壳体组件、其制备方法及电子设备
文献发布时间:2023-06-19 12:02:28
技术领域
本申请涉及电子领域,具体涉及一种壳体组件、其制备方法及电子设备。
背景技术
陶瓷具有温润的手感和高光泽的质感,因此,常被用做高端电子设备壳体、中框、装饰件等外观结构件中。然而,陶瓷的密度大,加工条件苛刻,加工成本高,使得应用大大受限。
发明内容
针对上述问题,本申请实施例提供一种壳体组件的制备方法,其制得的壳体组件重量较轻,具有陶瓷的温润手感和光泽度。
本申请实施例提供了一种壳体组件,其包括:
壳体本体,所述壳体本体的原料组分包括改性无机粉体及热塑性树脂;所述改性无机粉体与所述热塑性树脂的重量比为1:1至10:1;以及
透明树脂层,所述透明树脂层设置于所述壳体的表面。
基于同样的发明构思,本申请实施例还提供了一种壳体组件的制备方法,所述壳体组件包括壳体本体及透明树脂层,所述透明树脂层设置于所述壳体的表面,所述方法包括:
将改性无机粉体与热塑性树脂混合,进行注塑成型,得到胚体;
将所述胚体进行温等静压,得到壳体本体;以及
在所述壳体本体的表面形成透明树脂层。
基于同样的发明构思,本申请还实施例提供一种电子设备,包括:
显示组件,用于显示;
本申请实施例的壳体组件,所述壳体组件与所述显示组件围合成容置空间;
电路板组件,所述电路板组件设置于所述容置空间,且与所述显示组件电连接,用于控制所述显示组件进行显示。
本申请实施例的壳体组件包括壳体本体,所述壳体本体的原料组分包括改性无机粉体及热塑性树脂,从而使得壳体组件具有较轻的重量,且具有高光泽度的陶瓷质感;同时,壳体组件还包括透明树脂层,透明树脂层使得壳体组件具有通透的釉层质感,从而具有更好的外观效果,避免壳体组件外观的同质化。
附图说明
为了更清楚地说明本申请实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
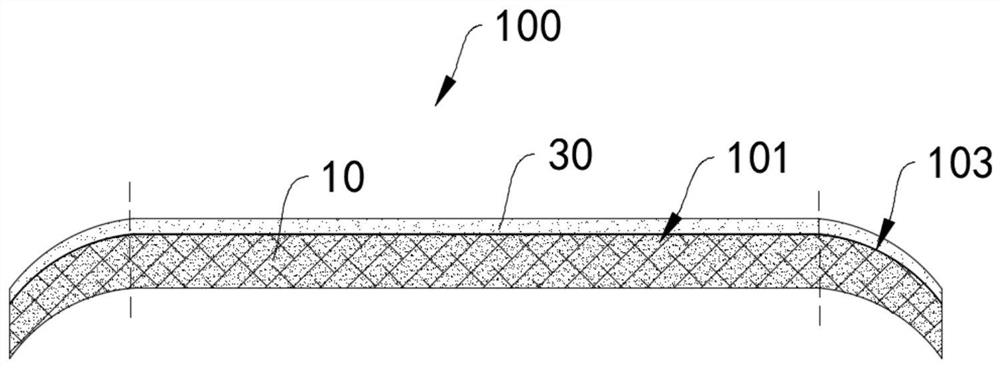
图1是本申请一实施例的壳体组件的结构示意图。
图2是本申请又一实施例的壳体组件的结构示意图。
图3是本申请一实施例提供的壳体组件的制备方法的流程示意图。
图4是本申请又一实施例提供的壳体组件的制备方法的流程示意图。
图5是本申请再一实施例提供的壳体组件的制备方法的流程示意图。
图6是本申请实施例的电子设备的爆炸结构示意图。
图7是本申请实施例的电子设备的电路框图。
附图标记说明:
100-壳体组件 510-显示组件
101-底板 501-容置空间
103-侧板 530-电路板组件
10-壳体本体 531-处理器
30-透明树脂层 533-存储器
50-防护层 535-供电电源
500-电子设备
具体实施方式
为了使本技术领域的人员更好地理解本申请方案,下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本申请一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
本申请的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别不同对象,而不是用于描述特定顺序。此外,术语“包括”和“具有”以及它们任何变形,意图在于覆盖不排他的包含。例如包含了一系列步骤或单元的过程、方法、系统、产品或设备没有限定于已列出的步骤或单元,而是可选地还包括没有列出的步骤或单元,或可选地还包括对于这些过程、方法、产品或设备固有的其他步骤或单元。
下面将结合附图,对本申请实施例中的技术方案进行描述。
需要说明的是,为便于说明,在本申请的实施例中,相同的附图标记表示相同的部件,并且为了简洁,在不同实施例中,省略对相同部件的详细说明。
请参见图1,本申请实施例提供的壳体组件100,应用于手机、平板、笔记本电脑、台式电脑、智能手环、智能手表、电子阅读器、游戏机等便携式电子设备,其包括壳体本体10及透明树脂层30。所述壳体本体10的原料组分包括改性无机粉体及热塑性树脂,所述改性无机粉体与所述热塑性树脂的重量比为1:1至10:1;所述透明树脂层30设置于所述壳体的表面。
可选地,本申请的壳体组件100可以为电子设备的外壳、中框、装饰件等。本申请实施例的壳体组件100可以为2D结构、2.5D结构、3D结构等。可选地,所述壳体组件100包括底板101及与所述底板103弯折相连的侧板。
