一种排气管安装用螺栓螺套穿接装置
文献发布时间:2023-06-19 11:17:41
技术领域
本发明属于机械设备技术领域,具体地说,本发明涉及一种排气管安装用螺栓螺套穿接装置。
背景技术
发动机排气管安装用螺栓上需要穿上螺套,传统的方式采用人工将螺套穿在螺栓上,传统的方式弊端包括:第一,人工穿接,不能完全做到螺套内壁与螺栓的螺纹不接触,容易使螺套内壁与螺栓的螺纹产生摩擦,使螺栓的螺纹产生磨损;第二,人工穿接,劳动强度大,穿接效率低。
发明内容
本发明提供一种排气管安装用螺栓螺套穿接装置,以解决上述背景技术中存在的问题。
为了实现上述目的,本发明采取的技术方案为:一种排气管安装用螺栓螺套穿接装置,包括机座底板、上螺套机构、上螺栓机构、转盘机构、穿接机构、检测去螺套机构和出料机构,所述机座底板上设有平台板,所述平台板上设有多个立柱,立柱上设有固定环,所述上螺套机构和上螺栓机构与机座底板连接,所述转盘机构与平台板紧固连接,所述穿接机构与机座底板紧固连接,所述检测去螺套机构与平台板紧固连接,所述出料机构与固定环紧固连接。
优选的,所述固定环包括大弧环和小弧环,所述大弧环上设有上螺套口,所述上螺套口位置上方设有传感器一,所述大弧环和小弧环右侧之间的间隙构成去螺套口,所述大弧环和小弧环左侧之间的间隙构成出料口。
优选的,所述上螺套机构包括储料输料组件一、振动盘组件一、微型振荡器一和螺套导轨组件,所述储料输料组件一与机座底板连接,所述振动盘组件一设于储料输料组件一的出料端,且与机座底板连接,所述微型振荡器一与机座底板连接,所述螺套导轨组件与微型振荡器一上端连接,所述螺套导轨组件一端与振动盘组件一的出料端对齐,螺套导轨组件一端与上螺套口对齐。
优选的,所述上螺栓机构包括储料输料组件二、振动盘组件二、微型振荡器二和螺栓导轨组件,所述储料输料组件二与机座底板连接,所述振动盘组件二设于储料输料组件二的出料端,且与机座底板连接,所述微型振荡器二与机座底板连接,所述螺栓导轨组件与微型振荡器二上端连接,所述螺栓导轨组件一端与振动盘组件二的出料端对齐,螺栓导轨组件一端与穿接机构的入料端对齐。
优选的,所述转盘机构包括电机、减速机、转盘和穿接座,所述电机与减速机紧固连接,所述减速机与平台板连接,所述转盘设于固定环下端,且与固定环同轴线转动连接,所述转盘与减速机的输出轴连接,所述穿接座设有多个,且与转盘上端外延均匀紧固连接;所述穿接座上设有T型槽。
优选的,所述穿接机构包括支撑架一、支撑架二、竖直板、三角支撑板、顶板、气缸一、升降板、托料机构、悬臂板和夹持机构,所述支撑架一与机座底板紧固连接,所述支撑架二与支撑架一紧固连接,所述竖直板与支撑架二前端紧固连接,所述三角支撑板分别与支撑架二上端和竖直板背面紧固连接,所述顶板与竖直板顶端紧固连接,所述气缸一与顶板紧固连接,所述气缸一的活塞杆穿过顶板,且通过卡块与升降板连接,所述升降板与竖直板滑动连接,所述托料机构与升降板正面紧固连接,所述悬臂板与升降板下端紧固连接,所述夹持机构与悬臂板紧固连接。
优选的,所述竖直板上对称设有限位导轨,所述竖直板中间设有过栓孔,所述竖直板上端设有U型槽;所述顶板上设有限位螺栓;所述升降板背面设有限位块。
