一种带螺纹套的多开缝衬套直径可变装置及其使用方法
文献发布时间:2023-06-19 11:29:13
技术领域
本发明一种带螺纹套的多开缝衬套直径可变装置及其使用方法,属于孔冷挤压强化精密加工技术领域,尤其涉及利用螺纹套改变多开缝衬套直径。
背景技术
宽体客机上结构件众多,结构件与结构件之间通过在装配孔中安装紧固件进行装配。结构件上由于装配孔的存在,易于在结构件装配孔孔边形成应力集中,应力集中易于引起疲劳裂纹萌生、使疲劳裂纹扩展速率增加,从而降低带孔结构件的疲劳强度,延缓带孔结构件的服役寿命。
孔冷挤压强化技术在不改变结构件的重量、形状、形式等情况下,通过对结构件装配孔孔壁进行局部挤压强化,改变结构件装配孔孔壁的微观组织、残余应力场,从而提高带孔结构件的疲劳强度。申请号为CN202010537185.5的发明公开了一种孔的手持式拉扭耦合冷挤压强化装置及强化方法,包括芯棒、芯棒连接器、驱动螺杆、外套、外六角旋件和锁紧盖;芯棒的螺纹端穿过顶持头并与芯棒连接器一端螺纹连接;芯棒连接器另一端驱动螺杆螺纹连接;驱动螺杆外围与外套螺纹连接,外套内的中心开设台阶孔,台阶孔两端为内螺纹孔;外六角旋件的圆柱端与外套的台阶孔内的孔壁小间隙配合;通过锁紧盖与外套的螺纹连接,将外六角旋件限制于外套的台阶孔内。本发明为小批量、开敞性差的飞机连接孔提供了一种体积小、结构简单、低经济成本的疲劳强化装置,有效地解决了当前冷挤压强化装置采用液压作为拉伸动力,结构体积庞大、系统复杂,且价格昂贵的问题。
申请号为CN201420345951.8的本实用新型专利,提供了一种开缝衬套及与该开缝衬套配合使用的芯棒,所述开缝衬套包括筒形的衬套壁(11),衬套壁(11)的交叉重叠区(12)大致为等腰梯形。该开缝衬套由于改变了交叉重叠区的形状和结构,可以使冷挤压后的孔疲劳寿命可显著提高,合理设计了开缝衬套和芯棒的结构尺寸,采用公制开缝衬套进行公制紧固孔冷挤压孔强化,在拉伸挤压过程中,由于芯棒拉伸挤压的作用使孔壁产生压应力区,在交变载荷的作用下,延缓疲劳裂纹的产生,从而可以提高孔的疲劳寿命。采用本实用新型的开缝衬套及芯棒,经过冷挤压孔强化后的孔可疲劳寿命可提高3倍以上,可实现公制紧固孔冷挤压强化增寿的目的。然而,运用多开缝衬套对结构件装配孔进行冷挤压强化时,多开缝衬套前端因开设多条开缝,衬套前端外径大于结构件装配孔孔径,影响多开缝衬套孔冷挤压强化工艺的顺利开展。
发明内容
针对使用多开缝衬套对被挤压工件装配孔进行冷挤压强化,多开缝衬套冷挤压强化前因衬套前端开设有多个开缝,多开缝衬套前端外径大于被挤压工件装配孔孔径,孔挤压强化时需要对多开缝衬套前端进行挤压,缩小多开缝衬套前端开缝宽度,使衬套前端外径减小。若挤压力过大,则破坏多开缝衬套,不能使孔冷挤压强化工艺顺利进行,若挤压力小,多开缝衬套前端外径大于被挤压工件装配孔孔径,多开缝衬套前端不能顺利安装在被挤压工件装配孔中,影响孔冷挤压强化工艺的顺利进行的问题。本发明提出一种带螺纹套的多开缝衬套直径可变装置及其使用方法,旨在控制多开缝衬套孔冷挤压强化过程中多开缝衬套前端开缝宽度,使多开缝衬套前端直径自由变化,降低多开缝衬套的磨损,实现多开缝衬套的重复使用。