可选地,所述改性无机粉体与所述热塑性树脂的重量比为1:1至10:1。具体地,所述改性无机粉体与所述热塑性树脂的重量比可以为但不限于为1:1、2:1、3:1、4:1、5:1、6:1、7:1、8:1、9:1、10:1等。当改性无机粉体的含量过小时,则制得的壳体组件100的耐磨性较差,降低了壳体组件100的寿命,同时,表面的光泽度较差,影响壳体组件100的陶瓷质感。当改性无机粉体的含量过大时,则壳体本体10较难成型,制得的壳体组件100的韧性较差,容易破碎。当改性无机粉体的与热塑性树脂的重量比为1:1至10:1时,制得的壳体组件100具有更好的陶瓷质感及手感,且具有较高的铅笔硬度,同时具有较高的韧性,不易破碎。
相较于塑胶壳体,本申请的壳体组件100的壳体本体10的原料组分包括改性无机粉体,因此,具有更高的铅笔硬度及耐磨性能,且具有塑胶壳体所不具有的陶瓷质感。相较于陶瓷壳体,本申请的壳体组件100的壳体本体10包括热塑性树脂,从而降低了壳体组件100的加工条件(例如可以采用注塑成型制备),成本低,且使得壳体组件100具有更轻的重量、更好的介电性能,此外,还保留了高光泽度的陶瓷质感,硬度相较于陶瓷壳体有所降低。
本申请实施例的壳体组件100包括壳体本体10,所述壳体本体10的原料组分包括改性无机粉体及热塑性树脂,从而使得壳体组件100具有较轻的重量,且具有高光泽度的陶瓷质感;同时,壳体组件100还包括透明树脂层30,透明树脂层30使得壳体组件100具有通透的釉层质感,从而具有更好的外观效果,避免壳体组件100外观的同质化。
在一些实施例中,所述改性无机粉体的原料组分包括无机粉体及表面活性剂。所述改性无机粉体可以采用表面改性剂对无机粉体进行表面改性获得。采用表面改性剂对无机粉体进行改性,可以增加无机粉体与热塑性树脂之间的相容性,提高无机粉体与热塑性树脂之间的结合力,并使无机粉体与热塑性树脂混合更均匀,混合后的体系更稳定,从而提高壳体本体10的机械性能,进而提高壳体组件100的机械性能。
可选地,所述无机粉体可以为但不限于为陶瓷粉体,所述陶瓷粉体包括氧化铝(Al
可选地,表面改性剂可以为但不限于为硅烷偶联剂、硼酸酯偶联剂、钛酸酯偶联剂中的一种或多种。可选地,所述表面改性剂的添加量为所述无机粉体重量的0.5%至3%,具体地,表面改性剂的添加量可以为但不限于为0.5%、0.8%、1.0%、1.5%、1.8%、2.0%、2.3%、2.8%、3.0%等。当表面改性剂的添加量小于0.5%时,对无机粉体的改性不完全,换言之,有部分无机粉体未进行改性,影响无机粉体与热塑性树脂之间的结合力,当表面改性剂的添加量大于3%时,则无机粉体表面沉积过多的表面改性剂分子,使获得的改性无机粉体容易团聚,不易均匀分散于热塑性树脂中,不利于提高壳体组件100的机械性能。
可选地,改性无机粉体可以通过以下步骤制得:
1)将表面改性剂溶于醇、或水、或醇-水混合溶剂混合均匀;以及
可选地,所述醇可以为但不限于为乙醇、丙醇等,本申请不作具体限定。
2)加入无机粉体,于常温混合均匀后,干燥得到改性无机粉体。
具体地,加入无机粉体后,可以置于常温下,通过机械搅拌或者超声波进行混合,再通过闪蒸或者60℃至80℃的真空干燥箱中干燥,得到改性无机粉体。
在一些实施例中,所述热塑性树脂可以为但不限于为聚苯硫醚(Polyphenylenesulfide,PPS)、聚砜(Polysulfone,PSU)、聚醚砜(Polyether Sulfone,PES)、聚醚酮(poly(etherketone),PEK)、聚碳酸酯、聚酰胺、聚甲基丙烯酸甲酯中的一种或多种。当热塑性树脂为聚苯硫醚、聚砜、聚醚砜、或聚醚酮中的一种或多种时,所述壳体本体10成型后,可以将所述壳体本体10进行热处理,热处理的温度高于热塑性树脂的熔融温度,使得热塑性树脂进行扩链、交联,以提高热塑性树脂的结晶度和交联度,可以更好的将改性无机粉体束缚在热塑性树脂的交联网络中,有利于提高热塑性树脂与改性无机粉体的结合力,从而提高制得的壳体组件100的铅笔硬度及韧性。
相较于采用热固性树脂、或热固性树脂+热塑性树脂的陶瓷基体,本申请实施例的壳体本体采用热塑性树脂制备壳体本体,从而使得壳体本体可以通过注塑成型的方式形成,具有较低的制备成本;而包括热固性树脂的陶瓷基材则不能通过注塑成型制备,制备成本较高。
在一些实施例中,所述壳体本体10的原料组分还包括分散剂,所述分散剂用于使热塑性树脂及改性无机粉体可以更均匀的混合,混合后的混合体系更稳定。分散剂可以为但不限于为液体石蜡等。分散剂的添加量可以为热塑性树脂及改性无机粉体总重量的2%至6%,具体地,可以为但不限于为2%、3%、4%、5%、6%等。
