基于特征点提取的航空轴承内圈沟道形状误差精确评定方法
文献发布时间:2023-06-19 11:22:42
技术领域
本发明属于航空轴承精密测量领域,涉及一种基于特征点提取的航空轴承内圈沟道形状误差精确评定方法。
背景技术
航空轴承是航空机载设备中的核心部件,具有受力复杂、环境适应性强、载荷大的特性,对其性能和加工精度具有极高的要求。几何误差直接影响航空轴承的旋转精度和装配性能,成为评估航空轴承加工质量的重要技术指标。因此,准确快速地评定符合特定评价标准的航空轴承的几何误差,对航空轴承的质量控制至关重要。
专利CN109323677B提出了一种圆度评定方法,该方法在最小区域法下建立圆度误差评定模型,利用人工智能优化的布谷鸟搜索算法对测量数据的圆度误差进行评估。该方法计算速度较快,但存在容易陷入局部最优解的问题,且算法执行后期易出现迟滞现象。
专利CN108168494A提出了一种结合矩阵分析的圆度误差评定方法,该方法以测量数据构建特征向量集,利用状态元素集的最小值对应候选点,对分析矩阵及增广分析矩阵进行秩分析,确定继续寻优、剔除候选点还是终止迭代,重复迭代过程直至找到最优值。
专利CN107747930B“一种基于万有引力加速布谷鸟算法的圆度误差评定方法”提出了一种圆度评定方法,该方法基于万有引力搜索在外部环境因素的变化改变的情况下,亦能感知全局最优的特点,结合Levy飞行随机游动和偏好随机游动对每次迭代过程中布谷鸟寄生巢穴个体位置进行更新,平衡了布谷鸟算法在圆度评定过程中的全局搜索和局部寻优能力,可避免算法陷入局部最优解。该方法每次迭代结果与种群和个体选择数目有关,且结果对参数选取敏感,较难保证在相同的参数条件下针对不同的数据都能获得良好的圆度评定结果。
专利CN108871256A“一种新型圆度误差评定算法”提出了以某一特定数值构造一正多边形,分别以各个顶点为圆心计算顶点到所有测量数据点的距离。依据各个顶点的最大、最小半径值以及半径的极差值,以不同圆度评定方法确定的圆心坐标计算圆度误差。该方法评定结果受基准圆心的选取与正多边形的边长限制,在参数选择时存在系统性误差影响圆度误差的评定,无法满足高精度的要求。
文献[Chiabert P,De Maddis M,Ruffa S and Yusupov J 2017Probabilisticmethod in form error evaluation:comparison of different approaches.Int.J.Adv.Manuf.Technol.92 447–458]提出了一种改进的基于概率估计的方法,并利用传统的最小二乘方法估计不同圆度及其不确定度。文献[Nouira H,Bourdet P.Evaluation ofroundness error using a new method based on a small displacement screw.MeasSci Technol 2014;25:44012.]提出了一种小位移螺杆模型,应用于最小二乘圆、最小区域圆、最大内切圆和最小外接圆的评估。文献[C.L.Du,C.X.Luo,Z.T.Han,andY.S.Zhu.Applying particle swarm optimization algorithm to roundness errorevaluation based on minimum zone circle.Measurement,2014,52:12-21.]提出了一种求解最小区域圆度的粒子群算法,但基于启发式搜索算法的评定方法将迭代次数或求解精度作为终止条件,通常只能找到近似解,导致求解的精度受到很大影响并会消耗大量的计算时间,降低求解效率。
