一种高温高压差过滤器芯体及制造方法
文献发布时间:2023-06-19 11:08:20
技术领域
本发明涉及一种过滤器芯体的设计及制造加工,具体涉及一种高温高压差过滤器芯体及制造方法。
背景技术
印刷电路板式换热器(printed circuit heat exchanger,PCHE)属于微通道板式换热器范畴。PCHE具有结构紧凑、耐高温、耐传热、安全可靠等优点,在制冷空调、石油天然气、核工业、化工工业、电力工业等领域应用广泛。但这种换热器在使用时也存在一些缺陷,主要问题是由于PCHE换热器通道过小,非常容易阻塞,并且一旦阻塞很难清洗。因此,一般在换热器入口前都需要安装过滤器。
但一般来说PCHE换热器的通道都很细小才能达到微通道换热器的效果,因此滤网的孔径必须小于PCHE换热器的通道直径。PCHE换热器的常用直径大约1mm左右,滤网的孔径也需要在0.3mm左右。另一方面,PCHE换热器一般都在高压场合,一旦滤网阻塞,其前后压降将非常大,故而滤网有可能需要承受非常大的前后压力。然而目前的过滤器滤网要么孔径较大,不能满足过滤需要,孔径较小的滤网多采用金属丝网支座,编制丝网的丝径十分细小,丝网本身很薄,一点丝网阻塞,一般都无法承受巨大的前后压差,从而导致丝网破裂。因此,急需一种结实耐用、容易更换,同时可以满足过滤需要的滤网。
发明内容
为了克服上述现有技术存在的问题,本发明的目的在于提供一种高温高压差过滤器芯体及制造方法,克服上述PCHE换热器配备的滤网容易破裂不容易满足过滤要求的问题。
为了达到上述目的,本发明采用如下技术方案:
一种高温高压差过滤器芯体,包括依次焊接连接的垫片3、芯体过渡段2、芯体板片1和芯体端头4,其中芯体过渡段2的大直径端连接垫片3,小直径端连接芯体板片1,芯体板片1上呈矩形阵列状开设有通孔作为过滤孔;所述过滤器芯体通过垫片3和法兰直接安装在换热器入口的直管段内部。
所述芯体板片1采用开有通孔的厚度为4-6mm不锈钢板螺旋卷曲而成。
所述芯体板片1上呈矩形阵列状开设的通孔直径为0.3mm,通孔水平和垂直方向的中心间距均为0.6mm。
所述芯体端头4采用4-6mm不锈钢板冲压成半球状制作而成。
所述的一种高温高压差过滤器芯体的制造方法,包括如下步骤:
步骤1:制造芯体板片1:芯体板片1采用4-6mm不锈钢板制作,首先将不锈钢板裁剪为长方形,具体尺寸根据过滤器大小调整,然后采用蚀刻技术在不锈钢板上蚀刻出0.3mm直径的通孔作为过滤孔,通孔呈矩形阵列均匀分布,水平和垂直方向的中心间距均为0.6mm,然后将加工好过滤孔的不锈钢板片卷曲成圆柱状,板片边缘间隙采用氩弧焊焊接,最后,将圆柱状的滤芯两端采用切割机切平,并且打磨去掉毛刺;
步骤2:制造芯体过渡段2:芯体过渡段2采用4-6mm不锈钢板制作,将裁剪好的直钢板卷曲成圆锥状,对接处边缘采用氩弧焊焊接,并且打磨去掉毛刺;
步骤3:制造芯体端头4:芯体端头4采用4-6mm不锈钢板冲压成半球状制作而成;
步骤4:组装过滤器芯体:将加工好的圆柱状的芯体板片1的一端与芯体过渡段2的小直径端焊接,另一端与芯体端头4焊接,将芯体过渡段2的大直径端与垫片3焊接,焊接均采用氩弧焊,组装完成。
芯体板片1采用的不锈钢板宽0.15-0.25mm,长1.4-1.6m。
