一种内凹六边形负泊松比蜂窝结构夹芯板及其制备方法
文献发布时间:2023-06-19 19:18:24
技术领域
本发明涉及人造板技术领域,尤其涉及一种内凹六边形负泊松比蜂窝结构夹芯板及其制备方法。
背景技术
复合材料夹芯人造板是由高强度的面层和低强度的轻质夹芯材料组成,在弯曲载荷下,上下面层承担主要的拉应力和压应力,芯材主要承担剪切应力。芯材的力学作用机理是连接面层使之成为整体构件,让薄而强的面层在承担较高的拉应力的同时不发生弯曲,并将剪应力从面层传递至内层。
现有技术中的面层大多利用木材在加工过程中产生的边角废料,添加化工胶粘剂制作成的板材,而大量的合成树脂胶黏剂会导致大量甲醛释放,如果不能快速释放甲醛,将会对人体造成伤害。
现有技术中的芯材大多采用环氧树脂、酚醛树脂和聚合物泡沫等,但是上述材料作用芯材料不仅不环保、成本高,难以实现大规模制造,并且夹层复合材料的抗剪切、抗弯曲、抗冲击吸能等特性不够理想。
因此,有必要对现有技术中的复合材料夹芯人造板的制备工艺进行改进,以解决上述问题。
发明内容
本发明克服了现有技术的不足,提供一种内凹六边形负泊松比蜂窝结构夹芯板及其制备方法,旨在解决现有技术中复合材料夹芯人造板中施胶量大导致的游离甲醛释放困难的问题,以及解决现有技术中夹层复合材料的抗剪切、抗弯曲、抗冲击吸能的特性较差的问题。
为达到上述目的,本发明采用的技术方案为:一种内凹六边形负泊松比蜂窝结构夹芯板制备方法,包括以下步骤:
S1、条形结构制备:将纤维原纸上布置若干折叠线和剪切线,按照剪切线将纤维原纸裁切形成若干条形结构;
S2、折叠形成中间结构:将若干条形结构上的折叠线按照预设的折叠法折叠,形成若干外燕尾和内燕尾交替连接的中间结构;
S3、蜂窝结构固化:将中间结构中外燕尾和内燕尾尾端所在外表面施胶,将中间结构以内燕尾开口相对的方式依次粘合,干燥拉伸成型形成内凹六边形纸蜂窝结构;
S4、夹芯板制备:在外层表板表面施胶,并相对与内凹六边形纸蜂窝结构的两端粘合,形成夹芯板。
本发明一个较佳实施例中,折叠线包括第一折叠线和第二折叠线,所述条形结构上每间隔相同距离设置一组第一折叠线和第二折叠线,且每组第一折叠线和第二折叠线之间的间距相等。
本发明一个较佳实施例中,折叠法为:由第二折叠线向第一折叠线且向纤维原纸的正面折叠为以第一次序,由第二折叠线向第一折叠线且向纤维原纸的背面折叠为以第二次序,以第一次序和第二次序反复交替的方式对条形结构进行折叠。
本发明一个较佳实施例中,所述纤维原纸的表面涂敷有甲醛吸收涂层,或浸渍有甲醛吸收液。
本发明一个较佳实施例中,在S3中,对涂胶后的纤维原纸进行加压胶合,采用冷压的方式在0.5-1MPa单位压力下保压时间20-60min;将加压胶合后的纤维原纸取出后干燥12-24h。
本发明一个较佳实施例中,若干条形结构中相邻组折叠线之间区域正反面交错施胶,将若干条形结构以正反面相对的方式依次粘合。
本发明一个较佳实施例中,在所述S4中,粘合后在压机作用下,采用冷压的方式在0.3~0.5MPa单位压力下保压时间4~6h。
本发明还提供了一种内凹六边形负泊松比蜂窝结构夹芯板,包括:相对设置的外层表板,以及设置在所述外层表板之间的内凹六边形纸蜂窝结构;
