一种超声换能器及其制备方法
文献发布时间:2023-06-19 11:40:48
技术领域
本发明涉及超声设备技术领域,具体是一种超声换能器及其制备方法。
背景技术
超声换能器作为医疗超声诊断设备的重要部件,其主要组成部分包括压电元件、背衬、匹配层、声透镜、电缆线和柔性电路板(以下简称FPC)等,通过粘接或焊接的方式进行组装。常规超声换能器由(64-256)个独立工作的阵元组成,每个阵元通过柔性电路板或细导线引出与超声诊断系统联通,通过系统发出激励信号来控制各个阵元的工作状态。
随着超声诊断设备应用范围的推广,常规探头已逐渐无法满足一些特殊应用场景的需求,主要体现在图像分辨率较低、图像信号不够丰富、探测范围较小、探头在不同使用场景中不能通用等,造成此类现象的限制因素主要在于超声换能器阵元尺寸和数量无法达到要求。制备阵元多(目前最多可做到96×96=9216个阵元)、尺寸小的超声换能器的技术难点之一在于信号线引出困难,且在引出信号线的同时还要保证信号与压电元件的接触区域对其声学传输性能影响较小。
传统超声换能器制备工艺中信号线的引出主要有两种方式:1)将压电元件与FPC通过粘度较小的环氧胶水在较大压力下粘接A的方式导通,详见图1,其中101为透镜,102为匹配层(2层或3层),103为压电元件,104为信号引出线(一般为FPC),105为背衬;2)将压电元件按要求切成阵元,然后通过焊接B的方式分别依次将阵元与细导线焊接导通,详见图2,其中201为焊接型引出导线(一般为镀银铜线)。粘接的方式会在压电元件与背衬或匹配层材料之间引入一层FPC材料,对产品声能量的传输具有一定不利影响,另外环氧胶水受热易老化,所制备产品的可靠性不高;焊接的方式一则会导致压电元件受热时间不可控,可能会影响压电元件的压电性能;二则焊点大小不可控,同样会影响声能量的传输;三则此种工作操作难度较大,耗时较长,在操作过程中容易将焊点处压电元件损坏,导致产品合格率不高。不仅如此,上述两种工艺的最大问题在于只能用于常规超声换能器的制备,即线性阵列换能器,对于矩阵阵列换能器的制备则不适用,不能满足换能器制备的要求。
另外,常规探头在使用过程中一般是作为耗材存在,阵元损坏返修困难,一般即作报废处理,而探头本身大多物料是可以重复使用的,从而导致用户使用成本增加,给使用单位造成大量不必要的成本浪费。
发明内容
本发明是为了克服上述现有技术中的缺陷,本发明的第一个发明目的在于提供一种超声换能器,该超声换能器可靠性高,能够有效保证换能器的使用寿命,降低使用成本,有利于上述超声换能器在超声检查技术领域的推广及应用。本发明的第二个发明目的在于提供一种超声换能器的制备方法,该方法旨在提升换能器可靠性的同时可有效控制压电元件的受热温度和时间,最大限度的保证压电元件的压电性能不受损失,并在此基础上控制焊点或异方性导电膜,导通固化区域的大小和位置,为多阵元矩阵探头的制备提供保障。
上述一种超声换能器与一种超声换能器的制备方法在技术上相互关联,属于同一个发明构思。