发明内容
本发明针对上述现有技术存在的问题,提出一种基于特征点提取的航空轴承内圈沟道形状误差精确评定方法,通过确定候选特征数据点的方法,实现了航空轴承内圈沟道形状误差高精度高效率评定的目的。
上述目的通过以下的技术方案实现:
一种基于特征点提取的航空轴承内圈沟道形状误差精确评定方法,该方法包括以下步骤:
步骤1)读取全部采样点的测量数据(x
步骤2)利用下列方程求解出参数A、B和C
求得最小二乘圆的圆心O(a,b)及最小二乘圆的半径R:
步骤3)确定第一子域
式中R
步骤4)确定第二子域
式中R
步骤5)确定第三子域
式中R
步骤6)采用步骤2)至步骤5)获取的三个候选特征点A(x
步骤7)判断第一子域
步骤8)将最优圆心O
本发明方法的有益效果在于:
1.本发明方法的求解精度不依赖初始圆心搜索位置,通过提取特征点显著地提高了形状误差评定的效率和精度。
2.本发明方法将所有采样数据点划分为不同的区域,并在每个区域内有针对性的进行特征点提取和筛选,有效的减少了特征点的搜索范围,大幅提高了算法的效率。
3.本发明方法基于锐角三角形确定原理分布三个特征点,在更少的迭代次数下,实现了优于现有同类方法的求解精度,在实际测量中特别适用于大规模测量数据情况下的形状误差评定。
4.本发明方法求解的最大内切圆度误差符合ISO标准和GB国家标准的定义,克服了现有启发式方法只能获得近似解的缺陷。
附图说明
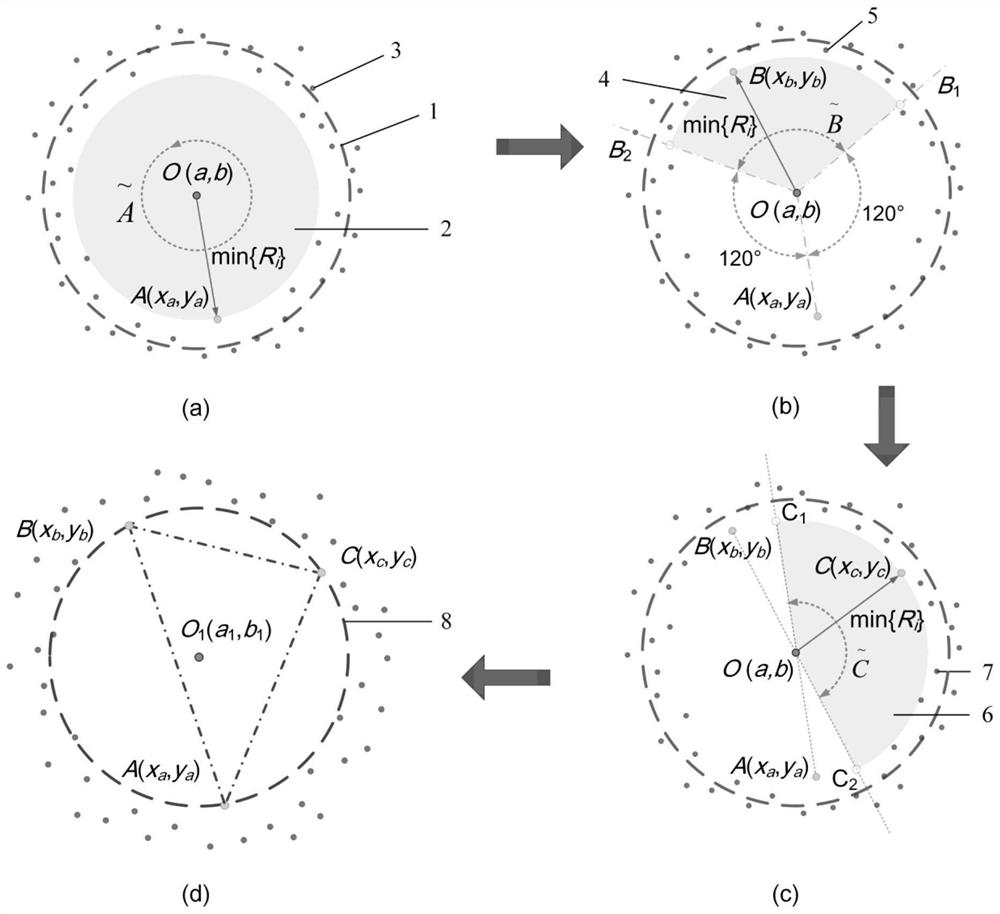
图1为基于特征点提取的航空轴承内圈沟道形状误差精确评定方法流程图。
图中:1、最小二乘圆;2、第一子域
具体实施方式
下面结合附图对本发明的实施例作详细说明。
如图1所示,基于特征点提取的航空轴承内圈沟道形状误差精确评定方法包括以下步骤:
步骤1)读取全部采样点的测量数据,以文献[W.Y.Jywe,C.H.Liu,andC.K.Chen.The min–max problem for evaluating the form error of acircle.Measurement,1999,26:273-282.]中的一组测量数据作为实验数据,见下表:
表1测量点坐标(单位:mm)
步骤2)利用下列方程求解出参数A、B和C:
求得最小二乘圆1的圆心O(a,b)及最小二乘圆1的半径R:
O(a,b)=(0.0356,-0.0535)mm,R=1.0005mm。
步骤3)确定第一子域
A(x
步骤4)确定第二子域
B
由B
B(x
步骤5)确定第三子域~C6及第三候选特征点:分别求取点A(x
C
由C
C(x
步骤6)采用步骤2)至步骤5)获取的三个候选特征点A(x
O
步骤7)判断第一子域
步骤8)将最优圆心O
经1次迭代计算,满足最大内切圆评定的定义,获得最优位置O
- 基于特征点提取的航空轴承内圈沟道形状误差精确评定方法
- 一种基于子域分割的航空轴承几何误差精确评定方法