在一些实施例中,所述壳体本体10的原料组分还包括增塑剂,所述增塑剂用于增强热塑性树脂的塑性,以及熔融状态的流动性,从而降低壳体本体10加工的温度,提高壳体组件100的加工性能。增塑剂可以为但不限于为乙二酸二辛脂,增塑剂的添加量可以为热塑性树脂及改性无机粉体总重量的2%至6%,具体地,可以为但不限于为2%、3%、4%、5%、6%等。
在一些实施例中,所述壳体本体10的原料组分还包括颜料,所述颜料用于使所述壳体本体10具有彩色图案或色彩,从而使得壳体组件100具有彩色图案或色彩,例如青花瓷的花纹和色彩等。通过控制颜料的色彩及配比,可以使得壳体本体10呈现出不同的外观效果,从而使得壳体组件100呈现出不同的外观效果。可选地,颜料的添加量可以为热塑性树脂及改性无机粉体总重量的0.5%至5%,具体地,可以为但不限于为0.5%、1%、2%、3%、4%、5%等。
可选地,壳体本体10的厚度为0.3mm至1mm;具体地,壳体本体10的厚度可以为但不限于为0.3mm、0.4mm、0.5mm、0.6mm、0.7mm、0.8mm、0.9mm、1mm等。当壳体本体10太薄时,不能很好的起到支撑和保护作用,且机械强度不能很好的满足电子设备壳体组件100的要求,当壳体本体10的太厚时,则增加电子设备的重量,影响电子设备的手感,用户体验不好。
可选地,壳体本体10的表面粗糙度为Ra 0.02至Ra 0.08,具体地,可以为但不限于为,Ra 0.02、Ra 0.03、Ra 0.04、Ra 0.05、Ra 0.06、Ra0.07、Ra 0.08等。粗糙度过大,则影响壳体组件100的陶瓷质感,粗糙度过小,则对工艺要求过于苛刻,制备成本高。
可选地,壳体本体10的铅笔硬度为2H至9H;具体地,可以为但不限于为2H、3H、4H、5H、6H、7H、8H、9H等。壳体本体10的铅笔硬度太小时,制得的壳体组件100耐磨性较差,经过一段时间使用后,影响壳体组件100表面的光泽度及陶瓷质感。
在一些实施例中,所述透明树脂层30的原料组分包括聚苯硫醚、聚甲基丙烯酸甲酯、聚酰亚胺中的一种或多种。所述透明树脂层30通过在壳体本体10的表面喷涂、淋涂或浸涂透明树脂层30的原料组分组成的胶液,真空干燥后获得。采用聚苯硫醚、聚甲基丙烯酸甲酯、聚酰亚胺中的一种或多种形成所述透明树脂层30,不仅可以使制得的壳体组件100保持原有的表面铅笔硬度,甚至具有更高的表面铅笔硬度(例如PMMA),还不会降低壳体组件100的抗弯强度及韧性。
可选地,所述透明树脂层30与所述热塑性树脂具有相容性。具体地,所述透明树脂层30与所述热塑性树脂可以为相同的树脂,也可以为不同的树脂。当所述透明树脂层30与所述热塑性树脂为相同的树脂时,所述壳体本体10与所述透明树脂层30具有更好的相容性,从而具有更好的结合力,经过长时间的使用也不易使壳体组件100分层或者透明树脂层30脱落。
可选地,沿所述壳体本体10与所述透明树脂层30层叠方向,所述透明树脂层30的厚度为所述壳体本体10厚度的5%至20%;具体地,可以为但不限于为5%、6%、5%、6%、8%、10%、12%、14%、18%、20%等。当透明树脂层30的厚度太薄时,形成的壳体组件100的釉层质感不明显,当透明树脂层30的厚度太厚时,则会降低壳体组件100的硬度和耐磨性。在一些实施例中,所述透明树脂层30的厚度为0.015mm至0.2mm;具体地,可以为但不限于为0.015mm、0.02mm、0.03mm、0.5mm、0.08mm、0.1mm、0.12mm、0.15mm、0.18mm、0.2mm等。
可选地,所述透明树脂层30的铅笔硬度为2H至9H,具体地,可以为但不限于为2H、3H、4H、5H、6H、7H、8H、9H等。透明树脂层30的铅笔硬度太小时,制得的壳体组件100耐磨性较差,经过一段时间使用后,影响壳体组件100表面的光泽度、陶瓷质感及釉层质感。当透明树脂层30为聚甲基丙烯酸甲酯时,所述透明树脂层30的硬度为3H至9H,具体地,可以为但不限于为3H、4H、5H、6H、7H、8H、9H等。这样可以使得制得的壳体组件100具有较高的铅笔硬度,同时又不会降低壳体组件100的韧性。
可选地,所述透明树脂层30的透光率大于或等于80%,可选地,所述透明树脂层30的透光率大于或等于90%。具体地,所述透明树脂层30的透光率可以为但不限于为80%、82%、85%、88%、90%、92%、95%、96%、97%等。透明树脂层30具有较高的透光率,这样不会遮挡壳体本体10的陶瓷质感及纹路色彩,从而影响壳体组件100的外观效果。
请参见图2,在一些实施例中,本申请实施例的壳体组件100还包括防护层50,所述防护层50设置于所述壳体本体10的表面,所述防护层50用于防污、防指纹,以提高壳体组件100的用户体验。
