一种瓷砖全自动包装设备及方法
文献发布时间:2023-06-19 12:21:13
技术领域
本发明涉及瓷砖包装领域,具体是涉及一种瓷砖全自动包装设备及方法。
背景技术
在瓷砖加工领域中,瓷砖的包装是一道复杂且繁琐的工序,往往要求在高速作业中进行整理和搬送。长期以来,包装瓷砖通常是采用人工方式进行的,这样流水线式的生产方式往往要求工人24小时不间断地工作,这样不仅耗费了大量的劳动力,提高了生产成本,而且工作效率较低,很难提高产量。
中国专利申请号“CN201310083297.8”公开了一种瓷砖全自动包装生产线,包括炉后辊台、至少一组瓷砖抓取机构、瓷砖装箱机构、开箱机、第一输送机构、箱体搬运机构、第二输送机构、折盖机以及打包机,所述瓷砖抓取机构包括固定机架、安装在该固定机架上的传送台、至少一个并联机械手以及用于对所述传送台上的瓷砖进行拍摄并反馈给所述并联机械手的摄像头,该设备可以实现包装的自动加工,但工作过程中的瓷砖堆叠时,瓷砖与瓷砖之间直接接触,存在瓷砖产生划痕或直接破碎的风险,导致包装的合格率降低。
发明内容
为解决上述技术问题,提供一种瓷砖全自动包装设备及方法,本技术方案实现了堆叠瓷砖的过程中对相邻瓷砖中间增加一片泡沫膜的目的,以解决瓷砖直接堆叠时相互碰撞导致瓷砖出现裂纹甚至破碎的技术问题。
为达到以上目的,本发明采用的技术方案为:
一种瓷砖全自动包装设备及方法,包括,瓷砖上料装置,至少包括一组瓷砖抓起装置,第一传送机构水平安装在瓷砖上料装置的出料端一侧,瓷砖堆叠机构设置在第一传送机构的运输方向的终端,铺膜机构设置在瓷砖堆叠机构的上,铺膜机构用于对移动至瓷砖堆叠机构的瓷砖表面放置泡沫膜,用于移动堆叠完成的瓷砖的推料装置设置在瓷砖堆叠机构的一侧,第二传输机构设置在推料装置的工作方向上,第二传输机构的一侧固定安装有瓷砖对齐机构,瓷砖对齐机构用于对堆叠的瓷砖进行位置对齐,沿第二传输机构的移动方向上依次设置有纸箱上料机构、纸箱移动机构、折盖机、打包机;
其特征在于,所述瓷砖堆叠机构设置有步进升降装置,步进升降装置具有多个,步进升降装置用于实现瓷砖的步进式下移,步进升降装置的工作端上固定安装有第一安装板,第一安装板用于放置第一传送机构移动的瓷砖;
铺膜机构,铺膜机构包括有设置在瓷砖堆叠机构一侧的套模支架,套模支架用于安装卷筒状的泡沫膜,瓷砖堆叠机构还包括有卷膜装置,卷膜装置设置在瓷砖堆叠机构的一侧,卷膜装置相对套模支架与套模支架平行设置,卷膜装置用于缠绕泡沫膜,铺膜机构还设置有切膜装置,切膜装置设置在瓷砖堆叠机构的上方,切膜装置的工作端设置在垂直于瓷砖堆叠机构上表面的竖直方向上移动,切膜装置用于切割泡沫膜放置在瓷砖表面。
优选的,步进升降装置还包括有感应元件,所述感应元件安装在第一安装板上方的铺膜机构上,感应元件的工作端朝向第一安装板的进料端。
优选的,第一安装板的两侧还设置有安装孔,安装孔上插装有活动限位板,两侧活动限位板的工作端相对设置,活动限位板上安装有第一安装板用于活动限位板与第一安装板固定连接。