为了实现上述发明目的,本发明采用了以下技术方案:
一种带螺纹套的多开缝衬套直径可变装置及其使用方法,通过顺、逆时针转动旋转手柄,实现多开缝衬套前端的直径自由变化,易于多开缝衬套的安装、取出,有效避免了强力安装、取出多开缝衬套,减小了多开缝衬套的磨损,实现多开缝衬套的多次使用。是在申请号为202011447798,名称为一种采用开缝衬套冷挤压强化装配孔的工艺的基础上的改进技术。
一种带螺纹套的多开缝衬套直径可变装置及其使用方法,包括多开缝衬套、螺纹套、旋转手柄,所述的旋转手柄安装在螺纹套上,带有旋转手柄的螺纹套安装在多开缝衬套中部,多开缝衬套中部存在锥角且有螺纹。
上述带螺纹套的多开缝衬套直径可变装置转动旋转手柄的使用方法,螺纹套从多开缝衬套中部逐渐向衬套尾部方向移动过程中多开缝衬套上的开缝宽度开始逐渐变窄,引起多开缝衬套前端的直径减小;逆时针转动旋转手柄,螺纹套从多开缝衬套中部逐渐向衬套前端方向移动,多开缝衬套上开缝宽度又恢复到原来的宽度。通过顺、逆时针转动旋转手柄,从而实现多开缝衬套前端的直径自由变化。
所述多开缝衬套中部有部分螺纹,由于多开缝衬套前端开缝数量多,每个开缝的宽度小,螺纹套从多开缝衬套中部逐渐向衬套尾部方向移动一段距离就可以使多开缝衬套前端的开缝宽度缩小为0,所以多开缝衬套中部仅需设置部分螺纹。
所述多开缝衬套中部存在锥角,多开缝衬套中部的锥角一方面便于安装螺纹套,另一方面,螺纹套从多开缝衬套中部逐渐向衬套尾部方向移动过程中,衬套中部径向发生变化,有利于多开缝衬套前端设置的开缝宽度减小。
所述旋转手柄,通过转动旋转手柄带动螺纹套,实现螺纹套从多开缝衬套中部向衬套尾部方向移动,螺纹套从衬套尾部向衬套前端方向移动。
本发明采用螺纹套对多开缝衬套前端设置的开缝进行收缩,通过收缩,减小多开缝衬套前端的直径,易于将多开缝衬套安装在被挤压工件装配孔中,孔冷挤压强化后通过收缩多开缝衬套前端的直径,便于将多开缝衬套从被挤压工件装配孔中取出。通过收缩多开缝衬套前端的直径易于使多开缝衬套安装在被挤压工件装配孔中及从被挤压工件装配孔取出,避免了强力安装、取出多开缝衬套,减小多开缝衬套磨损,延长多开缝衬套使用寿命,进一步减小孔冷挤压强化工艺成本。
有益效果
本发明具有以下优点:
1. 通过顺、逆时针转动旋转手柄,带动螺纹套沿着多开缝衬套中部上下滑动,因多开缝衬套中部存在锥角,实现多开缝衬套前端的直径持续变化,有利于多开缝衬套冷强化工艺的顺利开展。
2. 多开缝衬套前端的直径能够缩小,易于多开缝衬套的安装、取出,避免了强力安装、取出多开缝衬套,减小了多开缝衬套的磨损,增加了多开缝衬套的服役寿命。
3. 多开缝衬套中部的锥角,能够改变衬套中部的径向直径,有利于多开缝衬套前端开缝宽度的收缩与恢复,从而实现多开缝衬套的多次使用。
附图说明
