填充隔热型材与铝合金型材组合隔热型材
文献发布时间:2023-06-19 11:19:16
技术领域
本发明涉及建筑门窗领域。
背景技术
现有高分子材料隔热型材与铝合金组合型材,铝合金型材压钩压在高分子材料隔热型材压槽上,将铝合金型材与高分子材料隔热型材结合在一起,在室外侧高温条件下,铝合金型材热量将高分子材料隔热型材软化,降低高分子材料隔热型材强度,容易产生变形。
发明内容
本发明的目的是:1、通过在高分子材料隔热型材开口内灌注耐高温粘接材料,提高高分子材料隔热型材热强度,防止高分子材料隔热型材热变形。2、高温熔融隔热型材内共挤熔融填充材料,高温熔融隔热型材和共挤熔融填充材料固化后结合成一体,提高隔热型材热强度,防止隔热型材热变形。3、隔热型材与门窗配件镶嵌槽型材制作成一体,填充材料与隔热型材壁共同组成安装门窗配件侧双壁,提高门窗配件连接强度,防止门窗配件松动和脱落。4、隔热型材与密封条镶嵌槽型材制作成一体,实现隔热和密封双功能结合。
本发明提出的灌注粘接材料室内侧隔热型材与室外侧铝合金型材组合型材,室内侧隔热型材设开口槽,开口槽内灌注填充材料,灌注填充材料固化后制作成室内侧填充隔热型材,室内侧填充隔热型材上下设压槽,室外侧铝合金型材上下设压钩,室外侧铝合金型材上下压钩压在室内侧填充隔热型材上下压槽内,室外侧铝合金型材与室内侧填充隔热型材和填充材料连接在一起。
本发明提出的灌注粘接材料室内侧隔热型材与室外侧铝合金型材组合型材,隔热型材与密封条镶嵌槽型材制作成一体,室内侧隔热型材设开口槽,开口槽内灌注填充材料,灌注填充材料固化后制作成室内侧填充隔热型材,室内侧填充隔热型材上下设压槽,室外侧铝合金型材上下设压钩,室外侧铝合金型材上下压钩压在室内侧填充隔热型材上下压槽内,室外侧铝合金型材与室内侧填充隔热型材和填充材料连接在一起。
本发明提出的灌注粘接材料室内侧隔热型材与室外侧铝合金型材组合型材,室内侧高温熔融隔热型材内共挤熔融填充材料,高温熔融隔热型材和共挤熔融填充材料冷却后制作成室内侧填充隔热型材,室内侧填充隔热型材上下设压槽,室外侧铝合金型材上下设压钩,室外侧铝合金型材上下压钩压在室内侧填充隔热型材上下压槽内,室外侧铝合金型材与室内侧填充隔热型材和填充材料连接在一起。
本发明提出的灌注粘接材料室内侧隔热型材与室外侧铝合金型材组合型材,高温熔融隔热型材与高温熔融密封条镶嵌槽型材制作成一体,高温熔融隔热型材内共挤熔融填充材料,高温熔融隔热型材和共挤熔融填充材料冷却后制作成室内侧填充隔热型材,室内侧填充隔热型材上下设压槽,室外侧铝合金型材上下设压钩,室外侧铝合金型材上下压钩压在室内侧填充隔热型材上下压槽内,室外侧铝合金型材与室内侧填充隔热型材和填充材料连接在一起。
本发明进一步改进方案是:隔热型材与门窗配件镶嵌槽型材制作成一体。