加工好过滤孔的不锈钢板片按照直径0.18m,螺距0.2m,卷曲成圆柱状。
本发明具有以下有益效果:
本发明可以克服上述PCHE换热器配备的滤网容易破裂不容易满足过滤要求的问题,本发明采用了4-6mm不锈钢板制作,足够满足滤网前后压差引起的强度问题,采用化学蚀刻技术在钢板上蚀刻出0.3mm的微小通道,足以满足过滤需求,同时,滤网采用法兰连接,可以直接安装在换热器入口的直管段内部,拆卸更换方便。
附图说明
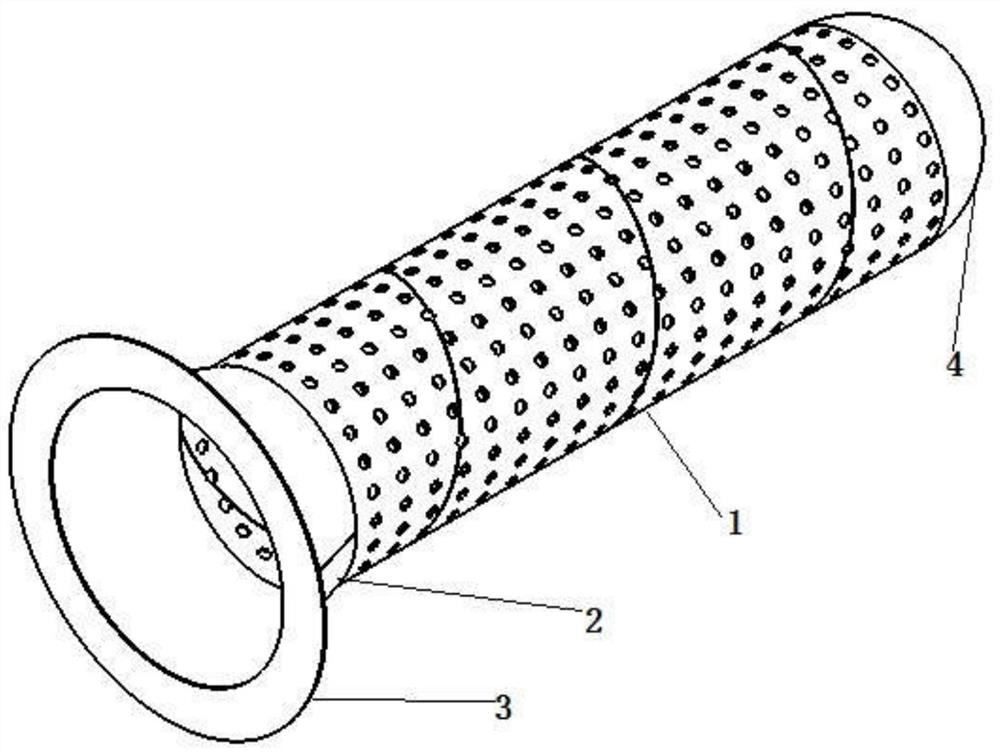
图1为过滤网芯体整体示意图。
图2为芯体直板片示意图。
图3为芯体板片卷曲焊接示意图。
图4为芯体板片切除头尾后示意图。
图5为芯体过渡段示意图。
图6为垫片示意图。
图7为芯体端头示意图。
具体实施方式
下面结合附图对本发明做进一步详细描述:
参考图1,本发明一种高温高压差过滤器芯体,包括依次焊接连接的垫片3、芯体过渡段2、芯体板片1和芯体端头4,其中芯体过渡段2的大直径端连接垫片3,小直径端连接芯体板片1,芯体板片1上呈矩形阵列状开设有通孔作为过滤孔;所述过滤器芯体通过垫片3和法兰直接安装在换热器入口的直管段内部。
作为本发明的优选实施方式,所述芯体板片1采用开有通孔的厚度为4-6mm不锈钢板螺旋卷曲而成。
作为本发明的优选实施方式,所述芯体板片1上呈矩形阵列状开设的通孔直径为0.3mm,通孔水平和垂直方向的中心间距均为0.6mm。
作为本发明的优选实施方式,所述芯体端头4采用4-6mm不锈钢板冲压成半球状制作而成。
本发明所述的一种高温高压差过滤器芯体的制造方法,包括如下步骤:
步骤1:制造芯体板片1:芯体板片1采用4-6mm不锈钢板制作,如图2所示,首先将不锈钢板裁剪为长方形,具体尺寸根据过滤器大小调整,然后采用蚀刻技术在不锈钢板上蚀刻出0.3mm直径的通孔作为过滤孔,通孔呈矩形阵列均匀分布,水平和垂直方向的中心间距均为0.6mm,如图3所示,然后将加工好过滤孔的不锈钢板片卷曲成圆柱状,板片边缘间隙采用氩弧焊焊接,最后,将圆柱状的滤芯两端采用切割机切平,并且打磨去掉毛刺,制造好的芯体板片1如图4所示;
步骤2:制造芯体过渡段2:芯体过渡段2采用4-6mm不锈钢板制作,将裁剪好的直钢板卷曲成圆锥状,对接处边缘采用氩弧焊焊接,并且打磨去掉毛刺,制造好的芯体过渡段2如图5所示;
步骤3:制造芯体端头4:芯体端头4采用4-6mm不锈钢板冲压成半球状制作而成,制造好的芯体端头4如图7所示;
步骤4:组装过滤器芯体:将加工好的圆柱状的芯体板片1的一端与芯体过渡段2的小直径端焊接,另一端与芯体端头4焊接,将芯体过渡段2的大直径端与如图6所示的垫片3焊接,焊接均采用氩弧焊,组装完成。
作为本发明的优选实施方式,芯体板片1采用的不锈钢板宽0.2m,长1.4m。
作为本发明的优选实施方式,加工好过滤孔的不锈钢板片按照直径0.18m,螺距0.2m,卷曲成圆柱状。
以上所述的具体实施方式,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施方式而已,并不用于限制本发明,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种高温高压差过滤器芯体及制造方法
- 高温高压差传感器的芯体