一种刚挠结合板及其电磁屏蔽膜脱落控制方法
文献发布时间:2023-06-19 18:25:54
技术领域
本发明属于刚挠结合板技术领域,具体涉及一种刚挠结合板及其电磁屏蔽膜脱落控制方法。
背景技术
随着电子信息产业技术不断进步,产品功能集成度不断提升可满足朝着小型化、密集化、高多层化发展方向迈进,电路板电路设计的渐趋复杂化,所用的元器件也随之不断增加,其内部线路以及元器件间产生的噪音以及外部电磁声也越来越严重,彼此间形成的电磁干扰严重影响着信号传输,而无用的电磁波会与元器件自身或者其它电子元器件的电信号发生感应,因此为了避免产品信号在传输过程受到电磁干扰而引起信号失真问题,此类工艺设计一般会在挠性板覆盖膜压合后会在挠性区铜皮接地的地方会再压合一层电磁屏蔽膜,起到屏蔽外界电磁干扰的作用,从而保证电路能正常工作不受到其他信号干扰的功能。
现有压合电磁屏蔽膜的方法是在后工序成品开盖后在软板挠性区软板上压制一层电磁屏蔽膜的工艺制作,但是该方法存在的问题是产品揭盖后,挠性区与外层形成台阶,并且台阶深度不一,需要购买专用的设备,根据不同的尺寸以及厚度开模具进行压合,需增加专用设备以及开模具成本。
也有采用热压机和烤板的加工工艺进行压合电磁屏蔽膜,但是该方法使得软板涨缩不受控,且成品揭盖后出现电磁膜表面脱落,产品外观无法满足客户品质需求。
发明内容
本发明通过提供一种刚挠结合板及其电磁屏蔽膜脱落控制方法,通过设计刚挠结合板的制作方法,解决了压合电磁屏蔽膜的方式昂贵或者外观难以满足客户品质需求的问题,实现了软板涨缩的可控性,节约生产时效,且无需引进新设备,节约成本,有效改善电磁屏蔽膜的脱落问题,提高产品外观生产良率,满足客户品质需求。
本申请实施例提供的技术方案为:
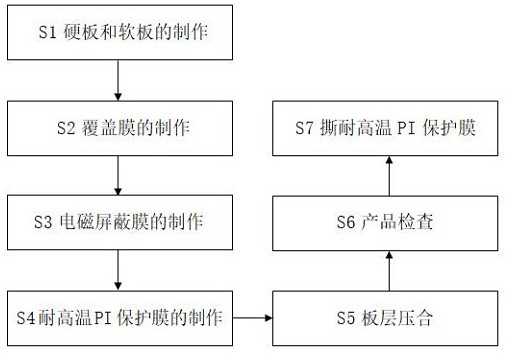
一种刚挠结合板的电磁屏蔽膜脱落控制方法,包括有以下步骤:
S1硬板和软板的制作:按照常规电路板工艺制作硬板,使其等待棕化压合;按照常规电路板工艺制作软板,使其等待压覆盖膜;
S2覆盖膜的制作:a对覆盖膜进行开料并钻定位孔;b对钻好定位孔的覆盖膜进行开窗;c将铣切好的覆盖膜贴合在软板上;d将完成贴合覆盖膜的软板进行压合,从而完成覆盖膜制作;
S3电磁屏蔽膜的制作:a对电磁屏蔽膜进行开料并钻定位孔;b对钻好定位孔的电磁屏蔽膜进行开窗;c将铣切好的电磁屏蔽膜对位贴合在覆盖膜上;d将完成贴合电磁屏蔽膜通过快压机进行预压合;e将完成预压电磁屏蔽膜表面的离型膜撕掉,从而完成电磁屏蔽膜制作;
S4耐高温PI保护膜的制作:a对耐高温PI保护膜进行开料并钻定位孔;b对钻好定位孔的耐高温PI保护膜进行第一次铣切;c将完成第一次铣切的耐高温PI保护膜贴合在电磁屏蔽膜上;d将完成贴合的耐高温PI保护膜进行第二次铣切;e铣切后撕掉多余部分;f将完成贴合的耐高温PI保护膜进行预压,从而完成耐高温PI保护膜的制作;其中第一次铣切和第二次铣切可采用激光方式来实现,有效保证铣切的完整顺畅性,保证耐高温PI保护膜5的合适尺寸。
S5板层压合:根据具体生产压合参数将硬板和软板相压合,完成板层压合;其中,软板和硬板之间通过低流胶半固化片压合固定;
S6产品检查:对产品进行功能性及外观检查;
S7撕耐高温PI保护膜:对应挠性区的硬板区域开盖后,采用人工撕掉挠性区的耐高温PI保护膜。其中开盖可采用激光或V-CUT或控深铣的方式实现。
本发明中,通过上述该方式实现电磁屏蔽膜的压合,无需引进新设备,有效节约成本。其中采用快压机压合电磁屏蔽膜代替全压,使得软板涨缩得到可控,有效节约生产时效。且在压合前在电磁屏蔽膜上贴合耐高温PI保护膜,可有效改善电磁屏蔽膜脱落问题,有效提高产品外观生产良率,满足客户品质需求。
如下为现有采用热压机加上烤板工艺的软板涨缩数据:
