具有一体化减压调节阀的便携式气体钎焊焊枪
文献发布时间:2023-06-19 11:54:11
技术领域
本发明涉及一种气体钎焊领域,特别是一种具有一体化减压调节阀的便携式气体钎焊焊枪。
背景技术
目前气体钎焊焊接焊枪,用于多种有色金属管材或针对维修现场零部件修补使用的,尤其是在化工、制冷、家用电器行业等中已经广为应用。
便携式气体钎焊焊枪用于现场维修服务,因其体积小,不需助燃气瓶,便于携带和存放,操作方便,使这类小型化、集约化的便携式气体钎焊焊枪受到众多用户的青睐。它焊点火力集中,能满足常规的金属管材焊接需求。
在本人的专利号201020517422“便携式气体钎焊焊枪”中,提供了一种便携式焊枪,它的调节阀体上安装有气门芯、调节阀、空气混合器的一端,壳体一端通过枪管组件连接枪管,壳体侧壁上安装开关锁与连接有点火器的挚钮配合,挚钮又与气门芯配合,减压阀由减压阀体上气瓶顶针内的过滤器I,气针座内安装过滤器II、气针弹簧、带气针密封垫的气针上固定钢针,碟形碗的一端面与钢针接触,另一端面与密封垫、气道座配合,气道座与调节阀体用气管连接成整体。它采用了单独的调节阀、和碟形碗结构的减压阀的相互配合,结构较复杂,零部件较多,制造工艺要求较高,零部件难加工,制作成本高。
发明内容
本发明所要解决的技术问题是:对现有技术中的便携式气体钎焊焊枪在不损失原功能的情况下进行精简化,提供一种将减压部分与调节部分合并在同一部件内,并设置有独立的气门开关阀组件,焊枪结构相比于原技术方案进一步简化。
本发明解决上述问题所采用的技术方案为:一种具有一体化减压调节阀的便携式气体钎焊焊枪,由枪体壳体、尾段、气门开关阀、减压调压阀、空气混合器、点火机构和焊枪头组成,其中尾段和气瓶连接,焊枪头部内设置有点火线;所述的减压调节阀,由减压调节阀壳体、减压调节弹簧、阀盖、手轮、手轮轴、活塞、减压气门芯组成,减压阀壳体上设置有减压调节阀进气口和减压调节阀出气口,所述减压调节阀壳体内设置有气门芯腔和活塞腔,减压气门芯设置在气门芯腔内,减压气门芯将气门芯腔和活塞腔隔离,仅通过气门芯内的过气孔进行相通,减压调节阀进气口与气门芯腔相通;减压气门芯的顶针与设置在活塞腔内的活塞底部相抵接触,减压调节弹簧被设置在活塞和手轮轴之间;手轮与设置在减压调节阀壳体内的螺纹配合,带动手轮轴在竖直方向进行上下运动,控制气门芯的过气孔开口的程度。
所述气门开关阀由气门开关阀壳体、开关气门芯和气门顶针座组成,开关气门芯与气门开关阀壳体之间设置有反作用力弹簧,气门开关阀的进气口与尾段相连,开关气门芯的出气口与减压调节阀相连,气门顶针座与点火推钮相抵接触。
所述气门开关阀壳体采用六方料制成,其气门开关阀壳体外表面有一环形槽,该环形槽与外六方及与枪体壳体共同配合,完成气门开关阀的轴向和周向定位。
所述尾段的外圆周上有两个对称凹坑,与枪体外壳上的凸台组成尾段的轴向和周向定位。
所述减压调压阀的出气口与活塞连接管的一端连接,二者之间用O型橡胶圈构成活塞密封,其作用是进行有色金属的冷热补偿。
所述气门开关阀的进气口和出气口中心线不在同一轴线上且均为螺纹孔。
与现有技术相比,本发明的优点在于:在完全满足现有焊枪各种性能参数的基础上,大幅度降低了生产制造成本,将原减压组件和调压组件集成在一起,并采用了气门芯和弹簧配合的方式,使燃气压力在设定范围内实现动态控制,大幅度降低了结构的制造和安装成本。另外,它还具有以下优点:
1、增加了整体结构的冷热补偿,便于成批加工;2、降低了对装配人工的技术要求和劳动强度;3、它较大幅度的节约了有色金属材料,简化了焊枪壳体组件的结构,降低了加工要求。
附图说明
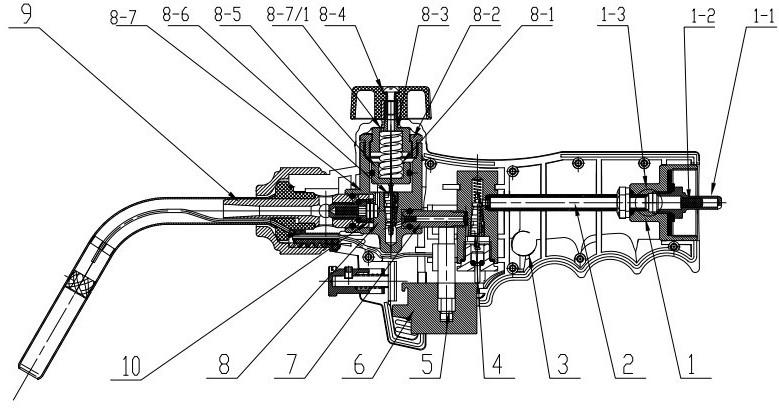
图1、本发明的结构示意图(正常工作状态图)。
图2、本发明的气门开关结构示意图(非工作状态图)。
具体实施方式
下面结合附图对本发明的实施例作进一步描述。
本发明中,将原有便携式气体钎焊焊枪的减压阀与气量调节阀结合在同一组件中。它由枪体壳体、尾段、气门开关阀、减压调压阀、空气混合器、点火机构和焊枪头组成,其中空气混合器、焊枪头、点火机构与现有技术相同,点火机构中包含点火器挚钮,点火推钮只有压下和释放两个状态,在点火推钮压下状态下,允许通过点火器挚钮锁定点火推钮,实现可靠连续喷气焊接。
