一种视觉检测装置
文献发布时间:2023-06-19 12:00:51
技术领域
本发明涉及检测技术领域,特别是一种视觉检测装置。
背景技术
大圆机针纺织或其他产品上的片状配件(导纱针、织针、沉降片、山角、舌杆、生克片、隔纱板、提花导纱针等)是大圆机装置的核心部件,外观尺寸要求极其严格,因此需要对其外观尺寸进行检测。
这类核心配件目前大都为人工进行检测,但人工视觉检测存在漏检和判断标准不一致的情况,且这种检测方法速度慢、效率低、检测精度低,无法识别微米以及更小尺寸级别的缺陷,误检、漏检率高,同时员工在长时间重复工作过程中容易产生视觉疲劳,这就可能会造成漏检、错检,并且往往一条流水线上会生产多种不同规格的产品,无法满足高速自动化流水线的需求。
有鉴于此,本案发明人对上述问题进行深入研究,遂有本案产生。
发明内容
本发明的目的在于提供了一种结构简单,可简化检测流程,提高生产效率的视觉检测装置。
为了达到上述目的,本发明采用这样的技术方案:
一种视觉检测装置,包括
承载机构,用于放置待检品;
视觉机构,用于采集获取所述待检品的图像;
检测系统,用于接收和/或发送根据配置信息生成控制信号,以及用于分析所述待检品的图像并判断该所述待检品是否合格;
所述检测系统与所述视觉机构通信连接。
作为本发明的一种优选方式,所述承载机构包括承载电机以及承载平台,所述承载电机的输出轴与所述承载平台相连接,所述承载平台的顶部设置有与所述承载平台相贴合固定的承载板,所述承载平台的底部均匀设置有若干个固定单元,所述固定单元用于吸附放置在所述承载板上的所述待检品。
作为本发明的一种优选方式,所述承载平台包括第一平台和架设在所述第一平台并与所述第一平台相连接的第二平台,所述第一平台与所述承载电机的输出轴相连接的,所述第一平台呈圆盘片状结构,所述第二平台呈环形片状结构。
作为本发明的一种优选方式,还包括检测系统,所述检测系统包括操作面板、控制系统及显示器,所述操作面板用于发送信号,所述控制系统用于接收信号并转换为结果,所述显示器用于显示所述检测结果。
作为本发明的一种优选方式,所述固定单元包括固定设置在所述第二平台底部的磁性吸附组件,所述磁性吸附组件包括固定在所述第二平台底部的底座和设置在所述底座上的电磁铁,所述底座上设置有供所述电磁铁放置的凹槽,所述电磁铁与所述检测系统通讯连接;
和/或所述固定单元包括固定设置在所述第二平台底部的真空吸附组件,所述第二平台和所述承载板对应所述真空吸附组件的位置上均设置有若干个抽真空通道,所述抽真空通道由所述第二平台的一侧贯通至所述第二平台的另一侧。
作为本发明的一种优选方式,所述视觉机构包括设置在所述承载机构一侧的第一视觉机构,所述第一视觉机构包括垂直设置在所述工作台上的第一基座、设置在所述第一基座上的第一安装架、设置在所述第一安装架上的第二安装架、设置在所述第二安装架上的第一CCD相机、设置在所述第一基座上的第三安装架以及设置在所述第三安装架上的第一暗箱,所述第一安装架沿所述第一基座的长度方向在所述第一基座上做往返运动,所述第二安装架沿垂直所述第一基座的方向在所述第一安装架上做往返运动,所述第三安装架沿所述第一基座的长度方向在所述第一基座上做往返运动,所述第三安装架设置在所述第一安装架的下方,所述第一CCD相机的视线朝下,所述第一暗箱为上下开口的箱体,所述开口对应所述第一CCD相机设置,所述第一CCD相机与所述控制系统通讯连接。
作为本发明的一种优选方式,所述视觉机构包括设置在所述承载机构一侧的第二视觉机构,所述第二视觉机构包括垂直设置在所述工作台上的第二基座、设置在所述第二基座上的第四安装架、设置在所述第四安装架上的第五安装架、设置在所述第五安装架上的第二CCD相机以及设置在所述工作台上的第二暗箱,所述第四安装架沿所述第一基座的长度方向在所述第一基座上做往返运动,所述第五安装架沿所述第一基座的宽度方向在所述第四安装架上做往返运动,所述第二CCD相机的视线朝向所述承载平台的轴线方向,所述第二暗箱为面向第二CCD相机的一侧和底部一侧均呈开口状的箱体,所述第二CCD相机与所述控制系统通讯连接。