如下为本发明采用快压机加上烤板工艺的软板涨缩数据:
如上述两个表的数据得出:上述极差越小,说明涨缩越小。采用快压电磁屏蔽膜代替全压,可有效控制软板涨缩,节约生产时效。
进一步的,在S2与S3之间,对软板和覆盖膜的表面进行等离子粗化处理。通过该设置,使得软板表面粗化,增加软板与硬板的结合力;且同时使得覆盖膜表面粗化,增加覆盖膜和电磁屏蔽膜之间的结合力,有效保证电磁屏蔽膜不易脱落,提高结合稳定性。
进一步的,在S3中,电磁屏蔽膜包括有依次连接的导电胶层、树脂层。通过该设置,有效屏蔽外界电磁干扰的作用,保证优良屏蔽性能,保证电路不受到其他信号干扰的功能。
进一步的,在S3中c步骤的对位贴合采用电烙铁加热方式进行固定贴合。通过该设置,保证电磁屏蔽膜贴合稳定性,为后续预压提高精准性,保证电磁屏蔽膜的压合质量。
进一步的,在S3中d步骤的预压合采用的温度为175-185℃;压力为100-120
进一步的,在S4中,所述耐高温PI保护膜的长度小于挠性区的长度,所述耐高温PI保护膜居中设于挠性区中部位置。所述耐高温PI保护膜一端距离挠性区一端的距离有0.1-0.3mm。通过该设置,在压合过程中,可有效防止耐高温PI保护膜伸入刚性区域,保证后期撕耐高温PI保护膜的顺畅性,且保证刚挠结合板的生产品质。
进一步的,在S4中b、d步骤的第一次铣切和第二次铣切均采用激光方式进行铣切。通过该设置,有效保证铣切的完整顺畅性,保证耐高温PI保护膜的合适尺寸。
进一步的,在S4中c步骤的贴合采用电烙铁固定方式。通过该设置,有效将耐高温PI保护膜稳定贴合在电磁屏蔽膜上,保证第二次铣切的精准切割,保证耐高温PI保护膜的合适的铣切尺寸。
进一步的,在S4中f步骤的预压通过快压机实现;其采用温度为175-185℃;压力为 100-120
一种刚挠结合板,按照上述电磁屏蔽膜脱落控制方法制作成的刚挠结合板。
本发明的有益效果:
通过设计刚挠结合板的制作方法,解决了压合电磁屏蔽膜的方式昂贵或者外观难以满足客户品质需求的问题,实现了软板涨缩的可控性,节约生产时效,且无需引进新设备,节约成本,有效改善电磁屏蔽膜的脱落问题,提高产品外观生产良率,满足客户品质需求。
附图说明
图1为本发明的电磁屏蔽膜脱落控制方法流程图;
图2为本发明中实施例一的刚挠结合板结构示意图;
图3为本发明中耐高温PI保护膜铣切工作示意图;
图4为现有技术中电磁屏蔽膜出现脱落的刚挠结合板状态示意图;
图5为本发明中电磁屏蔽膜未出现脱落的刚挠结合板状态示意图。
图中标记:硬板1;软板2;覆盖膜3;电磁屏蔽膜4;耐高温PI保护膜5;低流胶半固化片6。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例1
为便于本领域技术人员理解本发明,下面将结合具体实施例和附图对本发明作进一步详细描述。
如图1-5中所示,本发明一实施例提供的一种4层刚挠结合板的电磁屏蔽膜脱落控制方法,包括有以下步骤:
S1硬板1和软板2的制作:按照常规电路板工艺制作硬板1,使其等待棕化压合;按照常规电路板工艺制作软板2,使其等待压覆盖膜3;
S2覆盖膜3的制作:a对覆盖膜3进行开料并钻定位孔;b对钻好定位孔的覆盖膜3进行开窗;c将铣切好的覆盖膜3贴合在软板2上;d将完成贴合覆盖膜3的软板2进行压合,从而完成覆盖膜3制作;
S3电磁屏蔽膜4的制作:a对电磁屏蔽膜4进行开料并钻定位孔;b对钻好定位孔的电磁屏蔽膜4进行开窗;c将铣切好的电磁屏蔽膜4对位贴合在覆盖膜3上;d将完成贴合电磁屏蔽膜4通过快压机进行预压合;e将完成预压电磁屏蔽膜4表面的离型膜撕掉,从而完成电磁屏蔽膜4制作;