为了实现上述第一个发明目的,本发明采用以下技术方案:一种超声换能器,包括声头组件与电缆线组件,所述电缆线组件连接所述声头组件;所述声头组件包括声透镜、匹配层、压电元件、信号引出线、背衬及导线;所述压电元件与所述匹配层堆叠设置形成叠层,所述导线嵌入所述背衬设置且所述导线的上下两端均伸出所述背衬表面设置,所述声透镜包覆于叠层外,所述信号引出线与所述压电元件相连。
作为本发明的一种优选方案,所述电缆线组件与声头组件连接的部位为一块带有相应插孔或连接器的电路板。
作为本发明的一种优选方案,所述导线由铜质材料制成。
为了实现上述第二个发明目的,本发明采用以下技术方案:一种超声换能器的制备方法,包括以下步骤:步骤1、将压电元件与匹配层粘结固定,形成一个叠层;步骤2、制备背衬材料,预先在背衬内部埋入若干数量且可在背衬内移动的导线;步骤3、移动导线,将导线的两端均伸出背衬表面;步骤4、在导线的一端预先上一层焊锡或粘贴一层ACF膜;步骤5、将背衬材料与叠层对齐放置,预先上一层焊锡或粘贴一层ACF膜的导线的一端与压电元件的镀金面相接触;步骤6、对导线进行加热并同时施加一定压力,使导线与压电元件相导通;步骤7、设计一个特定压紧工装,要求特定压紧工装上面对应导线的位置均为通孔,特定压紧工装的厚度超出导线的暴露长度;步骤8、在压电元件与导线焊接区域表面滴加一层环氧胶水,再将特定压紧工装安装至背衬上表面对应的位置,导线均进入通孔;步骤9、下压特定压紧工装,将背衬与压电元件压紧粘牢,同时环氧胶水进入至导线与背衬之间;步骤10、将叠层按导线位置切出所需阵元,再用飞线或铜箔焊接接地;步骤11、焊接后,放入声透镜工装,进行声透镜浇注,完成声头组件的制备;步骤12、制备电缆线组件;步骤13、将声头组件与电缆线组件插装完成后封装入手柄壳,完成探头的制备。
作为本发明的一种优选方案,步骤1中,将压电元件与匹配层通过环氧胶水粘结固定。
作为本发明的一种优选方案,步骤2中,在埋之前,预先对导线喷涂聚四氟乙烯膜。
作为本发明的一种优选方案,步骤2中,导线的数量、长度可变化设置。
作为本发明的一种优选方案,步骤6中,对导线进行二次或多次加热加压处理,两次加热加压处理需间隔一定的时间。
作为本发明的一种优选方案,步骤12中,电缆线组件与声头组件插接。
作为本发明的一种优选方案,步骤12中,电缆线组件与声头组件连接的部位为一块带有插孔或连接器的电路板。
与现有技术相比,本发明中的有益效果是:本发明中的一种超声换能器及其制备方法,可以提高超声换能器的生产可靠性和可操作性,降低压电元件在制备过程中的性能损耗,并可用来制备阵元多、尺寸小的矩阵换能器,有效提升超声换能器的性能。另外,通过此种工艺,可以设计出易于更换声头的超声换能器,保证后期产品维护时的方便性和可操作性,降低使用成本,有利于上述超声换能器在超声检查技术领域的推广及应用。
附图说明
图1、图2是现有技术中超声换能器制备方法中信号线的引出方式的结构示意图;
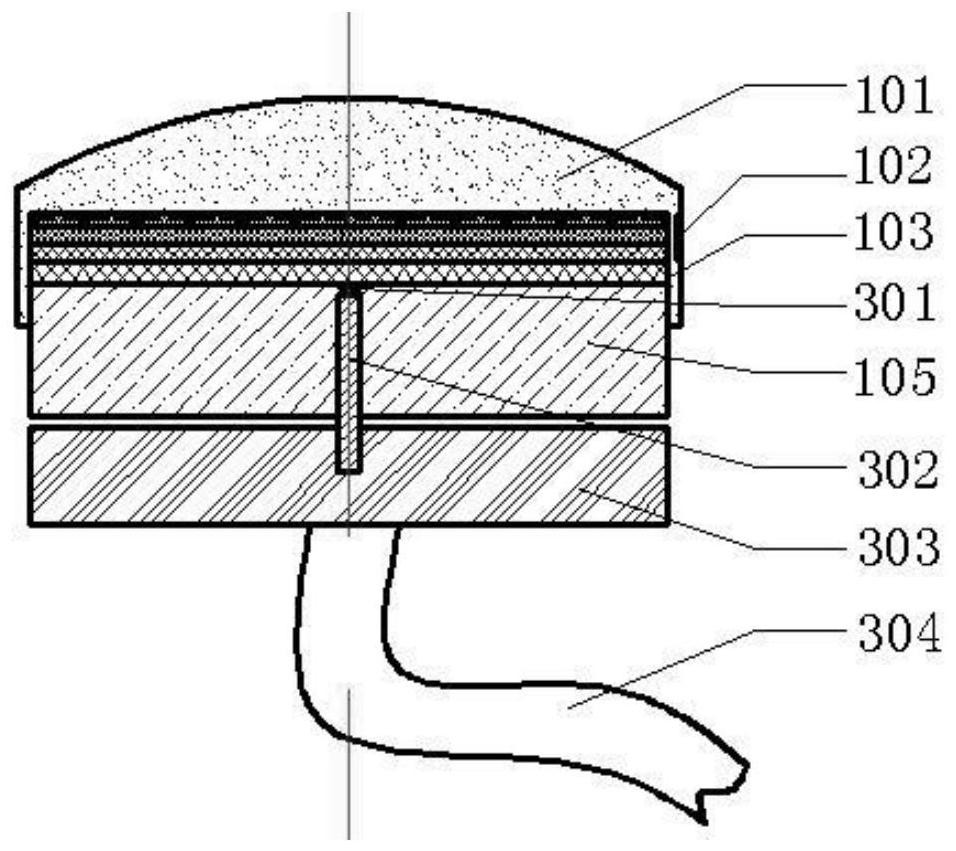
图3、图4是实施例中超声换能器中声头组件与电缆线组件的结构安装示意图;
图5是实施例中超声换能器中导线在背衬上的结构安装俯视图与主视图;
图6是实施例中超声换能器中导线与压电元件导通示意图;
图7是实施例中超声换能器中使用特定压紧工装压紧的状态示意图;
图8是实施例中超声换能器中去除特定压紧工装的状态示意图;
