一种用于测量航空发动机静子叶片台阶尺寸的装置
文献发布时间:2023-06-19 19:16:40
技术领域
本发明属于航空发动机叶片测量领域,尤其涉及一种用于测量航空发动机静子叶片台阶尺寸的装置。
背景技术
航空发动机静子叶片的定位轴上往往设计有多个台阶或沟槽,这些尺寸的被测量面往往非常狭小且在根部存在转接R。测量此类尺寸的传统方法一般是:首先把零件放置垂直状态,然后在平台上,采用高度尺配杠杆百分表测量定位缘板到台阶尺寸的高度差。杠杆百分表的表针端部为球形,且通过目视找寻台阶尺寸的被测表面。
现有的测量方法主要存在以下缺点:
1.测量时需要配以平台;
2.需采用专用测具将零件轴向基准定位于垂直平台平面状态;
3.被测台阶位置空间非常狭小且根部存在转接R,通过目视手动寻找被检测平面的方法,有误触测在台阶根部转接R上的风险,也有测针球部非最低点接触台阶边沿的风险,因为杠杆百分表测针的端部为直径为1毫米的球状,而被测平面也仅为1至3毫米的宽度;
4.测针测量一般为单点测量,不一定能测量到被测平面的最高点位置,且每次的测量点位置可能不同,导致测量结果重复性差。
综上所述,传统的测量方法存在以上四点不足,导致传统的测量方法测量该类尺寸的效率非常低,且存在误测的风险。
发明内容
本发明的目的是提供一种用于测量航空发动机静子叶片台阶尺寸的装置,以解决生产现场及终检时无法快速、准确、稳定测量航空发动机静子叶片台阶尺寸的问题。
本发明采用以下技术方案:一种用于测量航空发动机静子叶片台阶尺寸的装置,包括:
轴径支撑板,竖向设置,其上端沿其走向开设有V形的定位槽,定位槽用于放置水平摆设的叶片的大端定位柱,轴径支撑板的右侧用于待测叶片的大端外缘板左侧向左移动至贴合在其上,
测量块,竖向设置,位于轴径支撑板的左侧,其上端沿左右走向开设有安装槽,
测量机构,位于安装槽内,其右端用于卡住叶片的安装螺纹柱或扭角安装扁,并使得叶片的扭角安装扁的左侧或大端定位柱的左侧抵在测量机构的右端,测量机构用于在叶片的推动下沿安装槽向左移动直至待测叶片的大端外缘板左侧贴在轴径支撑板的右侧,测量机构还用于向右移动进行复位,
百分表,固定于测量块的左侧,其测头抵在测量机构的左侧,用于测量测量机构向左移动的数值,进而测得叶片大端定位柱的长度或者大端定位柱与扭角安装扁的长度。
进一步地,测量机构包括:
测量条,左右向设置,在其中心位置竖向贯穿开设有条形的测量孔,
定位块,位于安装槽内,其下端与测量块固定连接,其上端向上延伸并伸入测量孔内,
限位块,位于测量孔内,其右端与测量条固定连接,
弹性件,位于测量孔内,其左端与定位块固定连接,其右端与限位块固定连接,用于:当叶片推动测量条向左移动时,被限位块挤压收缩;当叶片受力消失后,向右推动限位块以及测量条向右移动至复位。
进一步地,测量条的右端固定连接有卡块,卡块的下端与测量条固定连接,其上端自上而下开设有卡槽,卡槽用于卡住安装螺纹柱或扭角安装扁,且卡块的右端用于抵住叶片的扭角安装扁的左侧或大端定位柱的左侧。
进一步地,百分表水平设置,其测头向右延伸并抵在测量条的左端,百分表通过固定板进行固定。
进一步地,还包括:安装底板,水平设置,
固定板的下端、测量块的下端、轴径支撑板的下端均固定在安装底板上。