优选的,套模支架包括有第一安装架,第一安装架具有两个,第一安装架设置在瓷砖堆叠机构的一侧,第一安装架上设置有竖直排列的第一调节孔,第一安装架上分别套装有第一活动座和第二活动座,第一活动座和第二活动座上插装有固定螺杆固定螺杆上设置有第二固定螺母,第一活动座和第二活动座之间安装有套杆,套杆用于安装卷筒状泡沫轴。
优选的,第一活动座朝向第二活动座的一侧设置有铰接座,套杆的一端与铰接座铰接连接,所述套杆的另一端设置有外螺纹,第二活动座朝向第一活动座的一端设置有螺纹柱,螺纹柱的尺寸与套杆尺寸相吻合,所述套模支架还设置有螺旋套,螺旋套内部设置有内螺纹,螺旋套套装在螺纹柱上。
优选的,套杆靠近第一活动座的一端设置有限位块,套杆上还安装有活动限位套,活动限位套内壁设置有内螺纹,活动限位套可以在第二活动座设置有外螺纹的一端移动。
优选的,卷膜装置包括有第二安装架,第二安装架上固定安装有第一旋转驱动装置,第一旋转驱动装置的工作端上连接有转轴,转轴的另一端插装在插装座中。
优选的,切膜装置包括有第三安装架,第三安装架具有两侧,第三安装架设置在瓷砖堆叠机构的两侧,第三安装架上方安装有第二安装板,第二安装板的上方安装有第一直线驱动装置,第一直线驱动装置的工作端竖直朝向下方设置,第一直线驱动装置的工作端上固定安装有切割板,切割板的下方边缘处设置有刀头,刀头用于切割泡沫膜。
优选的,其特征在于,第二安装板上设置有导向套,导向套具有多个,所述切割板的上方设置有导向杆,导向杆的尺寸与导向套的内部尺寸相吻合,导向杆插装在导向套中。
优选的,一种瓷砖全自动包装设备及方法,其方法包括,
步骤一、使用前准备;
具体:使用前,工作人员将加工安装后的瓷砖放置在瓷砖上料装置中进行自动上料,工作人员将卷筒状的泡沫膜套装在铺膜机构的套模支架上,工作人员旋转螺旋套至螺纹柱上,套杆绕第一活动座的铰接座旋转,方便工作人员套装泡沫膜,安装完成后套杆复位,旋转螺旋套至螺纹柱与套杆的连接处,使套杆无法移动,安装使泡沫膜位置稳定,拉取泡沫膜的活动端固定在卷膜装置的转轴上;
步骤二、移动瓷砖进行堆叠;
具体:开始包装瓷砖时,瓷砖抓起装置抓取瓷砖上料装置出料端的瓷砖并将瓷砖移动至第一传送机构的工作端,瓷砖在第一传送机构的工作端上定向移动至瓷砖堆叠机构的第一安装板上,感应元件检测到一块瓷砖进入瓷砖堆叠机构后,控制第一传送机构停止移动;
步骤三、切割泡沫膜放置在瓷砖上;
具体:卷膜装置将泡沫膜拉直展开在瓷砖堆叠机构的上方,切膜装置启动下移至瓷砖表面,切割与瓷砖尺寸相符的泡沫膜使其落在瓷砖的上方,切割完成后切膜装置复位,卷膜装置再次旋转带动泡沫膜旋转,步进升降装置启动带动第一安装板下移,方便下一块瓷砖的进入第一安装板;
步骤四、重复上料操作,当堆叠到合适的数量后,推料装置启动推动第一安装板上的瓷砖移动至第二传输机构的工作端上进行移动,第二传输机构的一侧设置的瓷砖对齐机构对堆叠的瓷砖和泡沫膜进行对齐校正,纸箱移动机构抓取纸箱上料机构上的纸箱移动至第二传输机构的工作端上,当堆叠的瓷砖移动至纸箱上时,折盖机对纸箱进行折叠,打包机对折叠好的纸箱进行固定包装,完成瓷砖的包装。