图9是实施例中超声换能器中声头组件制备的结构示意图;
图10是实施例中超声换能器中导线按照矩阵排列的方式进行固定的示意图;
图11是实施例超声换能器中叠层切割后的示意图。
附图标记:101、声透镜;102、匹配层;103、压电元件;104、信号引出线;105、背衬;A、粘接;B、焊接;201、焊接型引出导线;301、焊点或ACF膜;302、导线;303、电路板;304、电缆线组件;701、特定压紧工装;1001、阵元。
具体实施方式
下面结合附图对本发明实施例作详细说明。
实施例1:如图3至图9所示,一种超声换能器,包括声头组件与电缆线组件304,上述电缆线组件304连接上述声头组件;上述声头组件包括声透镜101、匹配层102、压电元件103、信号引出线104、背衬105及导线302;上述压电元件103与上述匹配层102堆叠设置形成叠层,上述导线302嵌入上述背衬105设置且上述导线302的上下两端均伸出上述背衬105表面设置,上述声透镜101包覆于叠层外,上述信号引出线104与上述压电元件103相连。上述电缆线组件304与声头组件连接的部位为一块带有相应插孔或连接器的电路板303。上述导线302由铜质材料制成。
一种超声换能器的制备方法,采用新型工艺制备的常规线性阵列压电换能器的结构示意图详见图3和图4,其中图3是沿着短轴方向的正视图,图4是沿长轴方向的正视图。具体制作步骤详见图5-8,包括以下步骤:
步骤1、将压电元件103与匹配层102粘结固定,形成一个叠层;进一步的,为了保证压电元件103与匹配层102之间粘结的牢靠度,可将将压电元件103与匹配层102通过环氧胶水粘结固定;
步骤2、制备背衬105材料,预先在背衬105内部埋入若干数量且可在背衬105内移动的导线302,即将导线302按设计要求摆好固定,并在导线302的径向四周做特殊处理(如涂聚四氟乙烯膜等),然后浇注背衬105;
步骤3、移动导线302,将导线302的两端均伸出背衬105表面,即背衬105固化后上下调整铜导线302的位置,确保其在背衬材料105上下两面均漏出一定尺寸,如图5所示;
步骤4、在导线302的一端表面预先上一层焊锡或粘贴一层ACF膜;
步骤5、将步骤1中制备的叠层通过工装放置在压电元件103上面,并与背衬105对齐放置,确保预先上一层焊锡或粘贴一层ACF膜的导线302的一端与压电元件103的镀金面相接触;
步骤6、对导线302进行加热,加热方式可以是热巴焊或脉冲焊接机的热压头,并施加一定压力(一般不超过2MPa),加热保压一定时间(一般在30s以内,根据不同材料而定),确保导线302表面的焊锡熔化或ACF热固化,并和压电元件103导通固定,如图6所示;
步骤7、设计一个特定压紧工装701,要求特定压紧工装701上面对应导线302的位置均为通孔,特定压紧工装701的厚度超出导线的暴露长度;
步骤8、在压电元件103和背衬105接触间隙中滴加一层环氧胶水,再将特定压紧工装701安装至背衬105上表面对应的位置,导线302均进入通孔,使用特定压紧工装701将导线302周围的背衬105下压,确保其与压电元件103紧密接触,如图7所示;