在一些实施例中,防护层50的水接触角大于105°,具体地,可以为但不限于为106°、110°、115°、120°、125°、130°、140°、150°等,水接触角越大,防护层50具有越好的防指纹作用。
可选地,防护层50是透光的,防护层50的光学透过率大于或等于80%,具体地,可以为但不限于为80%、82%、85%、88%、90%、92%、95%、96%、97%等。防护层50具有较高的透光率,这样不会遮挡壳体本体10的陶瓷质感及纹路色彩,从而影响壳体组件100的外观效果。
在一些实施例中,防护层50的原料组分可以包括但不限于包括全氟聚醚、全氟聚醚衍生物等中的一种或多种,防护层50通过在壳体本体10表面蒸镀一层防护层50的原料组分组成的胶液形成。全氟聚醚及全氟聚醚衍生物具有优异的耐指纹性能,可以起到很好的防指纹及防污作用。可选地,防护层50的厚度为5nm至20nm,具体地,可以为但不限于为5nm、6nm、8nm、10nm、12nm、14nm、16nm、18nm、20nm等。防护层50厚度太薄,则起不到防污和防指纹作用,防护层50太厚,则增加壳体组件100的制备成本,还影响壳体组件100的手感。
请一并参见图1及图3,本申请实施例还提供一种壳体组件100的制备方法,所述壳体组件100的制备方法可以应用于制备上述实施例的壳体组件100。所述壳体组件100包括壳体本体10及透明树脂层30,所述透明树脂层30设置于所述壳体的表面,所述壳体组件100的制备方法包括:
S201,将改性无机粉体与热塑性树脂混合,并进行注塑成型,得到胚体。
可选地,所述混合可以采用但不限于采用干法混合、湿法混合中的一种或多种。本申请术语“干法混合”指各固体组分通过例如球磨、砂磨、机械共混等混合的方式。本申请术语“湿法混合”指各固体组分在水或其它液体的作用下,通过例如球磨、砂磨、机械共混等混合的方式。
可选地,所述注塑成型的温度为Tm至Tm+80℃,其中,Tm为所述热塑性树脂的熔融温度。本申请术语“熔融温度”指所述热塑性树脂由高弹态完全转化成熔融状态时的温度。具体地,所述注塑成型的温度可以为但不限于为Tm、Tm+10℃、Tm+20℃、Tm+30℃、Tm+40℃、Tm+50℃、Tm+60℃、Tm+70℃、Tm+80℃等。当注塑成型温度太低,则热塑性树脂的粘度太大,流动性差,使得制得的壳体本体10流痕明显,外观不够美观,且孔隙度较大、铅笔硬度及韧性较低。那个注塑成型温度过高时,热塑性树脂可能会部分发生分解,也会影响制得的壳体本体10的力学性能。在一些实施例中,所述注塑成型的温度为200℃至360℃,具体地,可以为但不限于为200℃、220℃、240℃、250℃、270℃、290℃、310℃、330℃、350℃、360℃等。在一具体实施例中,当所述热塑性树脂为聚苯硫醚,所述聚苯硫醚的Tm为295℃时,所述注塑成型的温度的范围为300℃至360℃。本申请的注塑成型温度指注塑机机头的温度。
在一具体实施例中,所述热塑性树脂为聚苯硫醚,于注塑机中采用以下温度段,逐渐升温进行注塑成型:第一温段270℃至290℃、第二温段290℃至310℃、第三温段310℃至330℃、第四温段330℃至350℃、机头温度330℃至350℃;模具温度:160℃。
在本实施例中,所述热塑性树脂可以为但不限于为聚苯硫醚、聚砜、聚醚砜、聚醚酮、聚碳酸酯、聚酰胺、聚甲基丙烯酸甲酯中的一种或多种。
关于改性无机粉体及热塑性树脂的详细描述请参见上述实施例对应部分的描述,在此不再赘述。
当壳体本体10的原料组分还包括分散剂、增塑剂及颜料中的一种或多种时,步骤S201还包括将分散剂、增塑剂及颜料中的一种或多种与改性无机粉体、热塑性树脂进行混合。
在一些实施例中,在所述将改性无机粉体与热塑性树脂混合之后,所述进行注塑成型之前;所述方法还包括:
将混合后的改性无机粉体与热塑性树脂进行密炼造粒,所述密炼造粒过程处于负压状态(换言之,真空状态)或惰性氛围中,所述密炼造粒的温度为Tm至Tf,其中,Tf为所述热塑性树脂的分解温度,换言之,Tf为所述热塑性树脂开始分解的温度。在热塑性树脂的熔融温度以上进行密炼,此时热塑性树脂处于熔融状态,且密炼过程中团簇的改性无机粉体可以更好的被打散,从而使改性无机粉体可以更均匀分散于热塑性树脂中,从而提高制得的壳体组件100的力学性能。此外,密炼时热塑性树脂开始熔化并发生流动,各个热塑性树脂分子链之间发生移动,缠绕在一起,形成一个三维贯通的网络结构,使得热塑性树脂分子之间、热塑性树脂与改性无机粉体之间的结合力增加,同时,可以将改性无机粉体包裹在热塑性树脂形成的网络结构中,有利于增加形成的壳体本体10的铅笔硬度及韧性。密炼过程处于负压状态,可以更好的防止热塑性树脂被氧化,还可以更好的将密炼过程中,副反应产生的气体排出,防止副反应产生的气体停留在体系中形成气孔,影响制得的壳体本体10的力学性能。