本发明与现有技术相比具有的有益效果是:
1.本发明由于每层瓷砖上方都铺设有泡沫膜,大大降低了瓷砖在移动、包装和运输过程中瓷砖的表面不会出现划痕,也大大降低了瓷砖破碎的风险,提高了瓷砖的生产效率,节约了厂家的生产成本。
2.本发明的瓷砖堆叠机构的活动限位板具有可调节性方便该设备针对不同尺寸的瓷砖进行限位,加大了设备的适用范围。
3.本发明的套模支架采用螺旋调节螺旋套位置连接和断开第二活动座与套杆的方式,该结构较为简单,实施起来较为方便,节约工作人员更换泡沫膜的时间,提高了工作效率。
4.本发明的导向杆插装在导向套中保证了切割板的定向移动和移动时的稳定,使刀头在与水平拉直的泡沫膜接触时保证刀头的水平与泡沫膜全方位的接触,完成切割,提高了切割的成功率,同时卷膜装置和切膜装置均采用自动加工的方式,节约了人力的使用,提高了生产的效率。
附图说明
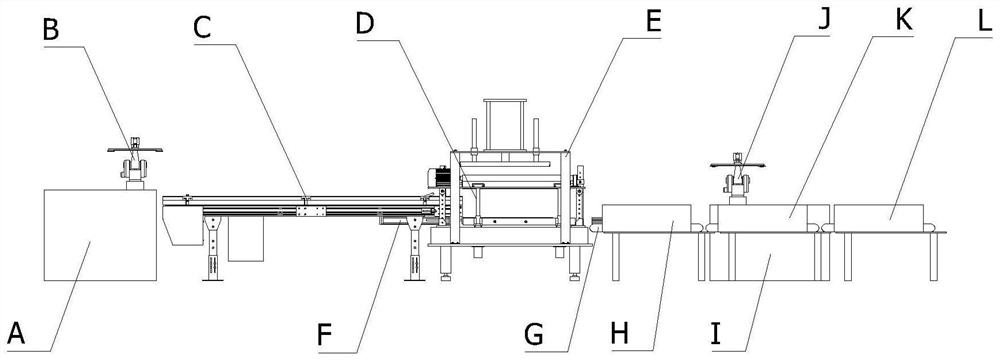
图1为本发明的主视图;
图2为本发明的瓷砖堆叠机构和铺膜机构的立体图一;
图3为本发明的瓷砖堆叠机构和铺膜机构的主视图;
图4为本发明的瓷砖堆叠机构和铺膜机构的立体图二;
图5为本发明的瓷砖堆叠机构的立体图;
图6为本发明的铺膜机构的立体图;
图7为本发明的套模支架的立体图;
图8为本发明的卷膜装置的立体图;
图9为本发明的切膜装置的立体图一;
图10为本发明的切膜装置的立体图二;
图中标号为:
A-瓷砖上料装置;B-瓷砖抓起装置;C-第一传送机构;
D-瓷砖堆叠机构;
1-步进升降装置;1a-感应元件;
2-第一安装板;2a-安装孔;2b-活动限位板;2c-第一固定螺母;
E-铺膜机构;
3-套模支架;3a-第一安装架;3b-第一调节孔;3c-第一活动座;3c1-固定螺杆;3c2-第二固定螺母;3c3-铰接座;3d-第二活动座;3d1-螺纹柱;3e-套杆;3e1-限位块;3e2-活动限位套;3f-螺旋套;
4-卷膜装置;4a-第二安装架;4b-第一旋转驱动装置;4c-转轴;4d-插装座;
5-切膜装置;5a-第三安装架;5b-第二安装板;5b1-导向套;5c-第一直线驱动装置;5d-切割板;5d1-刀头;5d2-导向杆;
F-推料装置;G-第二传输机构;H-瓷砖对齐机构;I-纸箱上料机构;J-纸箱移动机构;K-折盖机;L-打包机。
具体实施方式
以下描述用于揭露本发明以使本领域技术人员能够实现本发明。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。
为了实现堆叠瓷砖的过程中对相邻瓷砖中间增加一片泡沫膜的目的,以解决瓷砖直接堆叠时相互碰撞导致瓷砖出现裂纹甚至破碎的技术问题,如图1和2所示,