作为本发明的一种优选方式,所述视觉机构包括设置在所述承机构一侧的第三视觉机构,所述第三视觉机构包括垂直设置在所述工作台上的第三基座、设置在所述第三基座上的第六安装架、设置在所述第六安装架上的第七安装架、设置在所述第七安装架上的第三CCD相机以及设置在所述工作台上的第三暗箱,所述第六安装架与所述基座的顶部相铰接,所述第七安装架沿所述第六安装架的长度方向在所述第六安装架上做往返引动,所述第三CCD相机的实现朝向所述承载板的方向,所述第三暗箱为面向所述承载板的一侧呈开口状的箱体,所述第三CCD相机与所述控制系统通讯连接。
作为本发明的一种优选方式,所述第三暗箱远离所述开口状的一侧设置有与所述第三CCD相机的视线平行置的光源灯,且所述光源灯的照射方向与所述第三CCD相机的视线相垂直。
作为本发明的一种优选方式,所述视觉机构至少为一个。
通过采用前述设计方案,本发明的有益效果是:本发明通过视觉机构和检测系统对待检品的全面进行质量检测,可实现对精密待检品的形状、大小进行全面检测,保证检测的精度,无需采用人工,效率高。本发明结构简单、紧凑,体积小,成本低,同时能适应不同规格的待检品,通用性好,不但有效减少了装置投入,提高了检测的自动化程度和准确性,从而避免人为漏检,并且可以降低人力成本。本发明的检测精度高,可靠性稳定,易于操作,成本较低,适用于大批量生产。
附图说明
图1为本发明中实施例一的结构示意图;
图2为本发明中实施例一的侧视图;
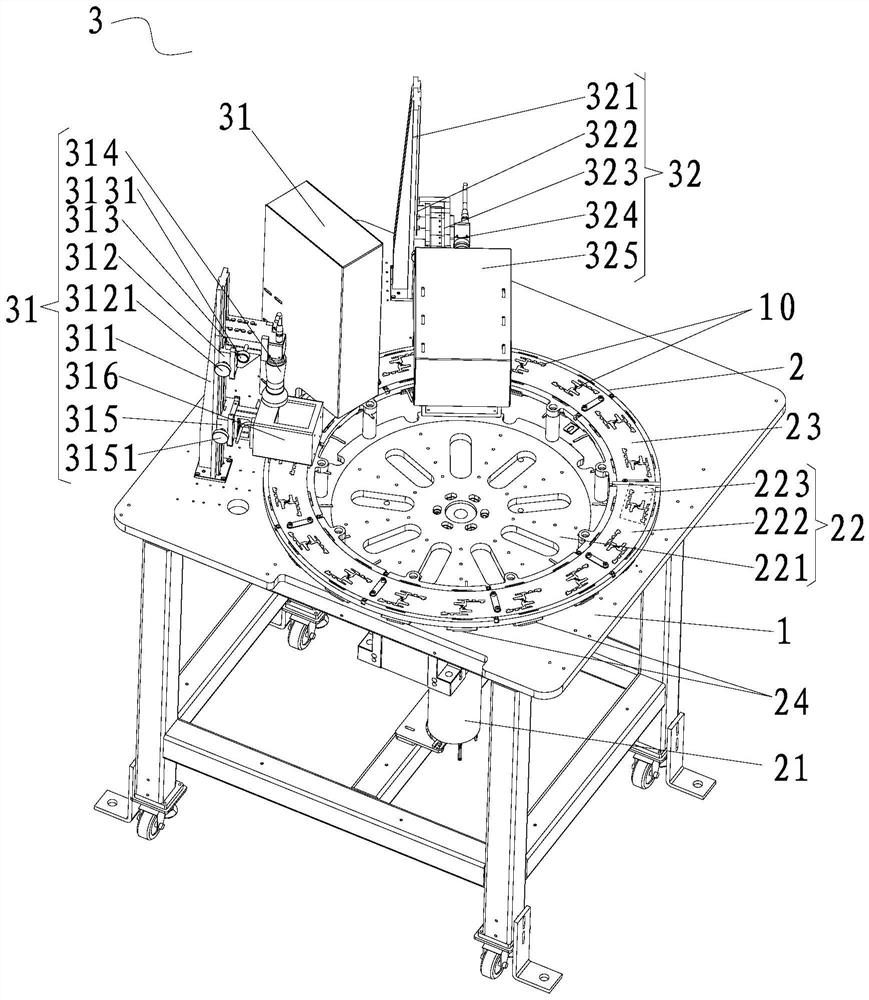
图3为本发明中实施例二的结构示意图;
图4为本发明中实施例二的侧视图;
图5为本发明中实施例三的结构示意图;
图6为本发明中实施例三的侧视图;
图7为本发明中第三视觉机构与待检品的结构示意图;
图8为本发明的结构示意图;
图9为本发明的俯视图;
图中:
工作台1、承载机构2、承载电机21、承载平台22、第一平台221、第二平台222、纸板223、承载板23、磁性吸附组件24、视觉机构3、第一视觉机构31、第一基座311、第一安装架312、第一旋钮3121、第二安装架313、第二旋钮3131、第一CCD相机314、第三安装架315、第三旋钮3151、第一暗箱 316、第二视觉机构32、第二基座321、第四安装架322、第四旋钮3221、第五安装架323、第五旋钮3231、第二CCD相机324、第二暗箱325、第三视觉机构33、第三基座331、第六安装架332、第七安装架333、第六旋钮3331、第三CCD相机334、第三暗箱335、第三光源灯336、待检品10、毛刺10’。
具体实施方式
下面结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
参照图1至图9
一种视觉检测装置,包括工作台1、用于放置待检品10的承载机构2、检测系统(图中未示出)以及用于获取待检品10的图像的视觉机构3,承载机构2设置在工作台1上。
检测系统,用于接收和/或发送根据配置信息生成控制信号,以及用于分析待检品10的图像并判断该待检品10是否合格,检测系统包括操作面板 (图中未示出)、控制系统(图中未示出)及显示器(图中未示出),所述操作面板用于发送信号,所述控制系统用于接收信号并转换为结果,所述显示器用于显示所述检测结果;
视觉机构3,用于采集获取待检品10的图像;
所述控制系统与视觉机构3通信连接。