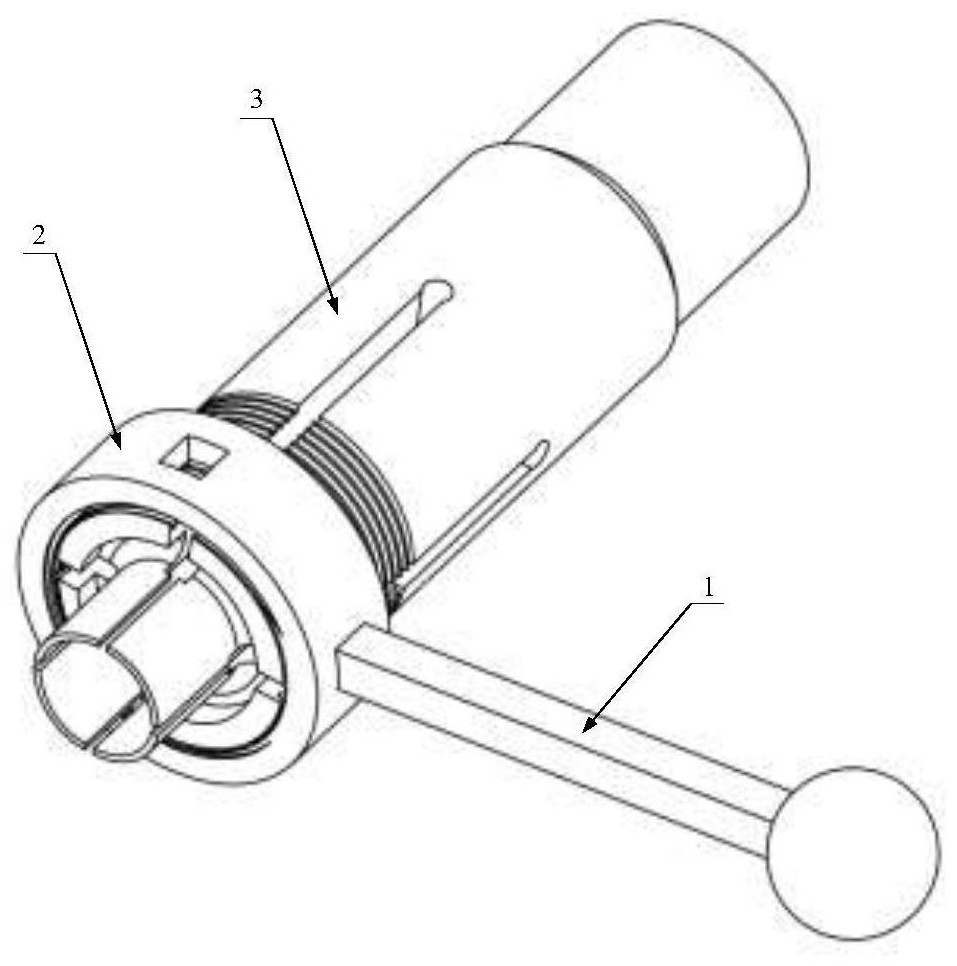
图1是本发明一种带螺纹套的多开缝衬套直径可变装置及其使用方法示意图;
图2是多开缝衬套的结构示意图;
图3是多开缝衬套左视图;
图4是多开缝衬套中部锥角投影图;
图5是螺纹套的结构示意图;
图6是旋转手柄的结构示意图;
其中,旋转手柄-1;螺纹套-2;多开缝衬套-3;多开缝衬套前端-4;多开缝衬套中部-5;多开缝衬套尾部-6;螺纹套方槽-7;螺纹-8。
具体实施方式
下面将结合附图和实施例对本发明做进一步详细说明。
实施例1
参照图1所示,一种带螺纹套的多开缝衬套直径可变装置及其使用方法,包括旋转手柄1;螺纹套2;多开缝衬套3,其中旋转手柄1安装在螺纹套2上,带有旋转手柄的螺纹套安装在多开缝衬套中部5,多开缝衬套中部5存在锥角且有螺纹。
转动旋转手柄1,螺纹套2从多开缝衬套中部5逐渐向衬套尾部6方向移动过程中多开缝衬套3上的开缝宽度开始逐渐变窄,引起多开缝衬套前端4的直径减小;逆时针转动旋转手柄1,螺纹套2从多开缝衬套中部5逐渐向衬套前端4方向移动,多开缝衬套3上开缝宽度又恢复到原来的宽度。通过顺、逆时针转动旋转手柄,从而实现多开缝衬套前端的直径自由变化。
图4是多开缝衬套中部锥角投影图,其中θ为锥角;a为多开缝衬套中部螺纹轴向长度;b为1/2θ锥角对应的径向高度。图4中多开缝衬套中部螺纹轴向长度a取10mm,1/2θ锥角可取3°、4°、5°。当1/2θ锥角小于3°,图4中b(b为1/2θ锥角对应的径向高度)小于多开缝衬套前端开缝宽度的一半,旋转螺纹套多开缝衬套前端开缝无法实现收缩;当1/2θ锥角大于5°,图4中b大于多开缝衬套前端开缝宽度的一半,旋转螺纹套多开缝衬套前端开缝收缩宽度较大,易于出现过收缩从而破坏多开缝衬套,因此,1/2θ锥角选择在3-5°之间。
多开缝衬套中部螺纹宽度越小,螺纹数量越多,螺纹套每旋合一圈螺纹,多开缝衬套前端收缩的宽度小,所以一个螺纹的螺纹宽度取b值的一半,从而增加螺纹数量,易于控制多开缝衬套前端的收缩宽度。
多开缝衬套包括前端、中部和尾部,其中尾部设有螺纹方便固定。多开缝衬套前端4和中部5均设有开缝,且数量相同。但中部的开缝比前端的开缝更宽。对衬套中部进行施加挤压力,可以使衬套中部、前端开缝收缩,可以实现直径小于衬套开缝未收缩状态下孔的挤压强化。开缝衬套中部开缝终点处有止纹孔,止纹孔可以避免衬套因开缝的存在而产生裂纹。
所述的多开缝衬套是4开缝衬套,开缝均匀分布在衬套上,衬套每条开缝处承受的挤压力、衬套每条开缝宽度均匀小于单开缝衬套,所以4开缝衬套开缝处产生的凸脊小,小的凸脊引起铰削量小,铰削量小对孔壁产生的残余应力场影响小。
参照图5,螺纹套内壁设置螺纹8,螺纹套外壁对称开设方槽7,用于安装旋转手柄1。螺纹套内壁中螺纹8的螺纹高度h范围:b/2<h≤b,当螺纹高度h小于b/2时,旋转螺纹套,多开缝衬套前端开缝无法实现收缩。
- 一种带螺纹套的多开缝衬套直径可变装置及其使用方法
- 一种CPVC管材螺纹套攻牙装置及其使用方法