进一步地,安装槽的轴线、卡槽的轴线均与百分表的测头轴线重合。
本发明的有益效果是:
1.本发明可在生车间使用,对温度、湿度等环境因素没有特殊要求;
2.本发明设计轻巧,可搬至加工现场使用,以便及时对被加工零件进行过程控制;
3.本发明采用标准件对标,对标及测量过程模拟实际装配过程与实际情况更为相符;
4.本发明的卡块的尺寸通过设计与零件的被测位置精确匹配,避开了根部倒圆角和测量点非常靠近被测位置边缘的问题,且通过测量块沿左右方向滑动,使得每次测量过程卡块与零件被测表面的接触位置都一致,从而保证了测量的准确性和稳定性;
5.本发明采用快速定位和复位结构操作简单测量效率高;
6.本发明既可以测量叶片大端定位柱的长度,也可以测量大端定位柱与扭角安装扁的长度,可将测量叶片大端定位柱的长度的测量机构和测量大端定位柱与扭角安装扁的长度的测量机构一起固定在安装底板上,依次连续测定同一零件两个同类尺寸,进一步提高测量效率;
7.无论是生产过程中的首检或抽检,还是最终检验,本发明都可以快速准确测量航空发动机静子叶片台阶尺寸。
附图说明
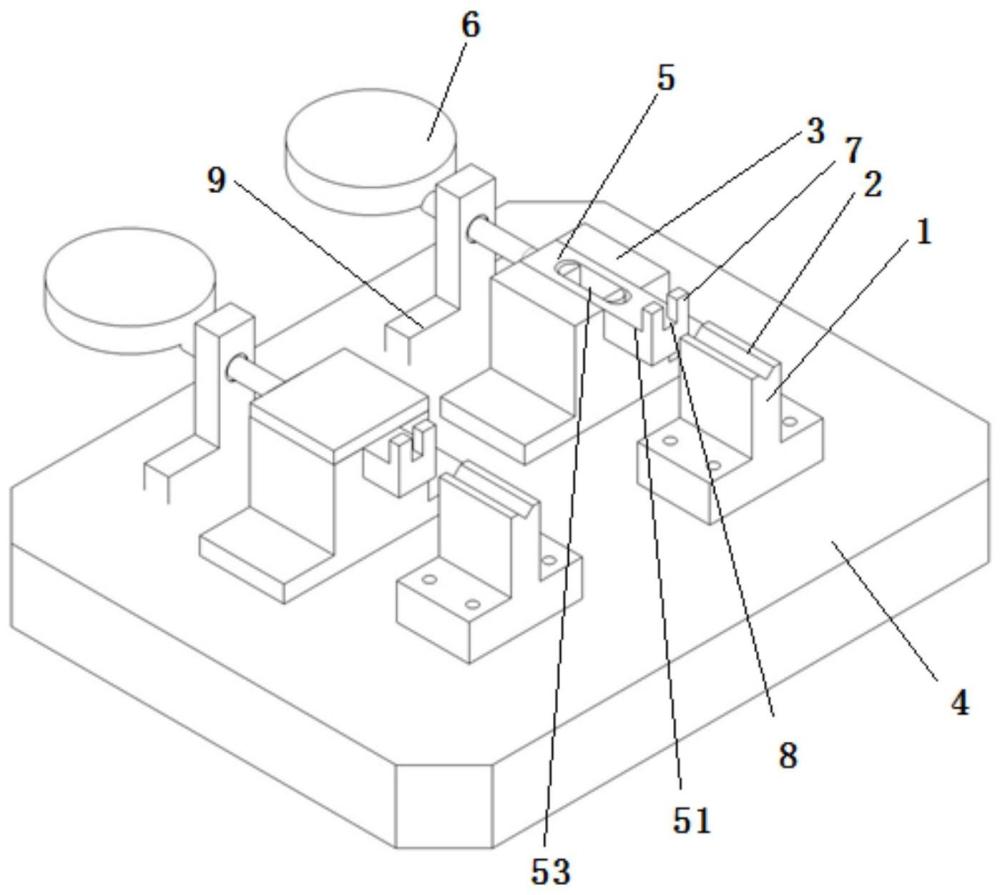
图1为本发明的侧视图;
图2为本发明的俯视图;
图3为本发明所测量的叶片的结构示意图;
图4为本发明测量时的使用示意图。
其中:1、轴径支撑板;2、定位槽;3、测量块;4、安装底板;5、测量机构;51、测量条;52、定位块;53、测量孔;54、限位块;55、弹性件;6、百分表;7、卡块;8、卡槽;9、固定板;11、大端定位柱;12、扭角安装扁;13、安装螺纹柱;14、大端外缘板;15、大端内缘板;16、叶身型面;17、叶型端面;18、小端内缘板;19、小端定位轴。
具体实施方式
下面结合附图和具体实施方式对本发明进行详细说明。
须知,本说明书附图所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容所能涵盖的范围内。
在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
如图3所示,本发明所涉及的航空发动机静子叶片由自左向右依次连接的安装螺纹柱13、扭角安装扁12、大端定位柱11、大端外缘板14、大端内缘板15、叶身型面16、叶型端面17、小端内缘板18、小端定位轴19组成。
本发明公开了一种用于测量航空发动机静子叶片台阶尺寸的装置,如图1和图2所示,包括轴径支撑板1、测量块3、测量机构5、百分表6。
轴径支撑板1竖向设置,轴径支撑板1的上端沿其走向开设有V形的定位槽2,定位槽2用于放置水平摆设的叶片的大端定位柱11,轴径支撑板1的右侧用于待测叶片的大端外缘板14左侧向左移动至贴合在其上,测量块3竖向设置,测量块3位于轴径支撑板1的左侧,测量块3的上端沿左右走向开设有安装槽。
测量机构5位于安装槽内,测量机构5的右端用于卡住叶片的安装螺纹柱13或扭角安装扁12,并使得叶片的扭角安装扁12的左侧或大端定位柱11的左侧抵在测量机构5的右端,测量机构5用于在叶片的推动下沿安装槽向左移动直至待测叶片的大端外缘板14左侧贴在轴径支撑板1的右侧,测量机构5还用于向右移动进行复位,百分表6固定于测量块3的左侧,百分表6的测头抵在测量机构5的左侧,百分表6用于测量测量机构5向左移动的数值,进而测得叶片大端定位柱11的长度或者大端定位柱11与扭角安装扁12的长度。
