用于超声换能器的电气互连件
文献发布时间:2023-06-19 11:11:32
背景技术
本文所公开的主题涉及可适用于各种电气装置(诸如但不限于超声换能器)的电气互连结构。
超声成像系统通常包括施用至患者身体的超声探头和可操作地耦接至超声探头的工作站或监视器。超声探头可由超声成像系统的操作者控制,并且被构造为发射和接收由工作站或监视器处理成超声图像的超声信号。操作者定位超声探头以在目标扫描平面中采集感兴趣的目标解剖结构或区域(例如,待成像的期望组织或身体区域)的图像数据。
随着超声成像变得越来越复杂,采集的数据量和采集方法对数据采集部件和硬件提出了越来越高的需求。例如,对于电子4D(实时三维(3D))成像超声探头,使用数千个超声换能器元件的二维阵列来将超声波束操纵并聚焦在体积视场上。探头内的集成电路(ASIC)处理来往于数千个换能器元件的信号。通常,每个换能器元件与ASIC中相关联的电子器件之间存在单独的电气连接。在适当尺寸的封装(例如,手持式超声探头)中形成此类数量的互连件并且相对于噪声和信号传输具有合适的电子特性可能是有问题的。目前用于形成此类互连件的方法是费力的,并且在制造过程中需要高精确度,这可使得探头的制造成为易出错的耗时过程。
发明内容
在一个实施方案中,提供了一种电气支架。根据该实施方案,电气支架包括:多个隔音背衬层,其中隔音背衬层彼此堆叠以形成层合结构;和在隔音背衬层中的一个或多个上形成的多条导电迹线,其中导电迹线在层合结构的不同表面上形成导电触点以用于耦接两个电气部件。
在另一个实施方案中,提供了一种用于形成电气支架结构的方法。根据该方法,印刷导电油墨以在多个隔音背衬层中的一个或多个隔音背衬层上形成导电迹线。堆叠多个隔音背衬层。层合多个隔音背衬层以形成用于形成电气支架结构的层合结构。
在另外的实施方案中,提供了一种超声探头。根据该实施方案,超声探头包括:换能器阵列,该换能器阵列包括多个单独的换能器元件;驱动和接收电路,该驱动和接收电路被构造用于与每个单独的换能器元件通信;和电气支架结构,该电气支架结构将每个换能器元件的驱动和接收电路电连接到每个相应的换能器元件。电气支架结构包括隔音背衬层的层合叠堆,在隔音背衬层的至少一部分上形成导电迹线。
附图说明
当参考附图阅读以下详细描述时,将更好地理解本发明的这些和其它特征、方面和优点,附图中相同的符号在整个附图中表示相同的部分,其中:
图1是根据本公开的各方面的超声系统的框图的实施方案;
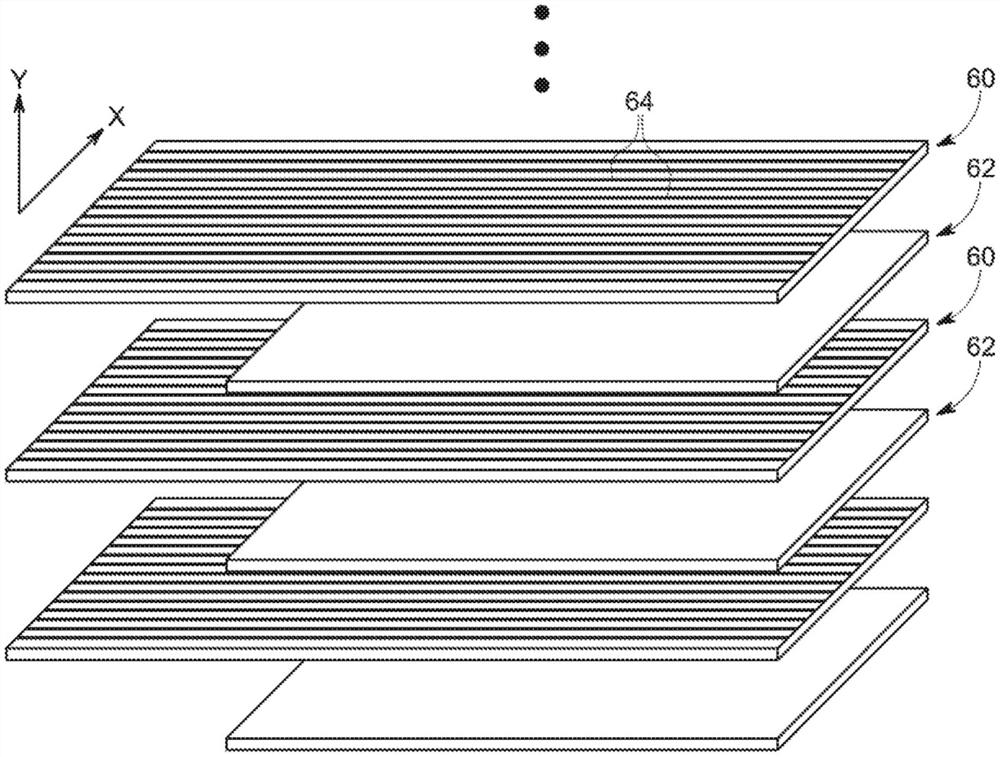
图2描绘了用于形成电气互连结构的交织柔性电路层和隔音背衬层的布置的示例;
图3描绘了根据本公开的各方面的用于形成电气互连结构的其上印刷有迹线的堆叠隔音背衬层的布置的示例;
图4描绘了根据本公开的各方面的使用如图3所示的堆叠隔音背衬层形成的互连结构的端视图;
图5描绘了根据本公开的各方面的堆叠隔音背衬层的布置的示例,迹线印刷在某些隔音背衬层上而非所有隔音背衬层上;
图6描绘了根据本公开的各方面的使用如图5所示的堆叠隔音背衬层形成的互连结构的端视图;
图7描绘了根据本公开的各方面的隔音背衬层的透视图;
图8描绘了根据本公开的各方面的如图7所示的隔音背衬层的端视图;