优选的,所述托料机构包括托料气缸、夹持块一和托料件,所述托料气缸与升降板正面紧固连接,所述夹持块一设有两个,且分别与夹紧活塞杆连接,所述托料件设有两个,且分别与夹持块一连接;所述夹持机构包括夹持气缸和夹持块二,所述夹持气缸与悬臂板紧固连接,所述夹持块二设有两个,且分别与夹紧活塞杆连接。
优选的,所述检测去螺套机构包括支撑架三、支撑架板、气缸二和去螺套钩,所述支撑架三与平台板紧固连接,所述支撑架板与支撑架三上端紧固连接,所述支撑架板上设有平移导轨,平移导轨上滑动设有滑块,所述气缸二与支撑架板紧固连接,气缸二的活塞杆端部与去螺套钩通过卡块连接,所述去螺套钩上设有传感器二。
优选的,所述出料机构包括支撑架四、连接板和出料气缸,所述支撑架四与固定环上端紧固连接,所述连接板与支撑架四连接,所述出料气缸与连接板紧固连接。
采用以上技术方案的有益效果是:
1、该排气管安装用螺栓螺套穿接装置,首先,将螺套装入上螺套机构中的储料输料组件一中的储料斗中,然后储料输料组件一中的输送带将螺套输送落入振动盘组件一中,在振动盘组件一的振动作用下螺套上升至螺套导轨组件中,且被其下方的微型振荡器一振荡往前输送至上螺套口。
将螺栓装入上螺栓机构中的储料输料组件二中的储料斗中,然后储料输料组件二中的输送带将螺栓输送落入振动盘组件二中,在振动盘组件二的振动作用下螺栓上升至螺栓导轨组件中,且被其下方的微型振荡器二振荡往前输送至穿接机构后端。
当传感器一检测到上螺套口内侧对应位置上的穿接座上有螺套时,转盘机构中的电机通过减速机驱动转盘带着其上的所有穿接座顺时针步进一个角度,使得含有螺套的穿接座顺时针旋转至穿接机构前端。
然后,螺栓穿过竖直板中间的过栓孔到达升降板下端,此时托料机构中的托料气缸驱动夹持块一往中间夹持,使得托料件从升降板下端两侧插入将螺栓的螺帽下端托住;然后夹持机构中的夹持气缸驱动夹持块二往中间夹持,使得夹持块二夹住螺栓的螺帽两侧;然后气缸一通过卡块驱动升降板沿着限位导轨往下运动,使得与升降板连接的托料机构、悬臂板和夹持机构带着被托住夹持的螺栓一起往下运动,直到与升降板背面连接的限位块与U型槽下端接触为止,此时螺栓插入螺套中。
然后,夹持机构中的夹持气缸驱动夹持块二往两侧松开,使得夹持块二解除对螺栓的螺帽两侧夹持;然后,托料机构中的托料气缸驱动夹持块一往两侧松开,使得托料件从升降板下端两侧往外运动,事的托料件解除对螺栓的螺帽下端的托住作用,此时螺栓在重力作用下落入螺套中,完成螺栓穿接动作。
然后,气缸一通过卡块驱动升降板沿着限位导轨往上运动,使得与升降板连接的托料机构、悬臂板和夹持机构一起往上运动,直到与升降板背面连接的限位块与顶板上的限位螺栓接触为止;在此过程中,托料机构中的托料气缸驱动夹持块一往中间夹持,使得托料件从升降板下端两侧插入,为下一次托住从过栓孔进入的螺栓的螺帽下端做好准备。
当传感器一检测到上螺套口内侧对应位置上的穿接座上有螺套时,转盘机构中的电机通过减速机驱动转盘带着其上的所有穿接座顺时针步进一个角度,使得含有螺套的穿接座顺时针旋转至穿接机构前端,使得含有螺套且穿接有螺栓的穿接座顺时针旋转至下一工位。
当穿接座顺时针旋转至去螺套口位置时,检测去螺套机构中的传感器二先检测螺套中是否穿接了螺栓,若螺套中没有穿接螺栓,则气缸二的活塞杆通过卡块驱动去螺套钩和滑块沿着平移导轨收缩,使得去螺套钩将穿接座中未穿接螺栓的螺套沿着去螺套口勾出落入下端的储料箱中;若螺套中有穿接螺栓,则转盘机构中的电机通过减速机驱动转盘带着其上的所有穿接座顺时针步进一个角度,使得含有螺套且穿接有螺栓的穿接座顺时针旋转至出料口位置。