所述内凹六边形纸蜂窝结构由纤维原纸折叠形成,包括平面内周期性排列的若干内凹六边形结构,所述内凹六边形结构顶部和底部两条等长边为水平胞壁,两侧四条等长斜边为倾斜胞壁,两个所述水平胞壁的左右两端分别通过两个所述倾斜胞壁相连,两个所述倾斜胞壁连接成内凹折弯结构,从而形成上下左右对称的、两侧内凹的闭合结构;
排列规则为:在竖直方向上,相邻所述内凹六边形结构的水平胞壁相贴合;
在水平方向上,相邻所述内凹六边形结构的倾斜胞壁相贴合。
本发明一个较佳实施例中,所述水平胞壁和相邻所述倾斜胞壁之间形成有凹角,所述凹角为锐角,所述水平胞壁和所述倾斜胞壁的长度关系为:
本发明一个较佳实施例中,所述内凹六边形结构与相邻所述内凹六边形结构的连接处厚度为2t,其中t为纤维原纸的厚度。
本发明解决了背景技术中存在的缺陷,本发明具备以下有益效果:
(1)本发明提供了一种内凹六边形负泊松比蜂窝结构夹芯板,该夹芯板通过将纤维原纸切割折叠粘合成型成由内凹六边形纸蜂窝胞元组成的芯层,使该夹芯层具有负泊松比特性,并配合白乳胶进行加压胶合得到;该板具有的负泊松比效应使得板材的物理强度增强,尤其是抗剪切强度,此外由于材料的轻质和蜂窝结构的选用,该板具有低于常见人造板的密度。由于蜂窝结构的施胶面积少,该板相较于常规人造板大大较少了用胶量,使板材的适用性更广,安全性和机械性能更好。
(2)本发明中本发明制备的芯层具有蜂窝结构,而蜂窝结构相对于现有技术中的环氧树脂、酚醛树脂和聚合物泡沫等组成的芯层具有更大的比表面积,一方面保证人造复合板面层和面层之间的游离甲醛能够被快速释放和吸收,减少甲醛对于人体的健康影响;另一方面,该蜂窝结构为具有负泊松比的内凹六边形结构,这使得人造复合板在受载时产生更高的弹性模量、剪切模量、储能模量,更好的回弹韧性和抗断裂性能,且在载荷作用下随着负泊松比效应的增强而提高,改善了现有技术中的夹层复合材料的机械性能,使其具有优异的抗剪切、抗弯曲、抗冲击吸能等特性。
(3)本发明在内凹六边形结构制备过程中,并未采用现有技术中整体成型的方式,也并未采用冲压、挤压或3D打印成型方式制备,而是采用质轻、高比强度和高比刚度更加优异的纤维原纸按照预设折叠方法制备相同的中间结构,再通过将若干中间结构依次正反交替粘接即可实现内凹六边形纸蜂窝结构,适用于大规模的工业生产。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图;
图1是本发明的优选实施例的一种内凹六边形负泊松比蜂窝结构夹芯板制备方法的流程图;
图2是本发明的优选实施例的纤维原纸上折叠线和剪切线的布置结构示意图;
图3是本发明的优选实施例的条形结构的示意图;
图4是本发明的优选实施例的中间结构的示意图;
图5是本发明的优选实施例的内凹六边形纸蜂窝结构的示意图;
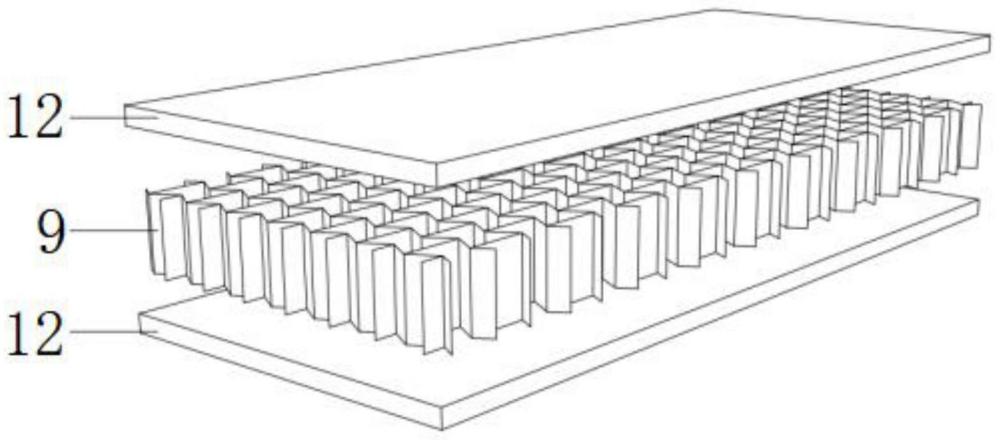
图6是本发明的一种内凹六边形负泊松比蜂窝结构夹芯板的立体结构示意图;
图7是本发明的优选实施例的水平胞壁和倾斜胞壁的示意图;
图中:1、纤维原纸;2、第一折叠线;3、第二折叠线;4、剪切线;5、条形结构;6、外燕尾;7、内燕尾;8、中间结构;9、内凹六边形纸蜂窝结构;10、水平胞壁;11、倾斜胞壁;12、外层表板。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是本发明还可以采用其他不同于在此描述的其他方式来实施,因此,本发明的保护范围并不受下面公开的具体实施例的限制。