图9描绘了根据本公开的各方面的如图7和图8所示的堆叠隔音背衬层的布置的示例,该等堆叠隔音背衬层与其上未印刷迹线的隔音背衬层交织;
图10描绘了根据本公开的各方面的使用如图9所示的堆叠隔音背衬层形成的互连结构的端视图;
图11描绘了根据本公开的各方面的在较大片材上印刷多个隔音背衬层的示例。
图12描绘了根据本公开的各方面的使用对准工具形成隔音背衬层叠堆的示例,并且具有附加的嵌入视图;
图13描绘了根据本公开的各方面的形成可被切割以形成互连结构的较大层合结构的示例;
图14描绘了根据本公开的各方面的隔音背衬片材,其中导电迹线被印刷以便在隔音背衬片材的不同端部处具有不同的间隔;
图15描绘了根据本公开的各方面的隔音背衬片材,其中导电迹线被印刷以便沿其长度具有成角度的线匝;
图16描绘了根据本公开的各方面的电气互连结构的实施方案的视图,其中连接的装置未连接在互连结构的相对表面上;
图17描绘了根据本公开的各方面的电气互连结构的另一实施方案的视图,其中连接的装置未连接在互连结构的相对表面上;并且
图18描绘了根据本公开的各方面的用于制造互连结构的工艺流程。
具体实施方式
在下面将描述一个或多个具体的实施方案。为了提供这些实施方案的简明描述,可能未在说明书中描述实际具体实施的所有特征。应当理解,在任何此类实际具体实施的开发中,如在任何工程或设计项目中,必须做出许多特定于具体实施的决策以实现开发者的具体目标,诸如遵守可能因具体实施而不同的系统相关和业务相关约束。此外,应当理解,此类开发努力可能是复杂且耗时的,但对于受益于本公开的普通技术人员来说仍然是设计、制作和制造的常规任务。
当介绍本发明的各种实施方案的元件时,冠词“一个”、“一种”、“该”和“所述”旨在表示存在元件中的一个或多个。术语“包含”、“包括”和“具有”旨在是包含性的,并且意指除了列出的元件之外还可存在附加元件。此外,以下讨论中的任何数值示例旨在非限制性的,并且因此附加的数值、范围和百分比在所公开的实施方案的范围内。
随着超声成像变得越来越复杂,采集的数据量和采集方法对数据采集部件和硬件提出了越来越高的需求。例如,适用于4D成像的成像探头可结合数千个单独的超声换能器元件。在实施过程中,探头内的集成电路(ASIC)处理来往于这数千个换能器元件的信号。通常,每个换能器元件与ASIC中相关联的电子器件之间存在单独的电气连接。
在常规方法中,这些互连通过两种方法中的一种来实现。在第一种方法中,将柔性电路和隔音背衬的交替片材层合在一起以形成“柔性加背衬”叠堆,该叠堆被后处理以形成二维互连网格。该层合叠堆的一端电连接到换能器元件的矩阵阵列,而相对端则与探头柄部内的电气元件相连接。在另一种方法中,矩阵阵列经由凸块或连接至相应换能器元件的其他互连结构直接制造在ASIC的顶部上。
这两种方法均具有缺点。相对于“柔性加背衬”方法,对柔性电路和隔音背衬的交替层的需求是昂贵且复杂的,并且柔性电路上相对厚(例如,约18微米厚)的低衰减金属迹线突出到隔音背衬中而降低了声学性能。就直接制造方法而言,ASIC及其相关联的互连件的尺寸显著大于有源声孔的尺寸,因此探头占有面积不利地增大。另外,矩阵阵列中的元件间隔必须匹配ASIC上凸块的间隔,这妨碍了将ASIC用于需要不同元件间隔的多种应用中。最后,ASIC与换能器阵列的接近使得患者接触面由于ASIC中的功率耗散而被加热,这可热限制探头的操作。
