI生产的半活性负载型催化剂702。负载型催化剂702具有与载体402相同的宏观结构,但是具有不同的表面结构。负载型催化剂702的表面结构为在负载型催化剂702的基本上整个外表面上延伸的若干个重叠的阶梯状丘704的形式。
图6示出了根据本发明的惰性填充构件802,其具有与负载型催化剂702相同的宏观结构和表面结构,除了构件802具有没有表面结构的光滑外表面。
图7a和7b示出了另一个实施方式的负载型催化剂902。催化剂902具有圆柱形宏观结构,该圆柱形宏观结构具有从负载型催化剂902的相对侧纵向延伸的四个等距平行的孔908,以及在负载型催化剂902的外表面上的四个等距凹槽904。每个凹槽沿着宽度从催化剂上表面的最大宽度到催化剂底表面的最窄宽度逐渐变窄。催化剂902具有若干个向上突出的六棱锥形表面结构丘906。表面结构906在除凹槽904的底表面和侧表面之外的负载型催化剂902的基本上所有侧表面和底表面上延伸。催化剂902的顶表面没有表面结构。
为了生产根据本发明的载体、负载型催化剂和惰性填充构件,使用3D建模对反应器进行建模以生成具有最佳宏观结构和表面特征的数字模型,以提供高几何表面积,同时具有优异的填充特性和低压降。
然后使用3D打印机进行增材制造,来生产可操作以生产所设计的填充构件的模具的前驱体。
然后将所打印的前驱体用于生产用于铸造所设计的填充构件的模具。将模具布置在模制设备上,并且制备并模制模制组合物。煅烧所得生坯,然后将其浸入包含催化材料的溶液中。
负载型催化剂实施例1
根据本发明的负载型催化剂实施例1是由模制组合物生产的,所述模制组合物是通过使用以下方法混合以下提供的组分而形成的。
将氧化铝粉末、成孔剂和分散剂混合以形成粉末混合物。将包含链形成单体、链连接单体和水的单体水溶液添加至粉末混合物中以形成水性浆料。然后将催化剂和引发剂添加到水性浆料中。所得浆料中每种组分的量为:
然后,将所得的水性浆料铸造到模具中。4-5分钟后,一旦当浆料胶凝成固体生坯时,就将其脱模。此时,生坯载体具有橡胶似的胶状的稠度。然后将生坯在室温下干燥24小时。然后将干燥的生坯烧至1450℃,此时粘合剂和成孔剂被燃烧掉,留下了固体多孔负载型催化剂。
然后将载体浸入含有催化材料Ni(NO
负载型催化剂实施例1具有根据如图4所示的负载型催化剂602的宏观结构和表面结构。负载型催化剂1是用于DRI生产的高活性催化剂,这是因为在载体上的催化材料的浓度高于其他实施例催化剂,这是通过将载体重复地浸入催化材料的水溶液中而实现的。
负载型催化剂实例2
负载型催化剂实施例2由与用于负载型催化剂实施例1相同的组成和方法制得,不同之处在于浸渍步骤仅进行两次。负载型催化剂实施例2具有根据如图5所示的负载型催化剂702的宏观结构和表面结构。负载型催化剂实施例2是用于DRI生产的半活性催化剂。
惰性填充构件实施例1
惰性填充构件实施例1是由与用于负载型催化剂实施例2相同的组成和方法制得的,不同之处在于不使用成孔剂并且填充构件没有浸入催化材料的溶液中。惰性填充构件实例1还具有无表面结构的光滑外表面。因此,负载型催化剂3用作用于DRI生产的惰性填充构件。