步骤9、下压特定压紧工装701,将背衬105与压电元件103压紧粘牢,背衬105固化后去除特定压紧工装701,如图8所示;为了确保导线302的焊点或ACF粘接固化点不会脱落,可以往导线302与背衬105之间灌入一定量的胶水,可以是环氧胶水,也可以是UV胶水等能够将其粘接牢固的胶水;
步骤10、按照产品结构和导线302的位置切出要求阵元的大小和数量,如图11所示;使用飞线或导电铜箔在压电元件103的侧边或顶部焊接接地(图中未示出),或者直接选用导电性匹配层将地线引出,可根据不同设计结构而定;
步骤11、焊接后,放入声透镜101工装,进行声透镜101浇注,完成声头组件的制备,如图9所示;
步骤12、制备电缆线组件304;
步骤13、将声头组件与电缆线组件304插装完成后封装入手柄壳,完成探头的制备,后期维修因阵元1001损坏而报废的探头,可以将手柄壳拆开,拔出声头组件进行更换后重新封装即可,简单方便,可靠性较高。
实施例2:如图10至图11所示,本实施例采用新型工艺制备多阵元、小尺寸的矩阵探头,与实施例1相比,多阵元、小尺寸的矩阵探头制作工艺难度更高,结构也更为复杂,但整体制备流程基本一致,其中主要区别在于以下几点:
1.浇注背衬105之前,导线302要按照矩阵排列的方式进行固定,需要借助精密工装,以防线与线之间搭接并联,如图10所示;
2.与压电元件103接触焊接时,应分批次进行,以防个别导线302受热不均或压力不够导致焊接不牢,或短路;
3.阵元数量较多,一般多达几千个(目前市场上最多可到9216个阵元),采用常规切割方式不太可控,可考虑采用精密激光切割机进行阵元切割,切割后的阵元1001一般为正方形或矩形,切割后的叠层示意图,如图11所示;
4.每一个矩阵探头阵元1001下面都对应一个独立的微通道,系统很难同时快速处理如此大量的信号,需将实施例一中的含有插孔或接插件的电路板更换为特殊设计的特定集成电路(ASICs),并采用“矩阵微波束形成技术”在系统和整合到矩阵探头的微波束形成器进行分工处理;
5.其余步骤均参考实施例1执行。
上述实施例中的一种超声换能器及其制备方法,可以提高超声换能器的生产可靠性和可操作性,降低压电元件在制备过程中的性能损耗,并可用来制备阵元多、尺寸小的矩阵换能器,有效提升超声换能器的性能。另外,通过此种工艺,可以设计出易于更换声头的超声换能器,保证后期产品维护时的方便性和可操作性,降低使用成本,有利于上述超声换能器在超声检查技术领域的推广及应用。
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现;因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
尽管本文较多地使用了图中附图标记:101、声透镜;102、匹配层;103、压电元件;104、信号引出线;105、背衬;A、粘接;B、焊接;201、焊接型引出导线;301、焊点或ACF膜;302、导线;303、电路板;304、电缆线组件;701、特定压紧工装;1001、阵元等术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本发明的本质;把它们解释成任何一种附加的限制都是与本发明精神相违背的。