一种瓷砖全自动包装设备及方法,包括,瓷砖上料装置A,至少包括一组瓷砖抓起装置B,第一传送机构C水平安装在瓷砖上料装置A的出料端一侧,瓷砖堆叠机构D设置在第一传送机构C的运输方向的终端,铺膜机构E设置在瓷砖堆叠机构D的上,铺膜机构E用于对移动至瓷砖堆叠机构D的瓷砖表面放置泡沫膜,用于移动堆叠完成的瓷砖的推料装置F设置在瓷砖堆叠机构D的一侧,第二传输机构G设置在推料装置F的工作方向上,第二传输机构G的一侧固定安装有瓷砖对齐机构H,瓷砖对齐机构H用于对堆叠的瓷砖进行位置对齐,沿第二传输机构G的移动方向上依次设置有纸箱上料机构I、纸箱移动机构J、折盖机K、打包机L;
其特征在于,所述瓷砖堆叠机构D设置有步进升降装置1,步进升降装置1具有多个,步进升降装置1用于实现瓷砖的步进式下移,步进升降装置1的工作端上固定安装有第一安装板2,第一安装板2用于放置第一传送机构C移动的瓷砖;
铺膜机构E,铺膜机构E包括有设置在瓷砖堆叠机构D一侧的套模支架3,套模支架3用于安装卷筒状的泡沫膜,瓷砖堆叠机构D还包括有卷膜装置4,卷膜装置4设置在瓷砖堆叠机构D的一侧,卷膜装置4相对套模支架3与套模支架3平行设置,卷膜装置4用于缠绕泡沫膜,铺膜机构E还设置有切膜装置5,切膜装置5设置在瓷砖堆叠机构D的上方,切膜装置5的工作端设置在垂直于瓷砖堆叠机构D上表面的竖直方向上移动,切膜装置5用于切割泡沫膜放置在瓷砖表面。
具体的,使用前,工作人员将加工安装后的瓷砖放置在瓷砖上料装置A中进行自动上料,工作人员将卷筒状的泡沫膜套装在铺膜机构E的套模支架3上,拉取泡沫膜的活动端固定在卷膜装置4的工作端上,瓷砖抓起装置B的工作端可以设置吸盘等抓手组件对瓷砖进行移动。开始包装瓷砖时,瓷砖抓起装置B抓取瓷砖上料装置A出料端的瓷砖并将瓷砖移动至第一传送机构C的工作端,瓷砖在第一传送机构C的工作端上定向移动至瓷砖堆叠机构D的第一安装板2上,瓷砖进入第一安装板2后铺膜机构E启动,卷膜装置4将泡沫膜拉直展开在瓷砖堆叠机构D的上方,切膜装置5启动下移至瓷砖表面,切割与瓷砖尺寸相符的泡沫膜使其落在瓷砖的上方,切割完成后切膜装置5复位,卷膜装置4再次旋转带动泡沫膜旋转,步进升降装置1启动带动第一安装板2下移,方便下一块瓷砖的进入第一安装板2,重复上料操作,当堆叠到合适的数量后,推料装置F启动推动第一安装板2上的瓷砖移动至第二传输机构G的工作端上进行移动,第二传输机构G的一侧设置的瓷砖对齐机构H对堆叠的瓷砖和泡沫膜进行对齐校正,纸箱移动机构J抓取纸箱上料机构I上的纸箱移动至第二传输机构G的工作端上,当堆叠的瓷砖移动至纸箱上时,折盖机K对纸箱进行折叠,打包机L对折叠好的纸箱进行固定包装,完成瓷砖的包装,由于每层瓷砖上方都铺设有泡沫膜,大大降低了瓷砖在移动、包装和运输过程中瓷砖的表面不会出现划痕,也大大降低了瓷砖破碎的风险,提高了瓷砖的生产效率,节约了厂家的生产成本。
进一步的,为了实现步进升降装置1可以精准进行步进式移动和复位的目的,如图3和4所示,步进升降装置1还包括有感应元件1a,所述感应元件1a安装在第一安装板2上方的铺膜机构E上,感应元件1a的工作端朝向第一安装板2的进料端。