承载机构2包括承载电机21以及承载平台22,承载电机21的输出轴与承载平台22相连接,承载电机21与所述操作面板通讯连接,通过驱动承载电机21带动承载平台22转动或移动。值得说明的是,本实施例中的承载平台 22可以常用任意形式的承载平台,如长条形形式的承载平台22或分度转盘形式的承载平台22等。
下面以采用分度转盘形式的承载平台22对本发明进行进一步详述。
承载平台22包括与承载电机21的输出轴相连接的第一平台221和架设在第一平台221并与第一平台221相连接的第二平台222,第一平台221呈圆盘片状结构,第二平台222呈环形片状结构。
第二平台222的顶部设置有与第二平台222相贴合固定的承载板23,第二平台222的底部均匀设若干个固定单元,所述固定单元用于吸附放置在承载板23上的待检品10,所述固定单元与所述操作面板通讯连接。优选的,本实施例中的承载板23为透光板。具体的,承载板23由透明有机玻璃制成。
所述固定单元包括固定设置在第二平台222底部的磁性吸附组件24,磁性吸附组件24包括固定在第二平台底部的底座(图中未示出)和设置在底座上的电磁铁(图中未示出),底座上设置有供电磁铁放置的凹槽(图中未示出),电磁铁与所述操作面板通讯连接。值得说明的是,本实施例中采用的待检品10通常为铁磁性材质,电磁铁可将铁磁性材质的待检品10吸附固定在第二平台222上,防止后续检测过程中,待检品10发生偏移而影响测量结果。本实施例中的磁性吸附组件24也可采用磁体,只要能对待检品10产生吸附固定作用即可。最优选的为采用电磁铁,磁吸力较大,且可通过电流通断控制磁性,方便工件取放。
值得说明的是,本实施例中的所述固定单元也可以采用包括固定在第二平台222底部的真空吸附组件(图中未示出),所述真空吸附组件与所述操作面板通讯连接,所述真空吸附组件包括真空泵和与真空泵相连接的真空管道,第二平台222和承载板23对应所述真空吸附组件的位置上均设置有若干个抽真空通道(图中未示出),所述抽真空通道沿第二平台222的底部贯通至第二平台222的顶部,所述真空管道与所述真空通道相连接。采用所述真空吸附组件可对非铁磁性材质的待检品10进行真空吸附固定,通过所述操作面板对所述真空泵进行数据传输,所述真空泵对所述真空管道进行负压吸附,使得设置在第二平台222上的待检品10被吸附压紧在第二平台 222上,防止后续检测过程中,待检品10发生偏移而影响测量结果。
本实施例中,所述固定单元可以通过采用磁性吸附组件24吸附固定待检品10,也可以采用所述抽真空吸附组件吸附固定待检品;还可以采用磁性吸附组件24与所述真空吸附组件配合使用,使待检品10能更好的贴紧第二平台222,达到对待检品10的双重受力效果,从而大幅提高定位的稳定性和定位效果。
优选的,本实施例采用磁性吸附组件24对本发明进行进一步描述。
承载板23设置在第二平台222的顶部,待检品10设置在承载板23的台面上,电磁铁设置在第二平台222的底部,实现了电磁铁与待检品10之间的零接触,避免因夹持或固定待检品10等其他因素导致检测数据的不准确。
若干电磁铁均与所述控制面板通讯连接。当待检品10被放置在承载板 23上时或当视觉机构3中的各CCD相机(下面会详细介绍)对待检品10进行拍摄采集图像时,所述控制面板发出断电信号给若干电磁铁,此时电磁铁与待检品10之间无吸附作用,待检品10处于自由状态,便于后续检测时,最大程度表现待检品10的真实的外观轮廓;当待检品10在承载板23上随着承载板23转动时,所述控制面板发出通电信号给电磁铁,此时,电磁铁吸附固定设置在相应位置上的各待检品10,使得待检品10在转动时不易产生滑动,待检品10在后续拍摄检测中的与该工位位置固定发生错位,不便于CCD相机局部检测,保证待检品10精度检测质量的可靠性。电磁铁与所述控制面板通讯连接,可实现电磁铁的快速断电。