根据本发明的方法,避免了诸如上述那些的缺点。具体地,本发明所公开的方法通过描述在矩阵换能器阵列与ASIC(可直接耦接到本发明的电气支架结构或经由中间件耦接,诸如单独的柔性互连电路)之间提供电气互连和改善声衰减的电气支架的结构和制造方法来解决这些缺点。该支架还允许减小探头占有面积、具有独立ASIC凸块和元件间隔的能力,以及潜在改善热性能。此外,该支架可以比先前方法更简单且更高性价比的方式制造。
考虑到前述内容,并且通过提供有用的上下文,图1描绘了可根据本发明的方法采用的超声系统10的部件的高级视图。具体地,如下文更详细讨论的,本文所公开的电气互连结构12用作将矩阵阵列换能器元件16电连接到相关联的电子器件(例如探头柄部内的ASIC20)的“电气支架”。
据此,所示超声系统10包括换能器阵列14,该换能器阵列具有适于在成像过程期间与受检者或患者18接触的换能器元件16。换能器阵列14可被构造为能够将超声波发射到受检者或患者18体内并且从受检者或患者18接收此类能量的双向换能器。在此类具体实施中,在传输模式下,换能器阵列元件16将电能转换成超声波并将其传输到患者18体内。在接收模式下,换能器阵列元件16将从患者18接收到的超声能量(反向散射波)转换成电信号。
每个换能器元件16与相应的换能器电路相关联,该换能器电路可被设置为可存在于探头或探头柄部中的一个或多个专用集成电路(ASIC)20。也就是说,如本文所讨论的,阵列14中的每个换能器元件16电连接到相应的脉冲发生器22、发射/接收开关24、前置放大器26、扫描增益34和/或作为ASIC 20的一部分或设置在其上的模数(A/D)转换器28。在其他具体实施中,该布置可被简化或以其他方式更改。例如,电路20中所示的部件可被设置在所描绘的布置的上游或下游,然而,所描绘的基本功能通常仍将为每个换能器元件16提供。在所描绘的示例中,所提及的电路功能被概念化为在单个ASIC 20(由虚线表示)上实现,然而可理解的是,这些功能中的一些或全部可设置在相同或不同的集成电路上。
同样如图1所示,换能器阵列14和ASIC 20经由互连结构12电连接,该互连结构在本文中也可被称为电气支架。根据本实施方案,电气支架用作一个或多个集成电路(ASIC)20与超声换能器元件的二维阵列14之间的电气互连件和隔音背衬,诸如用于实时三维超声成像探头。
同样如图1所描绘的,提供了多种其他成像部件30以允许利用超声系统10形成图像。具体地,所描绘的超声系统10的示例还包括波束形成器32、控制面板36、接收器38和扫描转换器40,他们与换能器电路配合以产生可存储和/或显示给操作者的图像或一系列图像42。处理部件(例如,微处理器)和系统10的存储器(诸如可存在的控制面板36)可用于执行所存储的用于处理所采集的超声信号的例程,以生成有意义的图像和/或运动帧,该有意义的图像和/或运动帧可显示在超声系统10的监视器上。
考虑到前述系统级讨论是有用的上下文,如上所述,本发明的方法提供了电气支架的制造和使用,该电气支架用作一个或多个集成电路(ASIC)与用于实时三维超声成像探头的超声换能器元件的二维阵列之间的电气互连件和改进型隔音背衬。