焊枪头内包含有点火线和旋火器,属于现有技术。
焊枪的尾段1壳体为圆柱形,其作用是实现焊枪与燃气瓶的连接。尾段 1内置有气瓶顶针1-1,其作用是打开气瓶内的燃气且保证密封;气瓶顶针1-1内置有第一级液气分离器1-2,,兼作过滤器。尾段 1的圆周上均布有两个对称的凹坑1-3,与塑料壳体3上的两个凸台定位,限制尾段1与塑料壳体3的轴向和周向位移。
尾段只保留与气瓶连接的螺纹和具有一级气、液分离器的气瓶顶针,具有一级气、液分离器的气瓶顶针兼作过滤器。尾端部分的轴向和周向定位由设置在尾端外表面上的两个凹坑和塑料保护外壳上的凸台完成。能够实现可靠连接和周向自由转动。
尾段1通过双头螺纹管2与气门开关组件4连接,为保证连接可靠,双头螺纹管2与尾段1的连接处有六角螺母锁紧。
气门开关阀单独设置成一个组件,作为尾段与减压调节阀之间的桥接,并与点火机构联动。尾段与减压调节阀之间通过该组件用螺纹管连接,其连接处的密封分别选用了端面密封和圆周密封、活塞三种密封形式,完全补偿了金属热涨冷缩时产生的各种交变应力,密封和连接性能更加可靠。这样设计也是为了满足低端数控机床成批加工的需要,以进一步简化工艺和降低加工难度。
气门开关阀由气门开关阀壳体、开关气门芯和气门顶针座组成。气门开关4作为一个独立组件,作为尾段1与减压调节部件8之间的桥接,可以方便调节两者之间的中心线偏差。当推动点火推钮6时,先一步推动了安装在气门开关组件4 上的气门开关上的顶针4-1,由气门开关顶针4-1推动气门芯4-2,从而打开气路;当手松开后在压电点火器5 和气门芯4-2、反作用力弹簧4-3 的三重做用力下,即使压电点火器5弹簧失效,也能保证气门芯4-2复位,从而可靠切断气源,使用十分安全。
安装在气门开关阀4上的顶针4-1端部与气门顶针座4-8头部留有一定间隙,以保证气门芯4-2 能够可靠复位,彻底切断燃气。
气门开关阀4 用六方料制成,其外表面开有一圆形槽4-4,和布置在焊枪外壳3 上的肋组成轴向定位,外六方与焊枪外壳3上的肋组成周向定位,固定非常可靠。
减压调节部件8由壳体8-7和安装在其内部的各零件组成,其中气门芯8-6、活塞8-5、减压弹簧8-1和阀盖8-2组成减压组件。当燃气到达减压调节阀进气口后,由减压调节弹簧8-1压迫活塞8-5打开气门芯8-6,燃气进入减压调节部件8壳体8-1与活塞8-5之间的空腔,活塞8-5向上推动减压弹簧8-1,当压力达到工艺设定值时,气门芯8-6维持在动态平衡状态。当压力达到工艺设定值时,气门芯复位释放,气源被切断,阀体内压力降低后,在减压弹簧的作用下,活塞又打开气门芯,周而复始,使阀体内的压力稳定在工艺设定值。
当燃气由气门开关阀4经过双头螺纹连接管2到达减压调节阀8进气口时,调节手轮轴通过减压调节弹簧压迫活塞打开气门芯,燃气进入阀体后推动活塞。调节手轮8-4,调节轴8-3向上或向下运动,即可改变减压弹簧8-1的力矩,从而改变工艺设定参数,进而控制减压气门芯的过气孔开闭程度,达到控制输出燃气大小的目的。
在工作过程中,气门开关阀和减压调节阀内的气门芯的工作模式是有区别的。气门开关阀内的气门芯只工作在打开和关闭两个状态之一;而减压调节阀的气门芯通过改变顶针的高度,允许调节过气孔的大小,控制出气气压,使得出气气压推动活塞的作用力与减压调节弹簧所产生的作用力达到动态平衡。
另外,为了解决不同的温度条件下,有色金属壳体发生热胀冷缩,导致燃气密封不良的问题,本发明对减压调节阀的出气口进行了改进。
减压调压阀的出气口与活塞连接管的一端连接,进而与空气混合器相通。减压调压阀的出气口与活塞连接管之间用O型橡胶圈构成活塞密封,其作用是进行有色金属的冷热补偿,当环境温度改变时,能够自适应调节活塞连接管和减压调压阀的出气口的间距,实现燃气可靠密封。
本发明在完全满足现有焊枪各种性能参数的基础上,大幅度降低了生产制造成本,将原减压组件和调压组件集成在一起,采用了气门芯和弹簧配合的方式,使燃气压力在设定范围内实现动态控制,同时对于气门开关阀进行了改进,大大简化了结构,大幅度降低了制造和安装成本。
- 具有一体化减压调节阀的便携式气体钎焊焊枪
- 带有压力表的便携式气体钎焊焊枪减压调节阀