第二平台222上设置有用于区分待检品10外轮廓线的纸板区域,所述纸板区域内设置有纸板223,所述纸板区域与电磁铁均为多个且一一对应设置,值得说明的是,本实施例的纸板223的设置是用于区分出待检品10的外轮廓线,主要取决于待检品10的颜色,因此纸板223只要采用与待检品10相差较大的颜色即可。第二平台222对应所述纸板区域的侧边还设置有用于更换纸板223的缺口(图中未示出),本设计主要是若检测不同规格、颜色的待检品10,可以较为方便更换纸板223。
本发明的有益效果是:通过电磁铁与待检品10进行吸附固定,使得待检品10在后续视觉检测移动时,与该工位位置相对固定不会发生错位,从而大幅提高待检品10定位的稳定性和定位的效果,保证待检品10精度检测质量的可靠性;通过设置在承载平台22底部的固定单元和设置在承载平台 22顶部的待检品10,本发明无需直接与待检品接触,实现了待检品10零接触,避免因夹持或固定待检品10等其他因素导致后续检测数据的不准确。本发明能适应不同规格的待检品,通用性好,不但可以有效减少了装置投入,而且极大地提高了检测效率。
实施例一
参照图1至图2
视觉机构3包括设置在承载机构2一侧的第一视觉机构31,第一视觉机构31包括垂直设置在工作台1上的第一基座311、设置在第一基座311上的第一安装架312、设置在第一安装架312上的第二安装架313以及设置在第二安装架313上的第一CCD相机314,第一安装架312沿第一基座311的长度方向在第一基座311上做往返运动,第二安装架312沿垂直第一基座311的方向在第一安装架312上做往返运动。
第一基座311上设置有第一齿条(图中未示出),第一安装架312上设置有与所述第一齿条相适配的第一齿轮(图中未示出),所述第一齿轮与所述第一齿条相啮合,第一安装架312的一侧设置有与所述第一齿轮轴连接的第一旋钮3121;第一安装架312上设置有第二齿条(图中未示出),第二安装架313上设置有与所述第二齿条相适配的第二齿轮(图中未示出),所述第二齿轮与所述第二齿条相啮合,第二安装架313的一侧设置有与所述第二齿轮轴连接的第二旋钮3131;第一CCD相机314的视线始终朝下,以通过第一旋钮3121和第二旋钮3131调整第一CCD相机314的横向位置和纵向位置,第一CCD相机314与所述控制系统通讯连接。
进一步,第一视觉机构31还包括设置在第一基座311上的第三安装架 315以及设置在第三安装架315上的第一暗箱316,第三安装架315设置在第一安装架312的下方,第三安装架315上设置有与所述第一齿条相适配的第三齿轮(图中未示出),第三安装架315的一侧设置有与所述第三齿轮轴连接的第三旋钮3151,所述第二齿轮与所述第一齿条相啮合,第一暗箱316为上下开口的箱体,所述开口对应第一CCD相机314和待检品10设置。
优选的,视觉机构3还包括与第一CCD相机314的视线相平行的第一光源灯(图中未示出),优选的,所述第一光源灯可设置在所述纸板区域内,所述第一光源灯的照射方向朝向第一CCD相机314.第一暗箱316是为了抵挡外部的光线,所述第一光源灯则是当第一暗箱316罩住待检品10时,给待检品10进行打灯光源,防止光线不足,导致拍摄不清晰。
第一暗箱316为上下开口的暗箱,第一CCD相机314的视线朝向第一暗箱 316的开口处,第一暗箱316设置在承载平台22的正上方,当待检品10移动至第一暗箱316的开口处时,第一CCD相机314拍摄照片,第一暗箱316的四周可以抵挡外围的光线,避免发生曝光等外部情况,使得拍摄数据更为精准,第一CCD相机314与所述控制系统通讯连接,当拍摄完此时的图片,第一CCD相机314过通讯连接发送至所述控制系统,进而判断是否为合格品,并把结果显示在所述显示屏上。第一CCD相机314其实现对待检品10的俯视的影像检测。