然后,出料机构中的出料气缸的活塞杆伸出,将出料口位置对应的穿接座中穿接有螺栓的螺套推出,完成出料操作。
本发明的排气管安装用螺栓螺套穿接装置,螺栓向螺套中穿接的整个过程通过穿接机构完成,整个穿接过程中,螺套内壁与螺栓的螺纹不接触,不会造成螺栓的螺纹磨损。
本发明的排气管安装用螺栓螺套穿接装置,从开始的螺套和螺栓的输料上料操作,到螺栓向螺套中穿接操作,再到螺套中漏穿螺栓的去螺套操作,最后穿接有螺栓的螺套出料操作的整个过程,实现完全自动化,不需要工人参与,劳动强度小,穿接效率高。
2、所述固定环包括大弧环和小弧环,所述大弧环上设有上螺套口,实现螺套进入穿接座中;所述上螺套口位置上方设有传感器一,实现检测螺套上穿接座是否成功;所述大弧环和小弧环右侧之间的间隙构成去螺套口,实现去螺套钩将穿接座中未穿接螺栓的螺套沿着去螺套口勾出落入下端的储料箱中;所述大弧环和小弧环左侧之间的间隙构成出料口,实现穿接有螺栓的螺套推出。
3、所述上螺套机构和上螺栓机构,实现了螺套和螺栓的自动化输料操作,自动化程度高;所述竖直板上对称设有限位导轨,保证了升降板直上直下运动,从而保证了螺栓竖直穿接操作;所述竖直板中间设有过栓孔,用来与螺栓导轨组件末端对齐;所述竖直板上端设有U型槽;所述顶板上设有限位螺栓,所述升降板背面设有限位块,限制限位块的上下运动极限,避免螺栓下端触底造成托料机构和夹持机构的损坏。
所述托料机构包括托料气缸、夹持块一和托料件,所述托料气缸与升降板正面紧固连接,所述夹持块一设有两个,且分别与夹紧活塞杆连接,所述托料件设有两个,且分别与夹持块一连接,实现托料件从升降板下端两侧插入将螺栓的螺帽下端托住;所述夹持机构包括夹持气缸和夹持块二,所述夹持气缸与悬臂板紧固连接,所述夹持块二设有两个,且分别与夹紧活塞杆连接,实现夹持块二夹住螺栓的螺帽两侧。
4、所述检测去螺套机构包括支撑架三、支撑架板、气缸二和去螺套钩,所述支撑架三与平台板紧固连接,所述支撑架板与支撑架三上端紧固连接,所述支撑架板上设有平移导轨,平移导轨上滑动设有滑块,所述气缸二与支撑架板紧固连接,气缸二的活塞杆端部与去螺套钩通过卡块连接,所述去螺套钩上设有传感器二,通过传感器二先检测螺套中是否穿接了螺栓,若螺套中没有穿接螺栓,则气缸二的活塞杆通过卡块驱动去螺套钩和滑块沿着平移导轨收缩,使得去螺套钩将穿接座中未穿接螺栓的螺套沿着去螺套口勾出落入下端的储料箱中;若螺套中有穿接螺栓,则转盘机构中的电机通过减速机驱动转盘带着其上的所有穿接座顺时针步进一个角度,使得含有螺套且穿接有螺栓的穿接座顺时针旋转至出料口位置,避免没有穿接螺栓的螺套流入下一工位。
附图说明
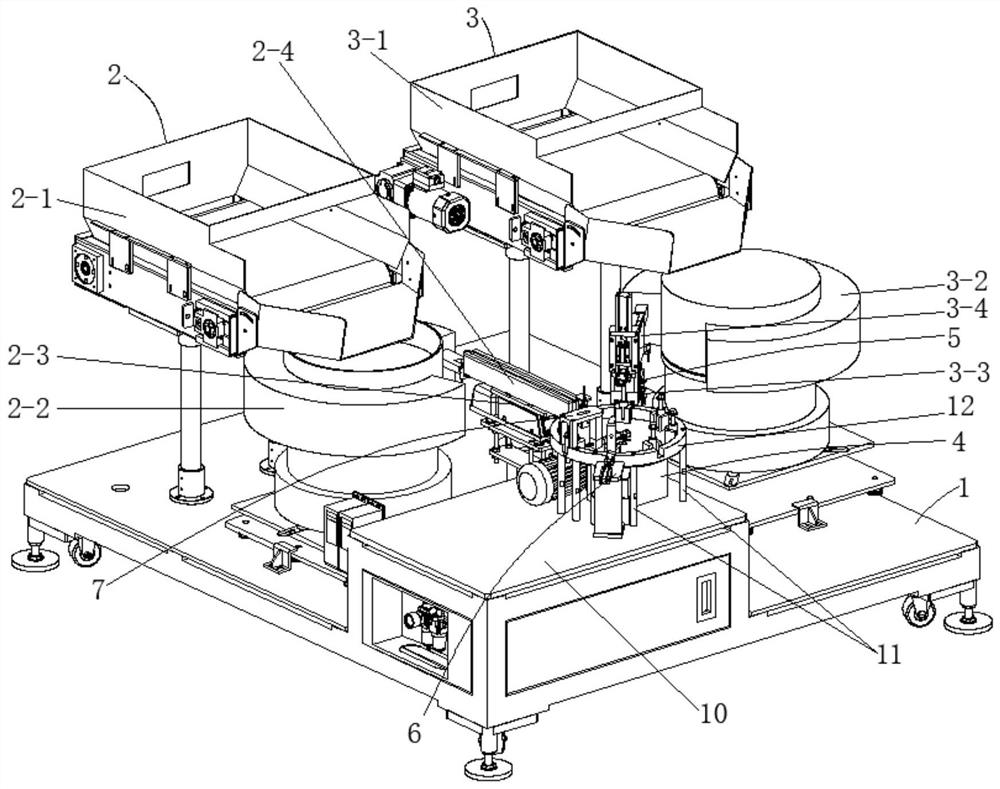
图1是本发明的排气管安装用螺栓螺套穿接装置装配图;
图2是转盘机构、穿接机构、检测去螺套机构和出料机构装配图一;
图3是转盘机构、穿接机构、检测去螺套机构和出料机构装配图二;
图4是转盘机构爆炸图;
图5是穿接机构装配图一;
图6是穿接机构装配图二;
图7是穿接机构装配图爆炸图;