具体的,步进升降装置1可以为步进式电机连接轴承座驱动套装在滚珠丝杆上的螺母座进行移动的装置,步进升降装置1的工作端固定连接第一安装板2保证第一安装板2的水平上下移动,所述感应元件1a可以为视觉摄像头也可以是光电传感器,通过感应元件1a检测通过第一传送机构C进入瓷砖堆叠机构D的瓷砖数量,感应元件1a可以连接终端控制系统,每检测到一块瓷砖进入瓷砖堆叠机构D后,控制第一传送机构C停止移动,控制铺膜机构E启动完成周期工作一次,控制步进升降装置1下降一次,每检测到通过第一传送机构C进入瓷砖堆叠机构D的瓷砖数量达到包装数量后,控制推料装置F启动进行推料,控制步进升降装置1复位。
进一步的,为了实现第一安装板2可以对进入瓷砖堆叠机构D的瓷砖的位置进行限位保证推料装置F精准推动瓷砖移动的目的,以解决瓷砖进入瓷砖堆叠机构D后位置发生移动导致铺膜机构E和推料装置F无法精准工作的技术问题,如图5所示,第一安装板2的两侧还设置有安装孔2a,安装孔2a上插装有活动限位板2b,两侧活动限位板2b的工作端相对设置,活动限位板2b上安装有2c第一安装板2c0用于活动限位板2b与第一安装板2固定连接。
具体的,工作人员移动活动限位板2b使瓷砖可以落入活动限位板2b之间的进行限位移动,调整完毕后工作人员旋转第一固定螺母2c固定活动限位板2b的位置,活动限位板2b具有可调节性方便该设备针对不同尺寸的瓷砖进行限位,加大了设备的适用范围。
进一步的,为了实现套模支架3方便安装卷筒状泡沫膜且可以自由调节泡沫膜安装高度的目的,以解决不同瓷砖,不同包装数量导致堆叠瓷砖高度不同的技术问题,如图6和7所示,套模支架3包括有第一安装架3a,第一安装架3a具有两个,第一安装架3a设置在瓷砖堆叠机构D的一侧,第一安装架3a上设置有竖直排列的第一调节孔3b,第一安装架3a上分别套装有第一活动座3c和第二活动座3d,第一活动座3c和第二活动座3d上插装有固定螺杆3c1固定螺杆3c1上设置有第二固定螺母3c2,第一活动座3c和第二活动座3d之间安装有套杆3e,套杆3e用于安装卷筒状泡沫轴。
具体的,工作人员跳转第一活动座3c和第二活动座3d在第一安装架3a上的高度,通过固定螺杆3c1和第二固定螺母3c2将第一活动座3c和第二活动座3d插装在合适的第一调节孔3b上进行固定,套杆3e的一端铰接在第一活动座3c上,工作人员可以将泡沫膜套杆3e安装在第二活动座3d上进行旋转。
进一步的,为了解决套杆3e需要方便更换泡沫膜且工作状态时与第二活动座3d固定连接的技术问题,如图7所示,第一活动座3c朝向第二活动座3d的一侧设置有铰接座3c3,套杆3e的一端与铰接座3c3铰接连接,所述套杆3e的另一端设置有外螺纹,第二活动座3d朝向第一活动座3c的一端设置有螺纹柱3d1,螺纹柱3d1的尺寸与套杆3e尺寸相吻合,所述套模支架3还设置有螺旋套3f,螺旋套3f内部设置有内螺纹,螺旋套3f套装在螺纹柱3d1上。
具体的,所述螺旋套3f可以在螺纹柱3d1和套杆3e设置有外螺纹的一端螺旋移动,当需要安装泡沫膜时,工作人员旋转螺旋套3f至螺纹柱3d1上,套杆3e绕第一活动座3c的铰接座3c3旋转,方便工作人员套装泡沫膜,安装完成后套杆3e复位,旋转螺旋套3f至螺纹柱3d1与套杆3e的连接处,使套杆3e无法移动,该结构较为简单,实施起来较为方便,节约工作人员更换泡沫膜的时间,提高了工作效率。