本发明进一步改进方案是:隔热型材与密封条镶嵌槽型材制作成一体。
灌注粘接材料包括:聚氨酯粘接材料,环氧树脂粘接材料。
共挤熔融填充材料包括:共挤熔融高密度木塑,共挤熔融高密度PVC,共挤熔融高密度聚氨酯。
隔热型材包括:塑木隔热型材,聚氨酯隔热型材,PVC隔热型材,环氧树脂隔热型材。
附图说明
下面结合说明书附图和实施例对本发明作进一步描述。
图1是具有本发明技术特征的一种L形开口腔内灌注聚氨酯内隔热型材与外铝合金型材组合隔热窗框型材端面结构示意图。
图2是具有本发明技术特征的一种开口腔内灌注聚氨酯内隔热型材与外铝合金型材组合隔热窗框型材端面结构示意图。
图3是具有本发明技术特征的一种开口腔内灌注聚氨酯内隔热型材与外铝合金型材组合隔热中挺型材端面结构示意图。
图4是具有本发明技术特征的一种开口腔内全灌注聚氨酯内隔热型材与外铝合金型材组合隔热中挺型材端面结构示意图。
图5是具有本发明技术特征的一种开口腔内灌注聚氨酯内隔热型材与外铝合金型材组合隔热窗扇型材端面结构示意图。
图6是具有本发明技术特征的一种高温熔融隔热型材和共挤熔融填充材料制作室内侧隔热型材与外铝合金型材组合隔热窗扇型材端面结构示意图。
图7是具有本发明技术特征的一种高温熔融隔热型材和共挤熔融L形填充材料室内侧隔热型材与外铝合金型材组合隔热窗框型材端面结构示意图。
图8是具有本发明技术特征的一种高温熔融隔热型材和共挤熔融填充材料室内侧隔热型材与外铝合金型材组合隔热窗框型材端面结构示意图。
具体实施例
实施例1
一种L形开口腔内灌注聚氨酯内隔热型材与外铝合金型材组合隔热窗框型材端面结构示意图如图1所示,其中:1是内隔热型材,2是隔热型材上压槽,3是隔热型材下压槽,4是配件镶嵌槽,5是胶条镶嵌槽,6是内隔热型材组角腔,7是隔热型材开口,8是隔热型材开口腔,9是灌注聚氨酯胶,10是外铝合金型材,11是外铝合金型材上压钩,12是外铝合金型材上托板,13是外铝合金型材下压钩,14是外铝合金型材下托板,15是外铝合金型材组角腔。
制作L形开口腔内灌注聚氨酯内隔热型材与外铝合金型材组合隔热窗框型材时,在内隔热型材1中部开口腔8内灌注聚氨酯9,制作成灌注聚氨酯9的内填充隔热型材1,辊压机将外铝合金型材上压钩11压在内填充隔热型材上压槽2内,辊压机将外铝合金型材下压钩13压在内填充隔热型材下压槽3内,内隔热型材1和灌注聚氨酯9和外铝合金型材10结合在一起。
本实施例的优点是:1、隔热型材灌注聚氨酯胶,门窗配件连接钉将门窗扇固定在隔热型材两侧壁和聚氨酯胶组合成的隔热型材内侧壁上,解决现有隔热型材内单壁连接门窗扇强度不足问题,提高门窗的安全性能和使用寿命。2、灌注L形聚氨酯胶的隔热型材,提高隔热型材室内侧冲击强度,提高门窗的抗变形性能和使用寿命。
实施例2