在一些实施例中,所述密炼造粒的温度为200℃至350℃,具体地,可以为但不限于为200℃、220℃、240℃、250℃、270℃、290℃、310℃、330℃、350℃等。在一具体实施例中,当所述热塑性树脂为聚苯硫醚,所述聚苯硫醚的Tm为295℃时,所述密炼造粒的温度的范围为300℃至360℃。
可选地,密炼过程的气压小于0.01Mpa,例如,可以为但不限于为0.008Mpa、0.005Mpa、0.001Mpa、0.0008Mpa、0.0005Mpa、0.0001Mpa等。密炼过程的气压越小,热塑性树脂越不易被氧化,越有利于副反应产生的气体的排出,然而,气压越小,对于反应设备的要求越高,操作危险系数增大。此外,密炼过程还可以处于惰性氛围中,换言之,密炼过程在惰性气体例如氮气、氩气的保护下进行。
可选地,密炼的时间为2h至12h,具体地,可以为但不限于为2h、4h、6h、8h、6h、10h、12h等。密炼时间过短,则改性无机粉体和热塑性树脂之间无法充分混合(混合不均匀),密炼时间过长,则对改性无机粉体和热塑性树脂之间混合均匀性不会有太大改变。
S202,将所述胚体进行温等静压,得到壳体本体10。
具体地,将所述胚体装入包套中,将所述包套抽真空,以抽去吸附在坯体表面、胚体内部空隙及包套内的气体,并对所述胚体进行真空密封,真空密封后将所述胚体置于带加热炉的压力容器中进行温等静压。通常注塑成型时间通常较短,热塑性树脂分子链之间没有充足的时间发生移动,相互缠绕,形成的胚体的孔隙度较大,不利于制得的壳体本体10铅笔硬度及韧性的提升,对胚体进行温等静压,可以使得热塑性树脂分子链中的链段有充足的时间进行运动,可以提高制得的壳体组件100中热塑性树脂与改性无机粉体之间的致密性,有助于消除热塑性树脂与改性无机粉体体系的气孔,增强热塑性树脂与改性无机粉体之间的作用力,从而提高壳体组件100的力学性能,例如铅笔硬度、韧性、抗弯强度等。
可选地,所述温等静压的温度的范围为Tg+20℃至Tg+60℃,其中,Tg为所述热塑性树脂的玻璃化转变温度。具体地,所述温等静压的温度的范围可以为但不限于为Tg+20℃、Tg+30℃、Tg+40℃、Tg+50℃、Tg+60℃等。在这个温度范围,热塑性树脂处于高弹态,热塑性树脂分子链中的链段可以发生运动,同时,在压力的作用下可以使得热塑性树脂与改性无机粉体之间更致密,有助于消除热塑性树脂与改性无机粉体体系的气孔,增强热塑性树脂与改性无机粉体之间的作用力,从而提高壳体组件100的力学性能,例如铅笔硬度、韧性、抗弯强度等。
本申请术语“玻璃化转变温度”指所述热塑性树脂由玻璃态完全转化为高弹态时的温度。
在一些实施例中,所述温等静压的温度的范围为80℃至300℃;具体地,可以为但不限于为80℃、100℃、120℃、150℃、180℃、200℃、230℃、250℃、280℃、300℃等。在一具体实施例中,当所述热塑性树脂为聚苯硫醚,所述聚苯硫醚的Tg为95℃时,所述温等静压的温度的范围为115℃至155℃。
所述温等静压的压力的范围为50Mpa至500Mpa;具体地,可以为但不限于为50Mpa、80Mpa、100Mpa、150Mpa、200Mpa、250Mpa、300Mpa、350Mpa、400Mpa、450Mpa、500Mpa等。当压力处于这个范围时,可以加快热塑性树脂分子链中链段的运动,使热塑性树脂链段之间、热塑性树脂分子与改性无机粉体之间的结合进一步致密化,同时有利于消除体系中的气孔,有利于进一步提高制得的壳体本体10的铅笔硬度及韧性,从而提高制得的壳体组件100的铅笔硬度和韧性。当压力太小时,难以压实热塑性树脂与改性无机粉体,不利于胚体的致密化,当压力太大时,对于胚体的进一步致密化贡献小,但是对设备的要求苛刻。
可选地,温等静压的时间为0.5h至3h,具体地,可以为但不限于为0.5h、0.8h、1h、1.2h、1.5h、2h、3h等。当温等静压的时间太短时,热塑性树脂分子链的链段没有充足的时间进行运动,发生形变,不利于热塑性树脂与改性无机粉体之间的致密化,不利于消除热塑性树脂与改性无机粉体体系的气孔,也不利于增强热塑性树脂与改性无机粉体之间的作用力。当温等静压的时间太长时,胚体中的热塑性树脂与改性无机粉体难以再进一步致密化,对于制得的壳体本体10的性能影响较小。
在一些实施例中,制得壳体本体10后,采用计算机数字化控制精密机械加工(CNC加工)对壳体组件100进行加工,并进行表面研磨抛光,以得到符合电子设备规格的壳体组件100。