进一步的,为了实现泡沫膜在套杆3e上位置稳定的目的,以解决泡沫膜在套杆3e上位置发生偏移导致泡沫膜无法精准贴合瓷砖表面的技术问题,如图7所示,套杆3e靠近第一活动座3c的一端设置有限位块3e1,套杆3e上还安装有活动限位套3e2,活动限位套3e2内壁设置有内螺纹,活动限位套3e2可以在第二活动座3d设置有外螺纹的一端移动。
具体的,当工作人员安装好卷筒状泡沫膜时,泡沫膜的一端与限位块3e1抵靠,工作人员安装活动限位套3e2,使活动限位套3e2将泡沫膜的位置固定,保证泡沫膜工作时无法在套杆3e上发生位置的偏移。
进一步的,为了实现瓷砖堆叠机构D上方的泡沫膜被切膜装置5切割后可以自动移动保证下一次加工的目的,以解决人工转动泡沫膜费时费力的技术问题,如图8所示,卷膜装置4包括有第二安装架4a,第二安装架4a上固定安装有第一旋转驱动装置4b,第一旋转驱动装置4b的工作端上连接有转轴4c,转轴4c的另一端插装在插装座4d中。
具体的,所述第一旋转驱动装置4b为伺服电机,泡沫膜的自由端连接在转轴4c上,第一旋转驱动装置4b带动转轴4c旋转时带动泡沫膜更换加工位置。
进一步的,为了实现切膜装置5可以自动切割泡沫膜放置在瓷砖表面的目的,以解决人工切割费时费力的技术问题,如图9和10所示,切膜装置5包括有第三安装架5a,第三安装架5a具有两侧,第三安装架5a设置在瓷砖堆叠机构D的两侧,第三安装架5a上方安装有第二安装板5b,第二安装板5b的上方安装有第一直线驱动装置5c,第一直线驱动装置5c的工作端竖直朝向下方设置,第一直线驱动装置5c的工作端上固定安装有切割板5d,切割板5d的下方边缘处设置有刀头5d1,刀头5d1用于切割泡沫膜。
具体的,所述第一直线驱动装置5c可以为直线气缸也可以为电动推杆等,第一直线驱动装置5c启动时带动切割板5d下移,刀头5d1与拉直的泡沫膜接触可以轻松切割出一片泡沫膜放置在瓷砖的上表面,切割完成后第一直线驱动装置5c带动切割板5d复位。
进一步的,为了实现切割板5d移动时方向稳定的目的,以解决切割板5d移动不稳定导致无法切割泡沫膜的技术问题,如图9和10所示,第二安装板5b上设置有导向套5b1,导向套5b1具有多个,所述切割板5d的上方设置有导向杆5d2,导向杆5d2的尺寸与导向套5b1的内部尺寸相吻合,导向杆5d2插装在导向套5b1中。
具体的,导向杆5d2插装在导向套5b1中保证了切割板5d的定向移动和移动时的稳定,使刀头5d1在与水平拉直的泡沫膜接触时保证刀头5d1的水平与泡沫膜全方位的接触,完成切割,提高了切割的成功率。
一种瓷砖全自动包装设备及方法,其方法包括,
步骤一、使用前准备;
具体:使用前,工作人员将加工安装后的瓷砖放置在瓷砖上料装置A中进行自动上料,工作人员将卷筒状的泡沫膜套装在铺膜机构E的套模支架3上,工作人员旋转螺旋套3f至螺纹柱3d1上,套杆3e绕第一活动座3c的铰接座3c3旋转,方便工作人员套装泡沫膜,安装完成后套杆3e复位,旋转螺旋套3f至螺纹柱3d1与套杆3e的连接处,使套杆3e无法移动,安装3d2使泡沫膜位置稳定,拉取泡沫膜的活动端固定在卷膜装置4的转轴4c上;