一种开口腔内灌注聚氨酯内隔热型材与外铝合金型材组合隔热窗框型材端面结构示意图如图2所示,其中:16是内隔热型材, 17是内隔热型材上压槽,18是内隔热型材下压槽,19是配件镶嵌槽,20是胶条镶嵌槽,21是连接片镶嵌槽,22是内隔热型材组角腔,23是隔热型材开口,24是隔热型材开口腔,25是灌注聚氨酯胶,26是外铝合金型材,27是外铝合金型材上压钩,28是外铝合金型材上托板,29是外铝合金型材下压钩,30是外铝合金型材下托板,31是外铝合金型材组角腔。
制作开口腔内灌注聚氨酯内隔热型材与外铝合金型材组合隔热窗框型材时,在内隔热型材16隔热型材开口腔24内灌注聚氨酯胶25,制作成灌注聚氨酯25的内填充隔热型材16,辊压机将室外侧铝合金型材上压钩27压在内填充隔热型材上压槽17内,辊压机将外铝合金型材下压钩29压在内填充隔热型材下压槽18内,内隔热型材16和灌注聚氨酯胶25和外铝合金型材26结合在一起。
本实施例的优点是:1、隔热型材开口腔灌注聚氨酯胶,门窗配件连接钉将门窗扇合页固定在隔热型材两侧壁和聚氨酯胶组合成的隔热型材内侧壁上,解决现有隔热型材内单壁连接门窗扇强度不足问题,提高门窗的安全性能和使用寿命。2、灌注聚氨酯胶的隔热型材,提高隔热型材室内侧冲击强度和使用寿命。
实施例3
一种开口腔内灌注聚氨酯内隔热型材与外铝合金型材组合隔热中挺型材端面结构示意图如图3所示,其中:32是内隔热型材, 33是内隔热型材上压槽,34是内隔热型材下压槽,35是配件镶嵌槽,36是胶条镶嵌槽,37是内隔热型材组角腔,38是隔热型材开口,39是隔热型材开口腔,40是灌注聚氨酯胶,41是外铝合金型材,42是外铝合金型材上压钩,43是外铝合金型材上托板,44是外铝合金型材下压钩,45是外铝合金型材下托板,46是外铝合金型材组角腔。
制作开口腔内灌注聚氨酯内隔热型材与外铝合金型材组合隔热中挺型材时,在内隔热型材32中部开口腔39内灌注聚氨酯40,制作成灌注聚氨酯40的内填充隔热型材32,辊压机将外铝合金型材上压钩42压在内填充隔热型材上压槽33内,辊压机将外铝合金型材下压钩44压在内填充隔热型材下压槽34内,内隔热型材32和灌注聚氨酯胶40和外铝合金型材41结合在一起。
实施例4
一种开口腔内灌注聚氨酯内隔热型材与外铝合金型材组合隔热中挺型材端面结构示意图如图4所示,其中:47是内隔热型材, 48是内隔热型材上压槽,49是内隔热型材下压槽,50是配件镶嵌槽,51是胶条镶嵌槽,52是内隔热型材组角腔,53是聚氨酯,54是外铝合金型材,55是外铝合金型材上压钩,56是外铝合金型材上托板,57是外铝合金型材下压钩,58是外铝合金型材下托板,59是外铝合金型材组角腔。
制作开口腔内灌注聚氨酯内隔热型材与外铝合金型材组合隔热中挺型材时,在内隔热型材47中部开口腔52内灌注聚氨酯53,聚氨酯53固化后制作成灌注聚氨酯53的内填充隔热型材47,辊压机将外铝合金型材上压钩55压在内填充隔热型材上压槽48内,辊压机将外铝合金型材下压钩57压在内填充隔热型材下压槽49内,内隔热型材47和聚氨酯53和外铝合金型材54结合在一起。
