避孕套全自动电子检查机的刷油装置
文献发布时间:2023-06-19 11:09:54
技术领域
本发明属于避孕套生产技术领域,具体涉及避孕套全自动电子检测机的刷油装置。
背景技术
在传统避孕套生产过程中,避孕套在全自动电子检测机进行电子检查工序结束后已经呈现为卷曲好的状态,而避孕套的润滑剂是在包装过程中加入到避孕套之中。在包装过程中加入的润滑剂需要经过很长时间才能渗透到卷曲好的避孕套中,而卷曲好的避孕套由于卷曲张力问题造成润滑剂需要较长时间才能渗透到位。这样,会造成避孕套生产企业需要较大的贮存场地,等待成品避孕套润滑剂渗透到位,还会造成每只避孕套由于卷曲张力离散性而造成润滑剂渗透到位程度参差不齐。渗透不到位的避孕套一旦流入市场就会造成使用者由于避孕套润滑性不佳而出现破套现象。基于避孕套生产的这个特性,一些生产企业开始进行人工刷油,简单来说就是将检测好并卷曲好的避孕套在特殊模具上再次舒展开,进行人工刷油后再进行人工卷曲。这样会造成人工成本激增,还会带来避孕套的二次损伤。还有一种是在干法电子检查机上刷油,在目前干法电检过程中加入滴油装置进行预刷油,但是该过程会对电子检测模具造成污染,油会沾到模具上,增加模具清洁工作。基于此现象,本发明设计了一种适用于全自动电子检查机的避孕套刷油装置,这套装置可以直接安装于模具旋转工作性质的全自动电子检查机,当此类电子检查机检测完避孕套优良与否后进行避孕套一侧刷油、卷曲,极大地降低了整个避孕套生产过程的人工成本与贮存成本,且不会对检查模具造成污染。
发明内容
本发明的目的在于提供一种控制方便、刷油均匀、避免污染的避孕套全自动电子检测机的刷油装置。
本发明提供的避孕套全自动电子检测机的刷油装置,其结构包括:刷油海绵,动作执行元件,油槽,计量泵,控制系统,其中:
所述伸出动作执行元件由电机(气缸)、活塞连杆结构组成,使其具有可伸缩功能;所述动作执行元件安装在全自动电子检测机上,与全自动电子检测机的传送装置平行;
所述刷油海绵包括长方形海棉体,海棉体内横向嵌入一段均匀开有渗油孔的软管,海棉体内对应于软管渗油孔的位置开有几个深浅不一的洞孔,使由软管输入的润滑油均匀渗入海绵体,并均匀分布在海绵体的一侧;所述刷油海绵安装于动作执行元件连杆的前端,与全自动电子检测机的传送装置平行,软管渗油孔方向(海绵体渗油部分)对着全自动电子检测机的检测模具;刷油海绵移动受动作执行元件控制;刷油海绵与伸出动作执行元件组成刷油系统;软管直径为2-14毫米;