如上所述,在现有方法中,柔性电路60和隔音背衬62的交替片材(在图2中的预层合视图中示出)层合在一起以形成“柔性加背衬”叠堆,该叠堆根据所描绘的尺寸被后处理以在x-y平面中形成互连件的二维网格。该层合叠堆的一端电连接到换能器元件的矩阵阵列,而相对端则与探头柄部内的电气元件相连接。如上所述,在这种“柔性加背衬”方法中,对柔性电路(层60)和隔音背衬(层62)的交替层的需求是昂贵且复杂的,并且柔性电路上相对厚(例如,约18微米厚)的低衰减金属迹线64突出到隔音背衬62中而降低了声学性能。
相比之下,转到图3,根据本发明的方法,将换能器阵列14(经由单独的柔性互连电路中间件直接或间接)连接至ASIC 20的互连结构12(即,电气支架)由隔音背衬片材80构成,其中印刷迹线64直接写入或印刷在隔音背衬片材80上,不包括被结合作为支架结构的一部分的单独柔性电路层。为了简化说明,本示例描绘了具体实施,其中具有印刷迹线64的每个堆叠隔音背衬片材80都是相同的,但可理解的是,在不同的实施方案中,给定叠堆内的隔音背衬片材可以彼此不同,例如在印刷迹线64的构造方面。用于形成隔音背衬片材80的合适背衬材料的示例包括但不限于其中嵌有或以其他方式设有不同声阻抗的散射粒子(例如钨、微球、硅胶珠)的合适环氧材料片材。隔音背衬的组成和结构提供显著的声能衰减。举例来说,由隔音背衬材料提供的声衰减可大于2db/(cm-MHz),诸如大约10dB/(cm-MHz)、20dB/(cm-MHz),或者在某些具体实施中,在大约30dB/(cm-MHz)至50dB/(cm-MHz)之间。
迹线64可使用任何合适的技术印刷在隔音背衬片材80上,该等技术技术包括但不限于:丝网印刷、喷墨印刷、气溶胶喷射印刷等等。举例来说,隔音背衬材料可为小于1毫米厚的片材,诸如大约0.25mm或0.3mm厚。例如使用气溶胶喷射印刷在隔音背衬片材80上的迹线64的宽度可小于四分之一毫米,例如0.1mm,厚度为10微米或更小,例如,5微米、3微米、2微米、1微米或0.5微米。在此类示例中,印刷迹线64之间的间隔可小于四分之一毫米,诸如约0.12mm。通过使用增材制造工艺(例如,印刷)形成迹线64,与减材制造工艺相比,可通过调整印刷参数来获得任何期望厚度的迹线64。这样,可调节互连结构12的电气性能和声学性能。
将具有印刷迹线64的隔音背衬片材80层合或粘附在一起以形成互连结构12,该互连结构在不同表面上(例如,在相对端或不同面上)具有二维触点阵列66(对应于印刷迹线64),如图4的端视图中的一端所示。因此,代替交替层结构,仅存在彼此粘附或以其他方式附接的隔音背衬层80。可理解的是,形成迹线64的导电材料在x方向上的间距由印刷在各隔音背衬片材80上的迹线64的间隔确定。形成迹线64的导电材料在y方向上的间距由隔音背衬片材80的厚度确定。
就互连结构12的声学特性而言,直接印刷在隔音背衬片材80上的迹线64的厚度可小于(例如,0.5微米至10微米)柔性电路层中通常存在的厚度(通常为约18微米),导致总互连结构中隔音背衬的体积分数高于在交织柔性电路层-隔音背衬层结构中获得的体积分数。因此,与具有交织柔性电路层的结构相比,互连结构12可具有优异的声学特性。为了进一步改善声学性能,导电聚合物油墨(诸如聚苯胺、聚吡咯或聚噻吩油墨或基于镀银聚合物颗粒的油墨)可用于印刷导电迹线,这可增强声学特性并改善声衰减。