实施例二
参照图2至图3
视觉机构3也可以包括设置在承载机构2一侧的第二视觉机构32,第二视觉机构32包括垂直设置在工作台1上的第二基座321、设置在第二基座321上的第四安装架322、设置在在第四安装架322上的第五安装架323 以及设置在第五安装架323上的第二CCD相机324,第四安装架322沿第一基座311的长度方向在第一基座311上做往返运动,第五安装架323沿第一基座311的宽度方向在第四安装架322上做往返运动。
第二基座321上设置有第三齿条(图中未示出),第四安装架322上设置有与所述第三齿条对应的第三齿轮(图中未示出),所述第三齿轮与所述第二齿条相啮合,第四安装架322的一侧设置有与所述第三齿轮轴连接的第四旋钮3221;第四安装架322上设置有第四齿条(图中未示出),第五安装架323上设置有与所述第四齿条相适配的第四齿轮(图中未示出),所述第四齿轮与所述第四齿条相啮合,第五安装架323的一侧设置有与所述第四齿轮轴连接的第五旋钮3231;第二CCD相机324的视线始终朝向承载平台22的轴线方向,以通过第四旋钮3221和第五旋钮3231调整第二CCD相机324的横向位置和纵向位置,第二CCD相机324与所述控制系统通讯连接。
进一步,第二视觉机构32还包括设置在工作台1上的第二暗箱325,第二暗箱325为面向第二CCD相机324的一侧和朝下的一侧均呈开口状的箱体,第二CCD相机324和第二暗箱325分别设置在承载平台22的两侧(具体是分别设置在环形第二平台222的内圈和外围)。即当待检品10移动至第二暗箱325的底部开口处时,第二CCD相机324拍摄照片,第二暗箱325可以抵挡外围的光线,避免发生曝光等外部情况,使得拍摄数据更为精准。
优选的,视觉机构3还包括与第二CCD相机324的视线相平行的第二光源灯(图中未示出),所述第二光源灯设置在第二暗箱325背离待检品10 的一侧,且所述第二光源灯的照射方向朝向第二CCD相机324,第二暗箱 325是为了抵挡外部的光线,所述第二光源灯则是当第二暗箱325罩住待检品10时,给待检品10进行打灯光源,防止光线不足,导致拍摄不清晰。
当放置在承载板23上的待检品10移动至第二CCD相机324的视线范围内时,第二CCD相机324拍摄照片,第二暗箱325的四周可以抵挡外围的光线,避免发生曝光等外部情况,使得拍摄数据更为精准,第二CCD相机324与所述控制系统通讯连接,当拍摄完此时的图片,第二CCD相机324 通过通讯连接发送至所述控制系统,进而判断是否为合格品,并把结果显示在所述显示屏上。第二CCD相机324实现对待检品10的侧视的影像检测。
实施例三
参照图5至图7
视觉机构3包括设置在承载机构2一侧的第三视觉机构33,第三视觉机构33包括垂直设置在工作台1上的第三基座331、设置在第三基座331 上的第六安装架332、设置在第六安装架332上的第七安装架333以及设置在设置在第七安装架333上的第三CCD相机334,第六安装架332与第三基座331的顶部相铰接,第七安装架333沿第六安装架332的长度方向在第六安装架332上做往返运动。
第三基座331的顶部设置有与第六安装架332相铰接的铰接结构(图中未示出),值得说明的是,本实施例中的所述铰接结构可采用市面上常规的铰接结构,只要能实现第六安装架332可控制地在第三基座331的顶部上自由转动即可,在此不予详述。第六安装架上设置有第五齿条(图中未示出),第七安装架333上设置有与所述第五齿条相适配的第五齿轮(图中未示出),所述第五齿轮与所述第五齿条相啮合,第七安装架333的一侧设置有与所述第五齿轮轴连接的第六旋钮3331。第三CCD相机334的实现始终朝向承载平台22的方向,以通过所述铰接结构和第六旋钮3331调整第三CCD相机334的横向位置和纵向位置,第三CCD相机334与所述控制系统通讯连接。