所述油槽用于盛放所需的避孕套润滑剂;油槽安装在全自动电子检测机的大盘底板上,不影响检测模具在大盘底板上做正常的检测工作;
所述计量泵用于将油槽内的避孕套润滑剂通过软管输送到刷油海绵内;计量泵需提前设置好量程进行润滑剂补充;
所述控制系统用于控制整个装置的工作,包括根据全自动电子检测机反馈的正、废品信号,分别控制伸出动作执行元件对合格产品进行伸出刷油,不合格产品与空模不刷油。
全自动电子检测机上设有合格品限位装置,该合格品限位装置由合格品压头、摆块、摆块气缸组成,合格品压头安装在检测模具顶部,同摆块、摆块气缸固定在合格品通道壁一侧,形成可以下压、复位的结构。
全自动电子检测机上设有吹气装置,该吹气装置包括合格品吹气以及废品吹气,通过型材分别固定在正、废品工位,与检测模具成一定夹角。
本发明装置的工作流程为:
在开机前,由控制系统,通过计量泵定量将油槽内避孕套润滑剂预先加到刷油海绵内,控制刷油海绵内含避孕套润滑剂油量大约在10%-30%。后续正常开机生产过程中,由控制系统自动测算刷油海绵内避孕套润滑剂含量低于要求范围时,信号反馈,通过计量泵7定量补充避孕套润滑剂,使刷油海绵内润滑剂含量维持在10%-30%。
操作工正常操作全自动电子检查机,当待检避孕套套上检测模具后,检测模具在控制大盘旋转电机的控制下随着大盘做正常检测任务。套上待检避孕套的检测模具经过检测工位到达刷油工位时,由检测模具与传送装置之间的摩擦阻力将检测模具静止在刷油工位,检测模具不再旋转;此时控制系统根据全自动电子检查机中检测模块判定产品品质(属于合格品还是废品),对于合格品,控制系统控制伸出动作执行元件伸出,使刷油海绵与带有避孕套的检测模具5贴合,由于避孕套润滑剂的粘度特性,使得避孕套接触刷油海绵的一侧完成一次刷油动作,随即伸出动作执行元件复位;然后由控制系统反馈信号,由全自动电子检查机的卷曲装置带动传送装置将刷了油的避孕套向上卷曲;合格品限位装置随即下压,防止避孕套因卷曲惯性较大而弹飞,然后即刻复位;吹气装置在合格品限位装置复位后吹气,将合格品避孕套吹进正品筐中。对于不合格产品或空模, 控制系统控制伸出动作执行元件不动作,即刷油海绵不动作,不刷油;并控制吹气装置将不合格品吹入废品筐中,具体工艺流程如图3。
本发明装置的优势在于:
(1)由于卷曲装置与检测模具之间的摩擦阻力,模具在到达正品工位时是静止不动的,此时刷油只会在模具一侧刷油,不会对检测模具造成润滑油污染;