其中:
1、机座底板;2、上螺套机构;3、上螺栓机构;4、转盘机构;5、穿接机构;6、检测去螺套机构;7、出料机构;
10、平台板;11、立柱;12、固定环;12-1、大弧环;12-2、小弧环;12-3、上螺套口;12-4、去螺套口;12-5、出料口;12-6、传感器一;
2-1、储料输料组件一;2-2、振动盘组件一;2-3、微型振荡器一;2-4、螺套导轨组件;
3-1、储料输料组件二;3-2、振动盘组件二;3-3、微型振荡器二;3-4、螺栓导轨组件;
40、电机;41、减速机;42、转盘;43、穿接座;43-1、T型槽;
50、支撑架一;51、支撑架二;52、竖直板;52-1、限位导轨;52-2、过栓孔;52-3、U型槽;53、三角支撑板;54、顶板;54-1、限位螺栓;55、气缸一;56、升降板;56-1、限位块;57、托料机构;57-1、托料气缸;57-2、夹持块一;57-3、托料件;58、悬臂板;59、夹持机构;59-1、夹持气缸;59-2、夹持块二;
60、支撑架三;61、支撑架板;61-1、平移导轨;61-2、滑块;62、气缸二;63、去螺套钩;63-1、传感器二;
70、支撑架四;71、连接板;72、出料气缸。
具体实施方式
下面对照附图,通过对实施例的描述,对本发明的具体实施方式作进一步详细的说明,目的是帮助本领域的技术人员对本发明的构思、技术方案有更完整、准确和深入的理解,并有助于其实施。
如图1至图7所示,本发明是一种排气管安装用螺栓螺套穿接装置,螺栓向螺套中穿接的整个过程通过穿接机构完成,整个穿接过程中,螺套内壁与螺栓的螺纹不接触,不会造成螺栓的螺纹磨损;实现完全自动化,不需要工人参与,劳动强度小,穿接效率高。
具体的说,如图1至图7所示,包括机座底板1、上螺套机构2、上螺栓机构3、转盘机构4、穿接机构5、检测去螺套机构6和出料机构7,所述机座底板1上设有平台板10,所述平台板10上设有多个立柱11,立柱11上设有固定环12,所述上螺套机构2和上螺栓机构3与机座底板1连接,所述转盘机构4与平台板10紧固连接,所述穿接机构5与机座底板1紧固连接,所述检测去螺套机构6与平台板10紧固连接,所述出料机构7与固定环12紧固连接。
所述固定环12包括大弧环12-1和小弧环12-2,所述大弧环12-1上设有上螺套口12-3,所述上螺套口12-3位置上方设有传感器一12-6,所述大弧环12-1和小弧环12-2右侧之间的间隙构成去螺套口12-4,所述大弧环12-1和小弧环12-2左侧之间的间隙构成出料口12-5。
所述上螺套机构2包括储料输料组件一20、振动盘组件一21、微型振荡器一22和螺套导轨组件23,所述储料输料组件一20与机座底板1连接,所述振动盘组件一21设于储料输料组件一20的出料端,且与机座底板1连接,所述微型振荡器一22与机座底板1连接,所述螺套导轨组件23与微型振荡器一22上端连接,所述螺套导轨组件23一端与振动盘组件一21的出料端对齐,螺套导轨组件23一端与上螺套口12-3对齐。
所述上螺栓机构3包括储料输料组件二30、振动盘组件二31、微型振荡器二32和螺栓导轨组件33,所述储料输料组件二30与机座底板1连接,所述振动盘组件二31设于储料输料组件二30的出料端,且与机座底板1连接,所述微型振荡器二32与机座底板1连接,所述螺栓导轨组件33与微型振荡器二32上端连接,所述螺栓导轨组件33一端与振动盘组件二31的出料端对齐,螺栓导轨组件33一端与穿接机构5的入料端对齐。