S203,在所述壳体本体10的表面形成透明树脂层30。
具体地,将透明树脂层30的原料组分溶解于溶剂中,形成胶液,通过喷涂或淋涂或浸涂等工艺将胶液涂覆于壳体的表面,真空干燥后形成透明树脂层30。
可选地,所述溶剂可以为但不限限于为乙醇、丙酮、乙酸乙酯等中的一种或多种。
本申请实施例的壳体组件100的制备方法在注塑成型后,再进行温等静压,使得热塑性树脂分子链中的链段有充足的时间进行运动,可以提高制得的壳体组件100中热塑性树脂与改性无机粉体之间的致密性,有助于消除热塑性树脂与改性无机粉体体系的气孔,增强热塑性树脂与改性无机粉体之间的作用力,从而提高壳体组件100的力学性能,例如铅笔硬度、韧性、抗弯强度等。此外,制得的壳体组件100包括壳体本体10及透明树脂层30;从而使得壳体组件100具有高光泽度的陶瓷质感及通透的釉层质感,从而具有更好的外观效果,避免壳体组件100外观的同质化。
请一并参见图1及图4,本申请实施例还提供一种壳体组件100的制备方法,所述壳体组件100的制备方法可以应用于制备上述实施例的壳体组件100。所述壳体组件100包括壳体本体10及透明树脂层30,所述透明树脂层30设置于所述壳体的表面,所述壳体组件100的制备方法包括:
S301,将改性无机粉体与热塑性树脂混合,得到混合物;
当壳体本体10的原料组分还包括分散剂、增塑剂及颜料中的一种或多种时,步骤S301还包括将分散剂、增塑剂及颜料中的一种或多种与改性无机粉体、热塑性树脂进行混合。
在本实施例中,所述热塑性树脂为聚苯硫醚、聚砜、聚醚砜、聚醚酮中的一种或多种。其它特征部分的描述请参见上述实施例对应部分的描述,在此不再赘述。
S302,将所述混合物进行密炼造粒;
S303,进行注塑成型,得到胚体;
S304,将所述胚体进行温等静压;
步骤S302至步骤S304的详细描述请参见上述实施例对应部分的描述,在此不再赘述。
S305,进行热处理,得到壳体本体10;以及
可选地,将进行温等静压处理后的胚体置于空气或氧气氛围中,于高温高压下进行热处理,以得到壳体本体10。
可选地,所述热处理的温度的范围为Tm至Tm+70℃,具体地,可以为但不限于为Tm、Tm+10℃、Tm+20℃、Tm+30℃、Tm+35℃、Tm+40℃、Tm+45℃、Tm+50℃、Tm+55℃、Tm+60℃、Tm+65℃、Tm+70℃等。当温度处于这个范围时,热塑性树脂(例如聚苯硫醚)分子之间会发生扩链反应,此外,在氧气的作用下,热塑性树脂分子还会发生氧化交联反应,从而提高了热塑性树脂的分子量和交联度,可以更好的将改性无机粉体束缚在热塑性树脂的交联网络中,有利于提高热塑性树脂与改性无机粉体的结合力,进而提高了制得的壳体组件100的铅笔硬度及韧性。同时,所述热处理的温度控制在Tm+70℃以下,使得扩链反应和交联反应的发生不会太快,从而将交联度控制在一定范围,有效控制了形成的壳体本体10中的热塑性树脂的结晶度和交联度,不会因交联度过高,使得壳体本体10的韧性又下降。
在一些实施例中,所述热处理的温度为100℃至360℃,具体地,可以为但不限于为100℃、130℃、150℃、180℃、200℃、220℃、240℃、250℃、270℃、290℃、310℃、330℃、360℃等。
以热塑性树脂为聚苯硫醚(PPS)为例,当热塑性树脂为聚苯硫醚(PPS)时,所述热处理的温度的范围为320℃至360℃;具体地,可以为但不限于为320℃、325℃、330℃、335℃、340℃、345℃、350℃、360℃等。此时,热塑性树脂分子链之间发生的主要化学反应方程式如下:
■
■
可选地,所述热处理的压力为0Mpa至100Mpa;具体地,可以为但不限于为0Mpa、10Mpa、20Mpa、30Mpa、40Mpa、50Mpa、55Mpa、60Mpa、65Mpa、70Mpa、75Mpa、80Mpa、85Mpa、90Mpa、100Mpa等。压力有利于维持胚体的形状,可以加快热塑性树脂分子链之间的运动,使热塑性树脂分子链之间、热塑性树脂分子与改性无机粉体之间的结合进一步致密化,有利于进一步提高制得的壳体本体10的铅笔硬度及韧性,从而提高制得的壳体组件100的铅笔硬度和韧性。
可选地,热处理的时间范围为可1h至12h,具体地,可以为但不限于为1h、2h、3h、4h、5h、6h、7h、8h、9h、10h、11h、12h等。热处理的时间过短,热塑性树脂的扩链反应及交联反应程度过低,形成的壳体本体10韧性下降;热处理的时间过长使得热塑性树脂的交联程度过高,形成的壳体本体10的脆性太大,韧性不足。