(2)刷油海绵内插入一根直径2-14毫米软管,在软管上均匀开多个小孔,在海绵内分别设置几个深度不一的孔对应软管上的小孔,保证刷油海绵内油量最大可能均匀分布,从而确保对避孕套均匀刷油;
(3)装置利用计量泵控制润滑油的用量,控制刷油海绵的带油量(约10%-30%),进而控制避孕套一侧的刷油量,这样极大程度上控制润滑油从皮带处挤出来形成微小油滴,降低卷曲装置的带油风险;
(4)装置通过控制刷油海绵与检测模具的深浅度控制刷油海绵与检测模具的接触面积,进而可精确控制避孕套带油量。
附图说明
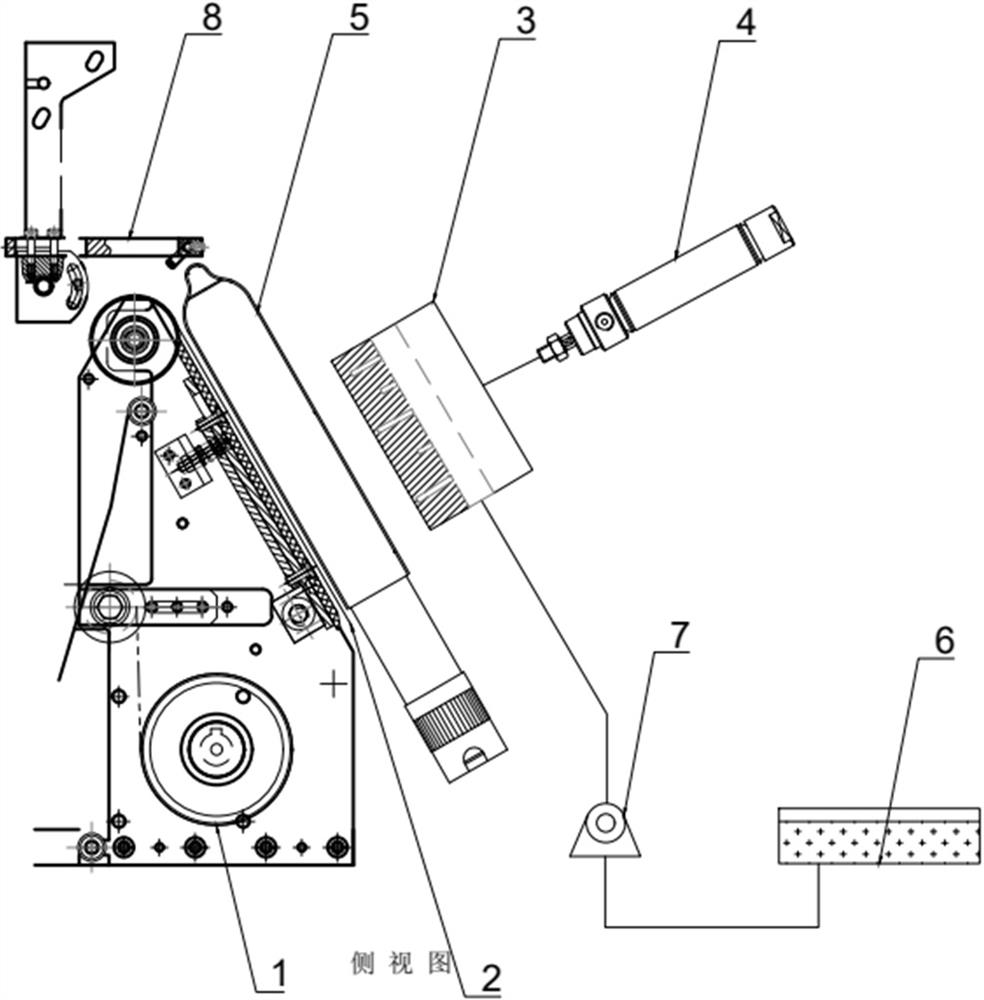
图1为本发明避孕套全自动电子检查机的刷油装置结构图示。
图2为刷油装置中刷油海绵结构图示。
图3为本发明装置工作流程图示。
图中标号:1为卷曲装置,2为传送装置,3为刷油海绵,4为动作执行元件,5为检测模具,6为油槽,7为计量泵,8为合格品限位装置。
具体实施方式
首先,在开机前由控制系统通过计量泵7定量将油槽6内避孕套润滑剂预先加到刷油海绵3内,内含避孕套润滑剂油量大约在10%-30%。后续正常开机生产过程中,由控制系统自动测算刷油海绵3内避孕套润滑剂含量低于要求范围时,信号反馈,通过计量泵7定量补充避孕套润滑剂,使刷油海绵3内润滑剂含量维持在10%-30%。
然后,当班操作工正常操作全自动电子检查机,当待检避孕套套上检测模具5后,检测模具5在控制大盘旋转电机的控制下随着大盘做正常检测任务。待检避孕套经过检测工位到达刷油工位时,检测模具5与传送装置2之间的摩擦阻力将检测模具5静止在刷油工位,检测模具5不再旋转。控制系统与检测模块判定产品品质后,控制伸出动作执行元件4伸出,使刷油海绵3与带有避孕套的检测模具5贴合,由于避孕套润滑剂的粘度特性,使得避孕套接触刷油海绵3的一侧完成一次刷油动作,随即伸出动作执行元件4复位。然后由控制系统反馈信号,卷曲装置1带动传送装置2将刷了油的避孕套向上卷曲;合格品限位装置随即下压,防止避孕套因卷曲惯性较大而弹飞,然后即刻复位;吹气装置在合格品限位装置复位后吹气,将合格品避孕套吹进正品筐中。不合格产品与空模不刷油,并进入废品筐中,具体工艺流程如图3。
由于避孕套的卷曲张力会将前面刷好的油从皮带处挤出来形成微小油滴,增加了卷曲皮带1和检测模具4意外带油的风险,我们可利用调整卷曲皮带1与检测模具5的倾斜度或者调整卷曲皮带1的转速巧妙的降低这类风险。
- 避孕套全自动电子检查机的刷油装置
- 以导电润滑剂作为电子检查介质的避孕套电子检查机