可理解的是,在某些实施方案中,某些隔音背衬材料片材或层上可以不印刷迹线64。例如,端子层(即,最顶层和/或最底层)可以是空白的(即,没有印刷迹线64),以避免在层合互连结构12的表面上具有暴露的迹线。图5(分解透视图)和图6(端视图)中示出了这样的示例,其中最顶层的隔音背衬片材84是空白的(即,没有印刷迹线64),使得互连结构12的顶表面不包括暴露的迹线64。另外,可理解的是,代替添加空白隔音背衬片材84作为最顶层和/或最底层或者除此之外,在某些具体实施中,可将金属片或层添加到叠堆的顶部或底部,以便提供电磁屏蔽。
据此,图7至图10提供了另一个实施方案的示例,其中某些隔音背衬层80具有印刷在两侧(即相对表面)上的迹线64。这在图7和图8中以单个隔音背衬片材80的透视图和端视图示出。如图9(分解透视图)和图10(端视图)所示,层合互连结构12可通过使具有印刷在相对表面上的迹线64的隔音背衬片材80与空白或未印刷的隔音背衬片材84交替来制造,以形成层合互连结构12。
虽然导电油墨可用于印刷迹线64中的一些或全部,但是除此之外,在某些实施方案中,该等油墨可用于提供不同或变化的电气特性。例如,可将不同油墨印刷在隔音背衬片材80上,以产生经由所得印刷迹线传输的多种不同阻抗的电信号。例如,导电和电阻(碳、石墨和碳/石墨共混物等)油墨可作为平行迹线印刷在一个或多个隔音背衬片材80上,这可允许成对迹线用于以受控或调谐方式操作复合或复杂换能器布置。类似地,可将电阻油墨或特性添加到印刷迹线64中的某些以利于变迹,从而减少超声波束中的侧波瓣。
此外,可将更复杂的电气结构印刷在隔音背衬片材80中的一些或全部上。例如,考虑到用于形成此类结构的油墨可提供多种电气特性,无源电路元件(例如,电感元件、电阻元件和/或电容元件)可结合到印刷到隔音背衬层80上的特征结构(例如,迹线64)中。例如,为了提高效率,换能器阵列14可受益于基于并联或串联电感的电调谐。根据本发明的方法,这可通过在延伸到换能器元件16的印刷迹线64中添加电感来实现。
除了提供改善的声学性能(即,向背衬行进的不利声能有效衰减)之外,互连结构12还可以改善散热电子器件与患者接触面的隔热性能,从而降低患者接触面的温度。即,互连结构12(例如,电气支架)可在耗散功率的ASIC 20与患者18之间提供与改善或增加热阻相结合的隔音,从而降低患者接触面的温度。例如,隔音背衬材料还可用作热增强件或通过热增强来重建,以形成绝热材料,该绝热材料可以起到增加探头的患者接触面与也可以存在于探头中的发热ASIC之间的耐热性的作用。这样,可降低或以其他方式限制患者接触面的温度。举例来说,隔音背衬材料可具有小于或等于1W/(mK)的热导率。
另外,接口结构可允许减小患者接触面处的探头占有面积,从而更好地触及用于对身体成像的声学窗口。以这种方式形成的互连结构的其他有利特性包括但不限于:患者接触面处的探头占有面积与ASIC和ASIC互连尺寸无关;ASIC接头与换能器矩阵阵列之间可实现间距独立性;以及该互连结构适用于低成本量产。
转到图11,在某些具体实施中,可能有利的是将多个隔音片材80印刷在较大片材90上,然后可进行切割(例如沿着虚线92)以形成待用于互连结构12中的隔音背衬片材80。此类方法可提供更大的规模生产效率,诸如允许以可商购获得的尺寸印刷在隔音材料片材上和/或允许更优化地使用印刷设备,该印刷设备能够通过一个操作印刷在较大片材92上,而不是执行多个单独的印刷操作以印刷到较小尺寸的片材上。