实施例5
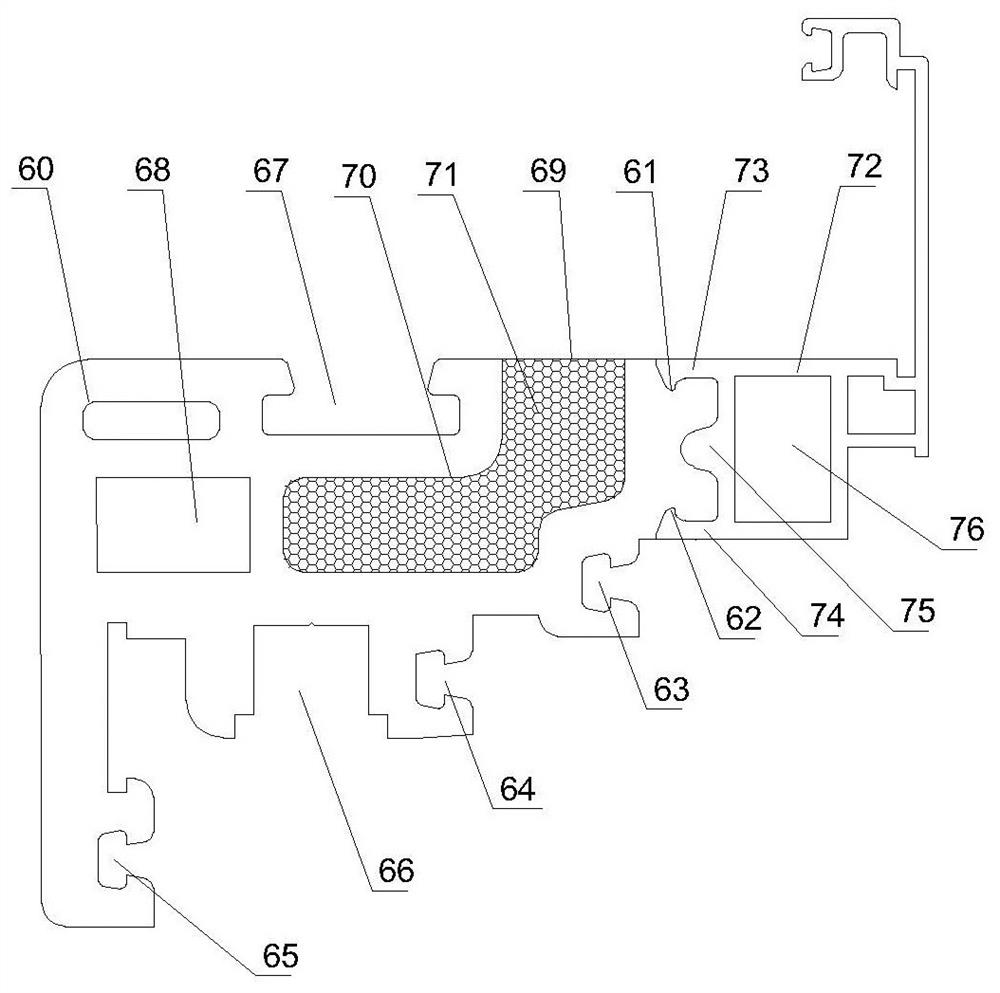
一种开口腔内灌注聚氨酯内隔热型材与外铝合金型材组合隔热窗扇型材端面结构示意图如图5所示,其中:60是窗扇内隔热型材,61是内隔热型材上压槽,62是内隔热型材下压槽,63是上密封条槽,64是中密封条槽,65是内密封条槽,66是配件镶嵌槽,67是扣条镶嵌槽,68是内隔热型材组角腔,69是隔热型材开口,70是隔热型材开口腔,71是灌注聚氨酯胶,72是外铝合金型材,73是外铝合金型材上压钩,74是外铝合金型材下压钩,75是外铝合金型材托板,76是外铝合金型材组角腔。
制作开口腔内灌注聚氨酯内隔热型材与外铝合金型材组合隔热窗扇型材时,在隔热型材开口腔70内灌注聚氨酯胶71,制作成灌注聚氨酯71的窗扇内填充隔热型材60,辊压机将外铝合金型材上压钩73压在窗扇内填充隔热型材上压槽61内,辊压机将外铝合金型材下压钩74压在窗扇内填充隔热型材下压槽62内,内隔热型材60和灌注聚氨酯胶71和外铝合金型材72结合在一起。
本实施例的优点是:1、上密封条镶嵌槽63和中密封条64和下密封条镶嵌槽65与窗扇隔热型材制作成一体,通过密封条镶嵌槽内安装密封条,可实现在窗扇隔热型材处两次密封,实现组合隔热窗扇型材隔热性能和密封性能叠加。2、隔热型材内灌注聚氨酯胶,安装在配件镶嵌槽内的门窗配件固定在隔热型材侧壁和聚氨酯胶组合成的隔热型材内侧壁上,解决现有隔热型材内侧壁连接门窗扇强度不足问题,提高门窗的安全性能和使用寿命。
实施例6
一种高温熔融隔热型材和共挤熔融填充材料制作室内侧隔热型材与外铝合金型材组合隔热窗扇型材端面结构示意图如图6所示,其中:77是室内侧隔热型材, 78是内隔热型材上压槽,79是内隔热型材下压槽,80是上密封条槽,81是中密封条槽,82是内密封条槽,83是配件镶嵌槽,84是扣条镶嵌槽,85是内隔热型材组角腔,86是填充材料,87是外铝合金型材,88是外铝合金型材上压钩,89是外铝合金型材下压钩,90是外铝合金型材组角腔。
制作高温熔融隔热型材和共挤熔融填充材料室内侧隔热型材与外铝合金型材组合隔热窗扇型材时,双挤压机通过组合模具将共挤熔融填充材料86挤入高温熔融内隔热型材77内部,冷却后,制作成共挤填充材料86的内填充隔热型材77,辊压机将外铝合金型材上压钩88压在窗扇内填充隔热型材上压槽78内,辊压机将外铝合金型材下压钩89压在窗扇内填充隔热型材下压槽79内,内隔热型材77和填充材料86和外铝合金型材87结合在一起。