应该理解的是,上述进行密炼造粒、注塑成型、温等静压、热处理时,可以在各自温度范围的某个温度点进行,每一段还可以在一个温度区间内逐步升温进行生成,当温度满足上述区间范围时,具体采用哪种方式,本申请不作具体限定。
在一些实施例中,制得壳体本体10后,采用计算机数字化控制精密机械加工(CNC加工)对壳体组件100进行加工,并进行表面研磨抛光,以得到符合电子设备规格的壳体组件100。
S306,在所述壳体本体10的表面形成透明树脂层30。
步骤S306的详细描述请参见上述实施例对应部分的描述,在此不再赘述。
请一并参见图2及图5,本申请实施例还提供一种壳体组件100的制备方法,所述壳体组件100的制备方法可以应用于制备上述实施例的壳体组件100。所述壳体组件100包括依次层叠设置的壳体本体10、透明树脂层30及防护层50,所述壳体组件100的制备方法包括:
S401,将改性无机粉体与热塑性树脂混合,得到混合物;
当壳体本体10的原料组分还包括分散剂、增塑剂及颜料中的一种或多种时,步骤S401还包括将分散剂、增塑剂及颜料中的一种或多种与改性无机粉体、热塑性树脂进行混合。
在本实施例中,所述热塑性树脂为聚苯硫醚、聚砜、聚醚砜、聚醚酮、聚碳酸酯、聚酰胺、聚甲基丙烯酸甲酯中的一种或多种。其它特征部分的描述请参见上述实施例对应部分的描述,在此不再赘述。
S402,将所述混合物进行密炼造粒;
S403,进行注塑成型,得到胚体;
S404,将所述胚体进行温等静压;
步骤S302至步骤S304的详细描述请参见上述实施例对应部分的描述,在此不再赘述。
S405,进行热处理,以得到壳体本体10;
S406,在所述壳体本体10的表面形成透明树脂层30;以及
步骤S402至步骤S406的详细描述请参见上述实施例对应部分的描述,在此不再赘述。
S407,在所述透明树脂层30远离所述壳体本体10的表面形成所述防护层50。
具体地,将防护层50的原料组分例如全氟聚醚、全氟聚醚衍生物等中的一种或多种组成的胶液蒸镀于所述透明树脂层30远离所述壳体本体10的表面,以形成防护层50。所述防护层50用于防污、防指纹,以提高壳体组件100的用户体验。
以下通过具体实施例及对比例对本申请实施例制得的壳体组件100做进一步的说明。
实施例1
本实施例的壳体组件100通过以下步骤制得:
1)分别称取重量比2:1的改性氧化铝及聚苯硫醚,其中,氧化铝采用2wt%的硅烷偶联剂改性,其中,所述聚苯硫醚的Tg为95℃,Tm为295℃;
2)将改性氧化铝与聚苯硫醚进行混合,得到混合物;
3)将所述混合物于330℃,惰性气体保护下进行密炼造粒,得到粒料;
4)将所述粒料于350℃进行注塑成型,得到胚体;
5)将所述胚体于120℃、200Mpa压力下进行温等静压1小时;
6)于330℃、80Mpa下进行热处理3h,得到壳体本体10;
7)在所述壳体本体10的表面喷涂聚甲基丙烯酸甲酯的乙醇溶液,真空干燥后形成透明树脂层30。
经过上述步骤后,制得壳体组件100的壳体本体10厚度为0.8mm,聚甲基丙烯酸甲酯层的厚度0.1mm。
实施例2
本实施例的壳体组件100通过以下步骤制得:
1)分别称取重量比2:1的改性氧化铝及聚苯硫醚,其中,氧化铝采用2wt%的硅烷偶联剂改性,其中,所述聚苯硫醚的Tg为95℃,Tm为295℃;
2)将改性氧化铝与聚苯硫醚进行混合,得到混合物;
3)将所述混合物于330℃,惰性气体保护下进行密炼造粒,得到粒料;
4)将所述粒料于注塑机中采用以下温度段,逐渐升温进行注塑成型:第一温段270℃至290℃、第二温段290℃至310℃、第三温段310℃至330℃、第四温段330℃至350℃、机头温度330℃至350℃;模具温度:160℃;得到胚体;
5)将所述胚体于120℃、200Mpa压力下进行温等静压1小时;
6)于330℃、80Mpa下进行热处理3h,得到壳体本体10;
7)在所述壳体本体10的表面喷涂聚苯硫醚的乙醇溶液,真空干燥后形成透明树脂层30。
经过上述步骤后,制得壳体组件100的壳体本体10厚度为0.8mm,聚苯硫醚层的厚度0.1mm。
对比例1
本实施例的壳体组件通过以下步骤制得:
1)分别称取重量比2:1的改性氧化铝及聚苯硫醚,其中,氧化铝采用2wt%的硅烷偶联剂改性,其中,所述聚苯硫醚的Tg为95℃,Tm为295℃;
2)将改性氧化铝与聚苯硫醚进行混合,得到混合物;
3)将所述混合物于330℃,惰性气体保护下进行密炼造粒,得到粒料;
4)将所述粒料于注塑机中采用以下温度段,逐渐升温进行注塑成型:第一温段270℃至290℃、第二温段290℃至310℃、第三温段310℃至330℃、第四温段330℃至350℃、机头温度330℃至350℃;模具温度:160℃;得到胚体;