可能注意到,图11的示例将待从较大片材90上切割的每个较小隔音背衬片材80描绘为包括对准特征结构94,此处描绘为对应于成对工具孔形成位置的印刷基准。然后,机械或激光钻孔工艺可利用该等印刷基准来随后形成用于对准隔音背衬片材80叠堆的对准孔和/或槽。另选地,可在印刷迹线64之前在较大片材90中预形成对准特征结构。如此形成的对准特征结构94可用于促进隔音背衬片材80在互连结构组装步骤中精确对准。
例如,转到图12,示出了工具夹具110,其上设有具有对准特征结构94(呈工具孔和槽的形式)的隔音背衬片材80。具体地,在该示例中,工具夹具110包括工具销112,其穿过工具孔和槽以允许形成精确对准的隔音背衬片材80叠堆。可层合对准的隔音背衬片材80叠堆以形成互连结构12。
在图13所示的另一制造具体实施中,可理解的是,初始可形成大于所需互连结构12的层合结构120,诸如通过将印刷隔音背衬层叠堆层合在一起,其中层合片材大于用于制备互连结构12的隔音背衬层的长度。然后可以精确的长度切割层合结构120,如图13中的虚线122所示,以形成对应于互连结构12的层合结构。这样,与前述示例一样,可通过制造相对于制造设备或材料而言更适合或尺寸更佳的初始结构来提高效率和/或降低成本,后续采用一个或多个步骤来将初始形成的结构的尺寸设定为适用于或用作互连结构12。
为了简化说明,前述两个具体实施在平坦或笔直切割到隔音片材80或层合结构120的上下文中呈现。然而,应当理解,在实施过程中,可基于壳体的几何结构和/或与之形成连接的电气结构的几何结构,以一定角度或曲线(例如,凸形或凹形)切割此类结构的一个或多个表面或边缘。例如,换能器阵列14在实施过程中可具有凸形形状以更好地适应患者解剖结构。在此类示例中,根据本发明的方法形成的电气支架的对应面向的表面可对应弯曲。
转到图14,在另外的具体实施中,参考上述方面,在隔音背衬片材80的不同端部处的导电迹线的间距或间隔可以不同,使得一端处的印刷迹线之间的间隔130不同于另一端处的间隔132。这样,在隔音背衬片材80的一端处的印刷迹线64相对于另一端处的间隔可变化以适合特定应用。可理解的是,此类隔音背衬片材80的层合叠堆在每个端部处产生具有不同间距或间隔的导电互连件的互连结构12,使得一端处的间隔可更好地对应于ASIC 20处接头的间隔,并且另一端处的接头对应于换能器阵列14处接头的间隔。因此,单个ASIC20可被制造成具有特定间隔的元件接头,并且使用如图14所示的隔音背衬片材80制造的电气支架可用于针对需要不同元件间隔的许多不同探头应用调整相同的ASIC 20。
转到图15,使用非线性导电印刷迹线64(此处描绘为其中存在一个或多个成角度的线匝140的迹线64)的另一方面是可能改善声学性能。具体地,在一个实施方案中,迹线64可被印刷以便引入至少一个成角度的线匝140,使得迹线64的路径不是完全线性的。相应地,穿过迹线64之间的隔音背衬材料的路径被延长,使得在迹线64之间传播的声波在迹线64中成角度的线匝140处被反射,从而通过使声波穿过隔音背衬材料行进更长距离而更大程度地衰减这些声波,并由此改善声学性能。