所述转盘机构4包括电机40、减速机41、转盘42和穿接座43,所述电机40与减速机41紧固连接,所述减速机41与平台板10连接,所述转盘42设于固定环12下端,且与固定环12同轴线转动连接,所述转盘42与减速机41的输出轴连接,所述穿接座43设有多个,且与转盘42上端外延均匀紧固连接;所述穿接座43上设有T型槽43-1。
所述穿接机构5包括支撑架一50、支撑架二51、竖直板52、三角支撑板53、顶板54、气缸一55、升降板56、托料机构57、悬臂板58和夹持机构59,所述支撑架一50与机座底板1紧固连接,所述支撑架二51与支撑架一50紧固连接,所述竖直板52与支撑架二51前端紧固连接,所述三角支撑板53分别与支撑架二51上端和竖直板52背面紧固连接,所述顶板54与竖直板52顶端紧固连接,所述气缸一55与顶板54紧固连接,所述气缸一55的活塞杆穿过顶板54,且通过卡块与升降板56连接,所述升降板56与竖直板52滑动连接,所述托料机构57与升降板56正面紧固连接,所述悬臂板58与升降板56下端紧固连接,所述夹持机构59与悬臂板58紧固连接。
所述竖直板52上对称设有限位导轨52-1,所述竖直板52中间设有过栓孔52-2,所述竖直板52上端设有U型槽52-3;所述顶板54上设有限位螺栓54-1;所述升降板56背面设有限位块56-1。
所述托料机构57包括托料气缸57-1、夹持块一57-2和托料件57-3,所述托料气缸57-1与升降板56正面紧固连接,所述夹持块一57-2设有两个,且分别与夹紧活塞杆连接,所述托料件57-3设有两个,且分别与夹持块一57-2连接;所述夹持机构59包括夹持气缸59-1和夹持块二59-2,所述夹持气缸59-1与悬臂板58紧固连接,所述夹持块二59-2设有两个,且分别与夹紧活塞杆连接。
所述检测去螺套机构6包括支撑架三60、支撑架板61、气缸二62和去螺套钩63,所述支撑架三60与平台板10紧固连接,所述支撑架板61与支撑架三60上端紧固连接,所述支撑架板61上设有平移导轨61-1,平移导轨61-1上滑动设有滑块61-2,所述气缸二62与支撑架板61紧固连接,气缸二62的活塞杆端部与去螺套钩63通过卡块连接,所述去螺套钩63上设有传感器二63-1。
所述出料机构7包括支撑架四70、连接板71和出料气缸72,所述支撑架四70与固定环12上端紧固连接,所述连接板71与支撑架四70连接,所述出料气缸72与连接板71紧固连接。
以下用具体实施例对具体工作方式进行阐述:
实施例1:
该排气管安装用螺栓螺套穿接装置,首先,将螺套装入上螺套机构2中的储料输料组件一2-1中的储料斗中,然后储料输料组件一2-1中的输送带将螺套输送落入振动盘组件一2-2中,在振动盘组件一2-2的振动作用下螺套上升至螺套导轨组件2-4中,且被其下方的微型振荡器一2-3振荡往前输送至上螺套口12-3。
将螺栓装入上螺栓机构3中的储料输料组件二3-1中的储料斗中,然后储料输料组件二3-1中的输送带将螺栓输送落入振动盘组件二3-2中,在振动盘组件二3-2的振动作用下螺栓上升至螺栓导轨组件3-4中,且被其下方的微型振荡器二3-3振荡往前输送至穿接机构5后端。