S4耐高温PI保护膜5的制作:a对耐高温PI保护膜5进行开料并钻定位孔;b对钻好定位孔的耐高温PI保护膜5进行第一次铣切;c将完成第一次铣切的耐高温PI保护膜5贴合在电磁屏蔽膜4上;d将完成贴合的耐高温PI保护膜5进行第二次铣切;e铣切后撕掉多余部分;f将完成贴合的耐高温PI保护膜5进行预压,从而完成耐高温PI保护膜5的制作;其中第一次铣切和第二次铣切可采用激光方式来实现,有效保证铣切的完整顺畅性,保证耐高温PI保护膜5的合适尺寸。
S5板层压合:根据具体生产压合参数将硬板1和软板2相压合,完成板层压合;其中,软板2和硬板1之间通过低流胶半固化片6压合固定;
S6产品检查:对产品进行功能性及外观检查;
S7撕耐高温PI保护膜5:对应挠性区的硬板1区域开盖后,采用人工撕掉挠性区的耐高温PI保护膜5。其中开盖可采用激光或V-CUT或控深铣的方式实现。
本发明中,通过上述该方式实现电磁屏蔽膜4的压合,无需引进新设备,有效节约成本。其中采用快压机压合电磁屏蔽膜4代替全压,使得软板2涨缩得到可控,有效节约生产时效。且在压合前在电磁屏蔽膜4上贴合耐高温PI保护膜5,可有效改善电磁屏蔽膜4脱落问题,有效提高产品外观生产良率,满足客户品质需求。
如下为现有采用热压机加上烤板工艺的软板2涨缩数据:
如下为本发明采用快压机加上烤板工艺的软板2涨缩数据:
如上述两个表的数据得出:上述极差越小,说明涨缩越小。采用快压电磁屏蔽膜4代替全压,可有效控制软板2涨缩,节约生产时效。
本实施例中,在S2与S3之间,对软板2和覆盖膜3的表面进行等离子粗化处理。通过该设置,使得软板2表面粗化,增加软板2与硬板1的结合力;且同时使得覆盖膜3表面粗化,增加覆盖膜3和电磁屏蔽膜4之间的结合力,有效保证电磁屏蔽膜4不易脱落,提高结合稳定性。
本实施例中,在S3中,电磁屏蔽膜4包括有依次连接的导电胶层、树脂层。通过该设置,有效屏蔽外界电磁干扰的作用,保证优良屏蔽性能,保证电路不受到其他信号干扰的功能。
本实施例中,在S3中c步骤的对位贴合采用电烙铁加热方式进行固定贴合。通过该设置,保证电磁屏蔽膜4贴合稳定性,为后续预压提高精准性,保证电磁屏蔽膜4的压合质量。
本实施例中,在S3中d步骤的预压合采用的温度为175-185℃;压力为100-120
本实施例中,在S4中,所述耐高温PI保护膜5的长度小于挠性区的长度,所述耐高温PI保护膜5居中设于挠性区中部位置。所述耐高温PI保护膜5一端距离挠性区一端的距离有0.2mm。通过该设置,在压合过程中,可有效防止耐高温PI保护膜5伸入刚性区域,保证后期撕耐高温PI保护膜5的顺畅性,且保证刚挠结合板的生产品质。
本实施例中,在S4中b、d步骤的第一次铣切和第二次铣切均采用激光方式进行铣切。通过该设置,有效保证铣切的完整顺畅性,保证耐高温PI保护膜5的合适尺寸。
本实施例中,在S4中c步骤的贴合采用电烙铁固定方式。通过该设置,有效将耐高温PI保护膜5稳定贴合在电磁屏蔽膜4上,保证第二次铣切的精准切割,保证耐高温PI保护膜5的合适的铣切尺寸。
本实施例中,在S4中f步骤的预压通过快压机实现;其采用温度为175-185℃;压力 为100-120
一种刚挠结合板,按照上述电磁屏蔽膜脱落控制方法制作成的刚挠结合板。
本发明的有益效果:
通过设计刚挠结合板的制作方法,解决了压合电磁屏蔽膜4的方式昂贵或者外观难以满足客户品质需求的问题,实现了软板2涨缩的可控性,节约生产时效,且无需引进新设备,节约成本,有效改善电磁屏蔽膜4的脱落问题,提高产品外观生产良率,满足客户品质需求。
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。需注意的是,本发明中所未详细描述的技术特征,均可以通过任一现有技术实现。
- 一种双层电磁屏蔽膜及其制备方法
- 一种覆盖膜保护电磁波屏蔽膜刚挠结合板的制作方法
- 一种覆盖膜保护电磁波屏蔽膜刚挠结合板的制作方法