催化剂床实施例1
将负载型催化剂实施例1至2和惰性填充构件实施例1的部分层层组合以产生催化剂床实施例1。表1提供了每一层的性质。
表1-催化剂床实施例11
*OD1为35.1mm,OD2为38.0mm
**OD1为33mm,重量为27g.
***OD1为33mm,重量为27g.
对比负载型催化剂实施例1
由氧化铝基陶瓷组合物生产对比负载型催化剂实施例1,并使用造粒法成形。对比负载型催化剂实施例1具有根据如图1a所示的对比负载型催化剂102的宏观结构和表面结构。负载型催化剂实施例1是用于DRI生产的高活性催化剂。
对比负载型催化剂实施例2
对比负载型催化剂实施例2是用与对比负载型催化剂实施例1相同的方法由相同的组成制备的。对比负载型催化剂实施例2具有根据如图1b所示的对比负载型催化剂202的宏观结构和表面结构。负载型催化剂实施例2是用于DRI生产的半活性催化剂。
对比惰性填充构件实施例1
对比惰性填充构件实施例1是使用与对比负载型催化剂实施例1相同的方法由相同的组成生产的,不同之处在于惰性填充构件实施例1未用催化材料浸渍。惰性填充构件实施例1具有根据如图1c所示的对比负载型催化剂302的宏观结构和表面结构。负载型催化剂实施例3是用于DRI生产的惰性填充构件。
对比催化剂床实施例1
将对比负载型催化剂实施例1至2和对比惰性填充构件实施例1的部分层层组合以产生对比催化剂床实施例2。表2提供了每一层的性质。
表2-对比催化剂床实施例12
*OD1为32.9mm,OD2为26.9mm,ID为5.2mm,长度为17.5mm,重量为24.5g。
**OD1为32.4mm,OD2为23.3mm,ID为11.4mm,长度为28.6mm,重量为40.2g。
***OD为31.4mm,ID为16.1mm,长度为31.3mm,重量为57.4g。
表3中比较了表1和表2的结果。
表3-结果比较3
如表3所示,根据本发明的含有负载型催化剂和惰性填充构件的填充催化剂床提供了显著优异的几何表面积,同时具有更低的压降、增加的孔隙率以及显著更高的机械完整性。
载体实施例1
载体实施例1是由与负载型催化剂实施例1相同的组成和方法生产的,不同之处在于载体实施例1未用催化材料浸渍。载体实施例1具有根据如图2a所示的载体402的宏观结构和表面结构。
载体实施例2
载体实施例2是由与负载型催化剂实施例1相同的组成和方法生产的,不同之处在于载体实施例2未用催化材料浸渍。载体实施例2具有根据如图3所示的载体502的宏观结构和表面结构。
对比载体实施例1
对比载体实施例1是由与负载型催化剂实施例1相同的组成和方法生产的,不同之处在于对比载体实施例1未用催化材料浸渍。对比载体实施例1具有与载体实施例1和2相同的球形宏观结构,但是具有光滑的外表面,因此没有表面结构。
表4提供了载体实施例1和2与对比载体实施例1的比较。
表4-负载型催化剂的比较4
*在250mm直径管的1m截面中
如以上数据所示,与无纹理载体相比,根据本发明的载体和负载型催化剂显示出几何表面积的显著增加。此外,实现了增加的几何表面积,同时实现了减小的压降、改善的侧压强度和更高的孔隙率。
请注意与本申请有关的与本说明书同时或在本说明书之前提交并随本说明书向公众开放的所有论文和文献,所有这些论文和文献的内容通过引用并入本文。
在本说明书(包括任何所附权利要求、摘要和附图)中公开的所有特征和/或如此公开的任何方法或过程的所有步骤可以以任何组合进行组合,除了这些特征和/或步骤中的至少一些为互斥的组合之外。
除非另有明确说明,否则本说明书(包括任何所附权利要求、摘要和附图)中公开的每个特征可以由服务于相同、等同或相似目的的替代特征所代替。因此,除非另有明确说明,否则所公开的每个特征仅是一系列等同或相似特征的示例。
本发明不限于前述实施方式的细节。本发明扩展到本说明书(包括任何所附权利要求、摘要和附图)中公开的特征中的任一新颖特征或任何新颖特征的组合,或扩展到如此公开的任何方法或过程的步骤中的任一新颖步骤或任何新颖步骤的组合。
- 用于净化废气的催化剂载体、使用该催化剂载体的用于净化废气的催化剂及生产该用于净化废气的催化剂载体的方法
- 用于净化废气的催化剂载体、使用该催化剂载体的用于净化废气的催化剂及生产该用于净化废气的催化剂载体的方法