在本申请的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请保护范围的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或隐含指明所指示的技术特征的数量。因此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明创造的描述中,除非另有说明,“多个”的含义是两个或两个以上。
在本申请的描述中,需要说明的是,除非另有明确的规定和限定,术语“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本申请中的具体含义。
如图1所示,本发明提供了一种内凹六边形负泊松比蜂窝结构夹芯板制备方法,包括以下步骤:
S1、条形结构5制备:将纤维原纸1上布置若干折叠线和剪切线4,按照剪切线4将纤维原纸1裁切形成若干条形结构5,如图2和图3所示
S2、折叠形成中间结构8:将若干条形结构5上的折叠线按照预设的折叠法折叠,形成若干外燕尾6和内燕尾7交替连接的中间结构8,如图4所示;
S3、蜂窝结构固化:将中间结构8中外燕尾6和内燕尾7尾端所在外表面施胶,将中间结构8以内燕尾7开口相对的方式依次粘合,干燥拉伸成型形成内凹六边形纸蜂窝结构9,如图5所示;
S4、夹芯板制备:在外层表板12表面施胶,并相对与内凹六边形纸蜂窝结构9的两端粘合,形成夹芯板。
其中,折叠线包括第一折叠线2和第二折叠线3,条形结构5上每间隔相同距离设置一组第一折叠线2和第二折叠线3,且每组第一折叠线2和第二折叠线3之间的间距相等。折叠法为:由第二折叠线3向第一折叠线2且向纤维原纸1的正面折叠为以第一次序,由第二折叠线3向第一折叠线2且向纤维原纸1的背面折叠为以第二次序,以第一次序和第二次序反复交替的方式对条形结构5进行折叠。
本发明中,在S3中,对涂胶后的纤维原纸1进行加压胶合,采用冷压的方式在0.5-1MPa单位压力下保压时间20-60min;将加压胶合后的纤维原纸1取出后干燥12-24h。在S4中,粘合后在压机作用下,采用冷压的方式在0.3~0.5MPa单位压力下保压时间4~6h。
本发明中若干条形结构5中相邻组折叠线之间区域正反面交错施胶,将若干条形结构5以正反面相对的方式依次粘合。
本发明中纤维原纸1的表面涂敷有甲醛吸收涂层,或浸渍有甲醛吸收液。通过在纤维原纸1的表面设置甲醛吸收涂层或甲醛吸收液,使得复合板的芯层具有吸附甲醛的能力。浸渍的方式为将纤维原纸1浸入甲醛吸收液中,取出后干燥即可,进一步提高甲醛的吸附性能。
如图6所示,本发明还提供了一种内凹六边形负泊松比蜂窝结构夹芯板,包括:相对设置的外层表板12,以及设置在外层表板12之间的内凹六边形纸蜂窝结构9;