当传感器一12-6检测到上螺套口12-3内侧对应位置上的穿接座43上有螺套时,转盘机构4中的电机40通过减速机41驱动转盘42带着其上的所有穿接座43顺时针步进一个角度,使得含有螺套的穿接座43顺时针旋转至穿接机构5前端。
然后,螺栓穿过竖直板52中间的过栓孔52-2到达升降板56下端,此时托料机构57中的托料气缸57-1驱动夹持块一57-2往中间夹持,使得托料件57-3从升降板56下端两侧插入将螺栓的螺帽下端托住;然后夹持机构59中的夹持气缸59-1驱动夹持块二59-2往中间夹持,使得夹持块二59-2夹住螺栓的螺帽两侧;然后气缸一55通过卡块驱动升降板56沿着限位导轨52-1往下运动,使得与升降板56连接的托料机构57、悬臂板58和夹持机构59带着被托住夹持的螺栓一起往下运动,直到与升降板56背面连接的限位块56-1与U型槽52-3下端接触为止,此时螺栓插入螺套中。
然后,夹持机构59中的夹持气缸59-1驱动夹持块二59-2往两侧松开,使得夹持块二59-2解除对螺栓的螺帽两侧夹持;然后,托料机构57中的托料气缸57-1驱动夹持块一57-2往两侧松开,使得托料件57-3从升降板56下端两侧往外运动,事的托料件57-3解除对螺栓的螺帽下端的托住作用,此时螺栓在重力作用下落入螺套中,完成螺栓穿接动作。
然后,气缸一55通过卡块驱动升降板56沿着限位导轨52-1往上运动,使得与升降板56连接的托料机构57、悬臂板58和夹持机构59一起往上运动,直到与升降板56背面连接的限位块56-1与顶板54上的限位螺栓54-1接触为止;在此过程中,托料机构57中的托料气缸57-1驱动夹持块一57-2往中间夹持,使得托料件57-3从升降板56下端两侧插入,为下一次托住从过栓孔52-2进入的螺栓的螺帽下端做好准备。
当传感器一12-6检测到上螺套口12-3内侧对应位置上的穿接座43上有螺套时,转盘机构4中的电机40通过减速机41驱动转盘42带着其上的所有穿接座43顺时针步进一个角度,使得含有螺套的穿接座43顺时针旋转至穿接机构5前端,使得含有螺套且穿接有螺栓的穿接座43顺时针旋转至下一工位。
当穿接座43顺时针旋转至去螺套口12-4位置时,检测去螺套机构6中的传感器二63-1先检测螺套中是否穿接了螺栓,若螺套中没有穿接螺栓,则气缸二62的活塞杆通过卡块驱动去螺套钩63和滑块61-2沿着平移导轨61-1收缩,使得去螺套钩63将穿接座43中未穿接螺栓的螺套沿着去螺套口12-4勾出落入下端的储料箱中;若螺套中有穿接螺栓,则转盘机构4中的电机40通过减速机41驱动转盘42带着其上的所有穿接座43顺时针步进一个角度,使得含有螺套且穿接有螺栓的穿接座43顺时针旋转至出料口12-5位置。
然后,出料机构7中的出料气缸72的活塞杆伸出,将出料口12-5位置对应的穿接座43中穿接有螺栓的螺套推出,完成出料操作。
本发明的排气管安装用螺栓螺套穿接装置,螺栓向螺套中穿接的整个过程通过穿接机构5完成,整个穿接过程中,螺套内壁与螺栓的螺纹不接触,不会造成螺栓的螺纹磨损。
本发明的排气管安装用螺栓螺套穿接装置,从开始的螺套和螺栓的输料上料操作,到螺栓向螺套中穿接操作,再到螺套中漏穿螺栓的去螺套操作,最后穿接有螺栓的螺套出料操作的整个过程,实现完全自动化,不需要工人参与,劳动强度小,穿接效率高。