本实施例的优点是:1、窗扇隔热型材设上密封条镶嵌槽80和中密封条81和下密封条镶嵌槽82与窗扇隔热型材制作成一体,通过密封条镶嵌槽内安装密封条,可实现在窗扇隔热型材处三次密封,实现室内侧隔热型材隔热性能与密封性能的叠加。2、安装在配件镶嵌槽83内的门窗配件用连接螺钉固定在隔热型材侧壁和共挤填充材料86组合成的隔热型材内壁上,解决现有隔热型材内侧壁连接门窗扇强度不足问题,提高门窗的安全性能和使用寿命。
实施例7
一种高温熔融隔热型材和共挤熔融L形填充材料室内侧隔热型材与外铝合金型材组合隔热窗框型材端面结构示意图如图7所示,其中:91是室内侧隔热型材,92是隔热型材上压槽,93是隔热型材下压槽,94是配件镶嵌槽,95是胶条镶嵌槽,96是内隔热型材组角腔,97是L形填充材料,98是外铝合金型材,99是外铝合金型材上压钩,100是外铝合金型材上托板,101是外铝合金型材下压钩,102是外铝合金型材下托板,103是外铝合金型材组角腔。
制作L形开口腔内灌注聚氨酯内隔热型材与外铝合金型材组合隔热窗框型材时,双挤压机通过组合模具将共挤熔融填充材料97挤入高温熔融内隔热型材91内部,冷却后,制作成共挤熔融填充材料97的内填充隔热型材91,辊压机将外铝合金型材上压钩99压在内填充隔热型材上压槽92内,辊压机将外铝合金型材下压钩101压在内填充隔热型材下压槽93内,隔热型材91和填充材料97和外铝合金型材98结合在一起。
本实施例的优点是:1、隔热型材共挤填充材料,门窗配件连接钉将门窗扇固定在隔热型材两侧壁和共挤填充材料组合成的隔热型材内侧壁上,解决现有隔热型材内单壁连接门窗扇强度不足问题,提高门窗的安全性能和使用寿命。2、共挤L形填充材料的隔热型材,提高隔热型材室内侧冲击强度,提高门窗的抗变形性能和使用寿命。
实施例8
高温熔融隔热型材和共挤熔融填充材料室内侧隔热型材与外铝合金型材组合隔热窗框型材端面结构示意图如图8所示,其中:104是内隔热型材, 105是内隔热型材上压槽,106是内隔热型材下压槽,107是配件镶嵌槽,108是胶条镶嵌槽,109是连接片镶嵌槽,110是内隔热型材组角腔,111是填充材料,112是外铝合金型材,113是外铝合金型材上压钩,114是外铝合金型材上托板,115是外铝合金型材下压钩,116是外铝合金型材下托板,117是外铝合金型材组角腔。
制作高温熔融隔热型材和共挤熔融填充材料室内侧隔热型材与外铝合金型材组合隔热窗框型材时,双挤压机通过组合模具将共挤熔融填充材料111挤入高温熔融内隔热型材104内部,冷却后,制作成共挤熔融填充材料111的内填充隔热型材104,辊压机将外铝合金型材上压钩113压在内填充隔热型材上压槽105内,辊压机将外铝合金型材下压钩115压在内填充隔热型材下压槽106内,内隔热型材104和填充材料111和外铝合金型材112结合在一起。
- 填充隔热型材与铝合金型材组合隔热型材
- 中部填充隔热型材与内外铝合金型材组合型材