测量机构5包括:测量条51、定位块52、限位块54、弹性件55,测量条51左右向设置,在测量条51中心位置竖向贯穿开设有条形的测量孔53,定位块52位于安装槽内,定位块52的下端与测量块3固定连接,定位块52的上端向上延伸并伸入测量孔53内,限位块54位于测量孔53内,限位块54的右端与测量条51固定连接,弹性件55位于测量孔53内,弹性件55的左端与定位块52固定连接,弹性件55的右端与限位块54固定连接,弹性件55用于:当叶片推动测量条51向左移动时,被限位块54挤压收缩;当叶片受力消失后,向右推动限位块54以及测量条51向右移动至复位。
测量条51的右端固定连接有卡块7,卡块7的下端与测量条51固定连接,卡块7的上端自上而下开设有卡槽8,卡槽8用于卡住安装螺纹柱13或扭角安装扁12,且卡块7的右端用于抵住叶片的扭角安装扁12的左侧或大端定位柱11的左侧。
百分表6水平设置,百分表6的测头向右延伸并抵在测量条51的左端,百分表6通过固定板9进行固定。安装槽的轴线、卡槽8的轴线均与百分表6的测头轴线重合,进而使得叶片的安装螺纹柱13的轴线与安装槽的轴线、卡槽8的轴线均与百分表6的测头轴线重合,保证测量的准确性。
本发明还包括:安装底板4,安装底板4水平设置,固定板9的下端、测量块3的下端、轴径支撑板1的下端均固定在安装底板4上。通过设置安装底板4可以使得整个装置混为一体,方便存储和拿取,减少操作误差。
本发明中轴径支撑板1的定位槽2用于对叶片的大端定位柱11进行支撑,卡块7卡住叶片的安装螺纹柱13或扭角安装扁12,推动叶片向左移动直至待测叶片的大端外缘板14左侧贴在轴径支撑板1的右侧,而百分表6与测量条51相联动,从而在百分表6上可以测量出叶片大端定位柱11的长度或者大端定位柱11与扭角安装扁12的长度。
本发明可以通过更换或者调解卡块7的卡槽8的尺寸,进而分别测得叶片大端定位柱11的长度或者大端定位柱11与扭角安装扁12的长度,当需要测量叶片大端定位柱11的长度时,将扭角安装扁12卡在卡块7的卡槽8内,然后向左移动直至待测叶片的大端外缘板14左侧贴在轴径支撑板1的右侧,然后对百分表6进行读数;当需要测量大端定位柱11与扭角安装扁12的长度时,将安装螺纹柱13卡在卡块7的卡槽8内,然后向左移动直至待测叶片的大端外缘板14左侧贴在轴径支撑板1的右侧,然后对百分表6进行读数。
如图4所示,本发明的使用方法为:
放置被测零件,使得被测零件安装螺纹柱13或扭角安装扁12卡在卡块7的卡槽8内,滑动并推动测量条51克服弹性件55的弹力在测量块3的安装槽内向左移动,直至待测叶片的大端外缘板14左侧贴在轴径支撑板1的右侧,此时在百分表6上读出实测数值。
以上仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 用于航空发动机转静子装配测量的双框共面导向式调心方法与装置
- 用于航空发动机转静子装配测量的双框共面导向式调心方法与装置