虽然前述示例示出了其中触点66形成于相对表面上的电气支架,但应当理解,在某些实施方案中,触点以及与电气部件或电路的对应耦接可位于形成为层合互连结构12的电气支架的非相对表面上。例如,图16和图17描绘了电气互连件12的隔音背衬片材80的示例,其中与电气部件(此处为换能器阵列14和ASIC 20)的连接在互连结构12的非相对面上进行。
考虑到前述内容,转到图18,描绘了描述与前述讨论一致的互连结构12的制造步骤的流程图。参考该工艺流程,描绘了描述与前述讨论一致的互连结构12的制造步骤的流程图。参考该工艺流程,在步骤200中,将印刷迹线64印刷在各个隔音背衬片材80上,如本文所述。如果要采用对准基准,则也可在步骤200中印刷基准。如本文所述,印刷技术可为丝网印刷、喷墨印刷、气溶胶喷射印刷或其他合适的印刷技术。
一旦被印刷,就可使用适用于印刷技术和油墨类型的方法来固化印刷迹线64(步骤204)。合适的固化技术的示例包括但不限于:加热(诸如在烘箱中)、激光烧结、光子烧结等。
在可选步骤208中,可诸如基于印刷的对准基准或其他精密加工技术在隔音背衬片材80中形成对准特征结构(例如,孔、槽等)。
通过使用该等对准特征结构(或其他对准技术),其上印刷有印刷迹线64的隔音背衬片材80被对准和堆叠(步骤212),以便形成足够片材80的对准叠堆,从而形成所制造的互连结构12。对准的隔音背衬片材80叠堆被层合以形成互连结构。
可对片材的层合叠堆执行后处理步骤216,作为形成互连结构12的最终步骤。后处理操作的示例包括但不限于切割、机加工、磨削等。互连结构12的面向部件的表面上的触点可作为后处理步骤的一部分形成,或者在该步骤之后通过在面向部件的表面上的适当位置处电镀、丝网印刷、喷墨印刷或气溶胶喷射印刷相应的触点结构来形成。
如前所述,也可发生图18中未示出的其他步骤。例如,就将多个隔音背衬片材印刷在单个较大片材上而言,可在将背衬片材对准并层合在一起的操作之前进行单独的切割步骤。类似地,就形成将被切割成多个互连结构12的较大层合结构而言,后处理步骤216的一部分可为将层合结构切割成目标互连结构12。
此外,尽管前述讨论和示例涉及通过层合其上印刷有印刷迹线64的隔音背衬片材80来形成互连结构,但应当理解,互连结构12(诸如图4中所示)可使用增材制造工艺(诸如3D印刷工艺)一体形成,而无需加工和层合单独的隔音背衬片材80的中间步骤。在此类增材制造工艺中,互连结构12整体可被印刷以便形成整体结构,而无需经过在隔音背衬片材上印刷的中间步骤。
本发明的技术效果包括由隔音背衬片材与直接写在或印刷在隔音背衬片材上的导电迹线构成的电气互连结构,没有单独的柔性电路层。将带有导电迹线的隔音背衬片材层合在一起以形成互连结构,该互连结构具有与导电迹线相对应的二维互连阵列。因此,代替与隔音背衬层交织的柔性电路层的交替层结构,仅存在隔音背衬层。
该书面描述使用示例来公开本发明,包括最佳模式,并且还使本领域技术人员能够实践本发明,包括制造和使用任何设备或系统以及执行任何包含的方法。本发明的专利范围由权利要求书限定,并且可包括本领域技术人员想到的其他示例。如果此类其他示例具有与权利要求书的字面语言没有区别的结构元件,或者如果它们包括与权利要求书的字面语言具有微小差别的等效结构元件,则此类其他示例旨在落入权利要求书的范围内。