实施例2:
在实施例1的基础上,所述固定环12包括大弧环12-1和小弧环12-2,所述大弧环12-1上设有上螺套口12-3,实现螺套进入穿接座43中;所述上螺套口12-3位置上方设有传感器一12-6,实现检测螺套上穿接座43是否成功;所述大弧环12-1和小弧环12-2右侧之间的间隙构成去螺套口12-4,实现去螺套钩63将穿接座43中未穿接螺栓的螺套沿着去螺套口12-4勾出落入下端的储料箱中;所述大弧环12-1和小弧环12-2左侧之间的间隙构成出料口12-5,实现穿接有螺栓的螺套推出。
实施例3:
在实施例1的基础上,所述上螺套机构2和上螺栓机构3,实现了螺套和螺栓的自动化输料操作,自动化程度高;所述竖直板52上对称设有限位导轨52-1,保证了升降板56直上直下运动,从而保证了螺栓竖直穿接操作;所述竖直板52中间设有过栓孔52-2,用来与螺栓导轨组件3-4末端对齐;所述竖直板52上端设有U型槽52-3;所述顶板54上设有限位螺栓54-1,所述升降板56背面设有限位块56-1,限制限位块56-1的上下运动极限,避免螺栓下端触底造成托料机构57和夹持机构59的损坏。
所述托料机构57包括托料气缸57-1、夹持块一57-2和托料件57-3,所述托料气缸57-1与升降板56正面紧固连接,所述夹持块一57-2设有两个,且分别与夹紧活塞杆连接,所述托料件57-3设有两个,且分别与夹持块一57-2连接,实现托料件57-3从升降板56下端两侧插入将螺栓的螺帽下端托住;所述夹持机构59包括夹持气缸59-1和夹持块二59-2,所述夹持气缸59-1与悬臂板58紧固连接,所述夹持块二59-2设有两个,且分别与夹紧活塞杆连接,实现夹持块二59-2夹住螺栓的螺帽两侧。
实施例4:
在实施例1的基础上,所述检测去螺套机构6包括支撑架三60、支撑架板61、气缸二62和去螺套钩63,所述支撑架三60与平台板10紧固连接,所述支撑架板61与支撑架三60上端紧固连接,所述支撑架板61上设有平移导轨61-1,平移导轨61-1上滑动设有滑块61-2,所述气缸二62与支撑架板61紧固连接,气缸二62的活塞杆端部与去螺套钩63通过卡块连接,所述去螺套钩63上设有传感器二63-1,通过传感器二63-1先检测螺套中是否穿接了螺栓,若螺套中没有穿接螺栓,则气缸二62的活塞杆通过卡块驱动去螺套钩63和滑块61-2沿着平移导轨61-1收缩,使得去螺套钩63将穿接座43中未穿接螺栓的螺套沿着去螺套口12-4勾出落入下端的储料箱中;若螺套中有穿接螺栓,则转盘机构4中的电机40通过减速机41驱动转盘42带着其上的所有穿接座43顺时针步进一个角度,使得含有螺套且穿接有螺栓的穿接座43顺时针旋转至出料口12-5位置,避免没有穿接螺栓的螺套流入下一工位。
以上结合附图对本发明进行了示例性描述,显然,本发明具体实现并不受上述方式的限制,只要是采用了本发明的方法构思和技术方案进行的各种非实质性的改进;或未经改进,将本发明的上述构思和技术方案直接应用于其它场合的,均在本发明的保护范围之内。
- 一种排气管安装用螺栓螺套穿接装置上的检测去螺套机构
- 一种排气管安装用螺栓螺套穿接装置上的穿接机构