内凹六边形纸蜂窝结构9由纤维原纸1折叠形成,包括平面内周期性排列的若干内凹六边形结构,内凹六边形结构顶部和底部两条等长边为水平胞壁10,两侧四条等长斜边为倾斜胞壁11,两个水平胞壁10的左右两端分别通过两个倾斜胞壁11相连,两个倾斜胞壁11连接成内凹折弯结构,从而形成上下左右对称的、两侧内凹的闭合结构;其中,排列规则为:在竖直方向上,相邻内凹六边形结构的水平胞壁10相贴合;在水平方向上,相邻内凹六边形结构的倾斜胞壁11相贴合。
如图7所示,水平胞壁10和相邻倾斜胞壁11之间形成有凹角,凹角为锐角,水平胞壁10和倾斜胞壁11的长度关系为:
本发明中夹芯层内凹六边形纸蜂窝具有负泊松比效应,是指受拉伸时,夹芯层内凹六边形纸蜂窝在弹性范围内横向发生膨胀;而受压缩时,夹芯层内凹六边形纸蜂窝的横向反而发生收缩。
由于现有技术中的复合板在面层和面层之间的树脂胶黏剂存在大量导致甲醛,而这些甲醛难以释放的问题,本发明制备的芯层具有蜂窝结构,而蜂窝结构相对于现有技术中的环氧树脂、酚醛树脂和聚合物泡沫等组成的芯层具有更大的比表面积,一方面保证人造复合板面层和面层之间的游离甲醛能够被快速释放和吸收,减少甲醛对于人体的健康影响;另一方面,该蜂窝结构为具有负泊松比的内凹六边形结构,这使得人造复合板在受载时产生更高的弹性模量、剪切模量、储能模量,更好的回弹韧性和抗断裂性能,且在载荷作用下随着负泊松比效应的增强而提高,改善了现有技术中的夹层复合材料的机械性能,使其具有优异的抗剪切、抗弯曲、抗冲击吸能等特性。
本发明中的内凹六边形负泊松比蜂窝结构夹芯板在在受到冲击载荷时具有几乎不变的平台应力和较长的行程,且同时内部连接结构能保证更稳定的变形模式,更好的载荷一致性。
本发明中的制备方法中,并未采用现有技术中的冲压、挤压或3D打印成型方式制备,而是采用质轻、高比强度和高比刚度更加优异的纤维原纸1,成本更低廉。
由于现有技术中内凹六边形结构的整体成型较为困难,本发明采用折叠、粘合的方式,只需统一制备相同的中间结构8,将若干中间结构8依次正反交替粘接即可实现内凹六边形纸蜂窝结构9,适用于大规模的工业生产。
实施例1
一种内凹六边形负泊松比蜂窝结构夹芯板制备方法,包括以下步骤:
S1、条形结构5制备:准备纤维原纸1,根据水平胞壁10s=15mm、倾斜胞壁11l=6,8,10,12,14进行分别编程,切割如图所示图案中若干折叠线和剪切线4,按照剪切线4将纤维原纸1裁切形成若干条形结构5;其中,折叠线包括第一折叠线2和第二折叠线3,条形结构5上每间隔相同距离设置一组第一折叠线2和第二折叠线3,且每组第一折叠线2和第二折叠线3之间的间距相等;
S2、折叠形成中间结构8:将若干条形结构5上的折叠线按照预设的折叠法折叠,形成若干外燕尾6和内燕尾7交替连接的中间结构8;其中,折叠法为:由第二折叠线3向第一折叠线2且向纤维原纸1的正面折叠为以第一次序,由第二折叠线3向第一折叠线2且向纤维原纸1的背面折叠为以第二次序,以第一次序和第二次序反复交替的方式对条形结构5进行折叠;
S3、蜂窝结构固化:将中间结构8中外燕尾6和内燕尾7尾端所在外表面施胶,将中间结构8以内燕尾7开口相对的方式依次粘合,使用万能试验压机对涂胶后并铺放整齐的牛皮纸板进行加压胶合,采用冷压,单位压力为0.5MPa,保压时间20min,将加压胶合后的纤维原纸1从万能试验压机中取出,安放在较干燥室内环境12h,将纤维原纸1纸芯进行人工拉伸成型,放入干燥箱中干燥定型10min,定型温度为95℃,形成内凹六边形纸蜂窝结构9;