步骤二、移动瓷砖进行堆叠;
具体:开始包装瓷砖时,瓷砖抓起装置B抓取瓷砖上料装置A出料端的瓷砖并将瓷砖移动至第一传送机构C的工作端,瓷砖在第一传送机构C的工作端上定向移动至瓷砖堆叠机构D的第一安装板2上,感应元件1a检测到一块瓷砖进入瓷砖堆叠机构D后,控制第一传送机构C停止移动;
步骤三、切割泡沫膜放置在瓷砖上;
具体:卷膜装置4将泡沫膜拉直展开在瓷砖堆叠机构D的上方,切膜装置5启动下移至瓷砖表面,切割与瓷砖尺寸相符的泡沫膜使其落在瓷砖的上方,切割完成后切膜装置5复位,卷膜装置4再次旋转带动泡沫膜旋转,步进升降装置1启动带动第一安装板2下移,方便下一块瓷砖的进入第一安装板2;
步骤四、重复上料操作,当堆叠到合适的数量后,推料装置F启动推动第一安装板2上的瓷砖移动至第二传输机构G的工作端上进行移动,第二传输机构G的一侧设置的瓷砖对齐机构H对堆叠的瓷砖和泡沫膜进行对齐校正,纸箱移动机构J抓取纸箱上料机构I上的纸箱移动至第二传输机构G的工作端上,当堆叠的瓷砖移动至纸箱上时,折盖机K对纸箱进行折叠,打包机L对折叠好的纸箱进行固定包装,完成瓷砖的包装。
本发明的工作原理:
步骤一、使用前,工作人员将加工安装后的瓷砖放置在瓷砖上料装置A中进行自动上料,工作人员将卷筒状的泡沫膜套装在铺膜机构E的套模支架3上,工作人员旋转螺旋套3f至螺纹柱3d1上,套杆3e绕第一活动座3c的铰接座3c3旋转,方便工作人员套装泡沫膜,安装完成后套杆3e复位,旋转螺旋套3f至螺纹柱3d1与套杆3e的连接处,使套杆3e无法移动,安装3d2使泡沫膜位置稳定,拉取泡沫膜的活动端固定在卷膜装置4的转轴4c上;
步骤二、开始包装瓷砖时,瓷砖抓起装置B抓取瓷砖上料装置A出料端的瓷砖并将瓷砖移动至第一传送机构C的工作端,瓷砖在第一传送机构C的工作端上定向移动至瓷砖堆叠机构D的第一安装板2上,感应元件1a检测到一块瓷砖进入瓷砖堆叠机构D后,控制第一传送机构C停止移动;
步骤三、卷膜装置4将泡沫膜拉直展开在瓷砖堆叠机构D的上方,切膜装置5启动下移至瓷砖表面,切割与瓷砖尺寸相符的泡沫膜使其落在瓷砖的上方,切割完成后切膜装置5复位,卷膜装置4再次旋转带动泡沫膜旋转,步进升降装置1启动带动第一安装板2下移,方便下一块瓷砖的进入第一安装板2;
步骤四、重复上料操作,当堆叠到合适的数量后,推料装置F启动推动第一安装板2上的瓷砖移动至第二传输机构G的工作端上进行移动,第二传输机构G的一侧设置的瓷砖对齐机构H对堆叠的瓷砖和泡沫膜进行对齐校正,纸箱移动机构J抓取纸箱上料机构I上的纸箱移动至第二传输机构G的工作端上,当堆叠的瓷砖移动至纸箱上时,折盖机K对纸箱进行折叠,打包机L对折叠好的纸箱进行固定包装,完成瓷砖的包装。
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明的范围内。本发明要求的保护范围由所附的权利要求书及其等同物界定。