5)将所述胚体于120℃、200Mpa压力下进行温等静压1小时;
6)于330℃、80Mpa下进行热处理3h,得到壳体组件;
经过上述步骤后,制得的壳体组件的厚度为0.8mm。
对上述实施例1、实施例2、对比例1制得的壳体组件进行抗弯强度、铅笔硬度及落球高度测试,测试方法如下:
1)抗弯强度情况测试:采用GB/T 6569-2006进行测试,又称四点弯曲测试。
2)铅笔硬度测试:GB/T 6739-1996。
3)落球冲击试验测试:将壳体组件制成尺寸为150mm×73mm×0.8mm的平片;将上述实施例和对比例的样品分别支撑于治具上(壳体组件的四边各有3mm高的治具支撑,中部悬空),使用重量为32g的不锈钢球从一定高度自由落下至待测壳体组件表面,分别测量壳体组件的四角及中心共五个点,每个点测量5次,直至壳体组件破碎,壳体组件破碎时的高度即为落球高度。落球高度越高,则说明该壳体组件的韧性越好,越不容易碎裂。
测试结果如下表1所示。
表1实施例及对比例的壳体组件的铅笔硬度、落球高度及抗弯强度
从表1可知,采用PMMA和PPS作为透明树脂层,可以使壳体组件保留较好的韧性及抗弯强度,溶蚀具有通透的釉质层;相较于采用PPS作为透明树脂层,采用PMMA作为透明树脂层可以使得壳体组件的表面具有更好的铅笔硬度。
请参见图6,本申请实施例还提供一种电子设备500,其包括:显示组件510,用于显示;本申请实施例所述的壳体组件100,所述壳体组件100与所述显示组件510围合成容置空间501;电路板组件530,所述电路板组件530设置于所述容置空间501,且与所述显示组件510电连接,用于控制所述显示组件510进行显示。
本申请实施例的电子设备500可以为但不限于为手机、平板、笔记本电脑、台式电脑、智能手环、智能手表、电子阅读器、游戏机等便携式电子设备。
关于壳体组件100的详细描述,请参见上述实施例对应部分的描述,在此不再赘述。
可选地,所述显示组件510可以为但不限于为液晶显示组件、发光二极管显示组件(LED显示组件)、微发光二极管显示组件(MicroLED显示组件)、次毫米发光二极管显示组件(MiniLED显示组件)、有机发光二极管显示组件(OLED显示组件)等中的一种或多种。
请一并参见图7,可选地,电路板组件530可以包括处理器531、存储器533及供电电源535。所述处理器531分别与所述显示组件510、存储器533及供电电源535电连接。所述处理器531用于控制所述显示组件510进行显示,所述存储器533用于存储所述处理器531运行所需的程序代码,控制显示组件510所需的程序代码、显示组件510的显示内容等。所述供电电源535用于为所述处理器531运行提供电力。
可选地,处理器531包括一个或者多个通用处理器,其中,通用处理器可以是能够处理电子指令的任何类型的设备,包括中央处理器(Central Processing Unit,CPU)、微处理器、微控制器、主处理器、控制器以及ASIC等等。处理器531用于执行各种类型的数字存储指令,例如存储在存储器533中的软件或者固件程序,它能使计算设备提供较宽的多种服务。
可选地,存储器533可以包括易失性存储器(Volatile Memory),例如随机存取存储器(Random Access Memory,RAM);存储器533也可以包括非易失性存储器(Non-VolatileMemory,NVM),例如只读存储器(Read-Only Memory,ROM)、快闪存储器(FlashMemory,FM)、硬盘(Hard Disk Drive,HDD)或固态硬盘(Solid-State Drive,SSD)。存储器533还可以包括上述种类的存储器的组合。
可选地,所述供电电源535可以为但不限于为电池、供电电路等。
在本文中提及“实施例”“实施方式”意味着,结合实施例描述的特定特征、结构或特性可以包含在本申请的至少一个实施例中。在说明书中的各个位置出现所述短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域技术人员显式地和隐式地理解的是,本文所描述的实施例可以与其它实施例相结合。
最后应说明的是,以上实施方式仅用以说明本申请的技术方案而非限制,尽管参照以上较佳实施方式对本申请进行了详细说明,本领域的普通技术人员应当理解,可以对本申请的技术方案进行修改或等同替换都不应脱离本申请技术方案的精神和范围。
- 壳体组件、壳体组件的制备方法及电子设备
- 壳体组件的制备方法、壳体组件及电子设备