S4、夹芯板制备:在外层表板12表面均匀涂布白乳胶,涂布量为160g/m2,芯层内凹六边形纸蜂窝不用施胶,芯层内凹六边形纸蜂窝不用施胶,并相对与内凹六边形纸蜂窝结构9的两端粘合,施胶组装好的板材放入压机,进行冷压,单位压力为0.3MPa,保压时间5h,将加压胶合后的板件从压机中取出,放置在室内环境48h后,进行修边收料,形成夹芯板。
实施例2
一种内凹六边形负泊松比蜂窝结构夹芯板制备方法,包括以下步骤:
S1、条形结构5制备:准备纤维原纸1,根据水平胞壁10s=20mm、倾斜胞壁11l=8,10,12,14,16,18进行分别编程,切割如图所示图案中若干折叠线和剪切线4,按照剪切线4将纤维原纸1裁切形成若干条形结构5;其中,折叠线包括第一折叠线2和第二折叠线3,条形结构5上每间隔相同距离设置一组第一折叠线2和第二折叠线3,且每组第一折叠线2和第二折叠线3之间的间距相等;
S2、折叠形成中间结构8:将若干条形结构5上的折叠线按照预设的折叠法折叠,形成若干外燕尾6和内燕尾7交替连接的中间结构8;其中,折叠法为:由第二折叠线3向第一折叠线2且向纤维原纸1的正面折叠为以第一次序,由第二折叠线3向第一折叠线2且向纤维原纸1的背面折叠为以第二次序,以第一次序和第二次序反复交替的方式对条形结构5进行折叠;
S3、蜂窝结构固化:将中间结构8中外燕尾6和内燕尾7尾端所在外表面施胶,将中间结构8以内燕尾7开口相对的方式依次粘合,使用万能试验压机对涂胶后并铺放整齐的牛皮纸板进行加压胶合,采用冷压,单位压力为0.5MPa,保压时间20min,将加压胶合后的纤维原纸1从万能试验压机中取出,安放在较干燥室内环境12h,将纤维原纸1纸芯进行人工拉伸成型,放入干燥箱中干燥定型10min,定型温度为95℃,形成内凹六边形纸蜂窝结构9;
S4、夹芯板制备:在外层表板12表面均匀涂布白乳胶,涂布量为160g/m2,芯层内凹六边形纸蜂窝不用施胶,芯层内凹六边形纸蜂窝不用施胶,并相对与内凹六边形纸蜂窝结构9的两端粘合,施胶组装好的板材放入压机,进行冷压,单位压力为0.3MPa,保压时间5h,将加压胶合后的板件从压机中取出,放置在室内环境48h后,进行修边收料,形成夹芯板。
对比例1
取泡沫密度为100kg/m
对比例2
取泡沫密度为150kg/m
对比例2
取泡沫密度为200kg/m
将上述实施例1和实施例2l=6,8,10,12,14mm制备形成的夹芯板进行拉压疲劳试验、弯曲性能试验,试验数据如下:
相对于对比例1,对比实施例1和实施例2中制备的芯层在断裂载荷上提高了1.12~1.75倍,在断裂剪切强度上提高了1.54~2.36倍;相对于对比例1,对比实施例1和实施例2中制备的芯层在断裂载荷上提高了1.02~1.6倍,在断裂剪切强度上提高了1.31~2.0倍;
且当实施例1和实施例2中水平胞壁10和倾斜胞壁11的长度满足关系
以上依据本发明的理想实施例为启示,通过上述的说明内容,相关人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定技术性范围。
- 内凹六边形负泊松比点阵结构参数化有限元建模方法
- 内凹六边形负泊松比点阵结构参数化有限元建模方法