进一步,第三视觉机构33还包括设置在工作台1上的第三暗箱335,第三暗箱335呈一定角度设置在工作台1上,第三暗箱335为面向承载平台22的一侧呈开口状的箱体,第三CCD相机334和第三暗箱335分别设置在承载平台22的两侧(具体是分别设置在环形第二平台222的内圈和外围)。
第三暗箱335朝向第三CCD相机334的一侧呈开口状,第三CCD相机 334和第三暗箱335分别设置在承载平台22的两侧(具体是分别设置在欢心第二平台222的内圈和外圈)。即当待检品10移动至第三暗箱335的开口处时,第三CCD相机334拍摄照片,第三暗箱335可以抵挡周围的光线,避免发生曝光等外部情况,使得拍摄数据更为精准。
优选的,第三暗箱335背离第三CCD相机334的一侧设置有第三光源灯336,且第三光源灯336设置在第三暗箱335远离待检品10的一侧,且第三光源灯336的照射方向朝向第三CCD相机334,第三暗箱335是为了抵挡外部的光线。
参照图7:第三CCD相机334的视线呈一定的角度朝向第二平台222上的待检品10,且第三CCD相机334的视线与第三光源灯336照射出来的光线沿竖直方向对称。即当待检品10移动至第三CCD相机334的视线范围内,第三CCD相机334拍摄照片,第三光源灯336对待检品10进行照射,此时待检品10会投影出待检品10的(毛刺10’)的阴影部分(即图7中的a段)在纸板223上,则第三CCD相机334对该阴影部分进行拍摄。本实施例中的毛刺10’为待检品10中凸出待检品10所形成的刺状物或飞边。第三CCD 相机334与检测系统通讯连接,当拍摄完此时的图片,第三CCD相机334 通过通讯连接发送至检测系统,进而检测系统进行判断是否为合格品。第三CCD相机334用于获取待检品10的毛刺10’的阴影图像(即图3中的a 段的图像)。第三CCD相机334其实现对待检品10的毛刺10’的影像检测,第三CCD相机334的检测结果发送至检测系统。
参照图8至图9
视觉机构3至少为一个,本实施例,可设置5个,具体为2个第一视觉机构31、2个第二视觉机构32和1个第三视觉机构33。
具体的,第一个第一CCD相机314与待检品10之间的距离大于第二个第一CCD相机314与待检品10之间的距离,具体相差距离可根据实际情况调整。即第一个第一视觉机构31可实现对待检品10的全局俯视的影像检测,第二个第一视觉机构32可实现对待检品10中较为重要的区域进行进一步精确的局部俯视影像检测;第一个第二CCD相机324与待检品10之间的距离大于第二个第二CCD相机324与待检品10之间的距离,具体相差距离可根据实际情况调整。即第一个第二视觉机构32可实现对待检品10的全局侧视图的影像检测,第二个第二视觉机构32可实现对待检品10中较为重要的区域进行进一步精确的局部侧视图影像检测;第三CCD相机334 其实现对待检品10的毛刺10’的阴影部分的影像检测,以阴影大小识别毛刺大小,实现对待检品10中较为重要的区域的毛刺进行立体阴影影像检测。
各所述CCD相机的检测结果发送至检测系统。检测系统接收各所述CCD 相机的图像,并结合零件标准件的产品判断该待检品10是否合格。检测待检品10表面上是否存在缺陷,此处缺陷包括但不限于划痕、刀痕、凹点、毛刺、锈斑等。本实施例可实现对精密零待检品10的形状、大小进行全面检测,保证检测的精度,无需采用人工,效率高。
工作流程如下:
1:将待检品10放置在承载板23上;
2:按下操作面板上的开始按钮,磁性吸附元件24通电产生磁性,电磁铁吸紧待检品10;同时驱动承载电机21转动,带动承载平台22转动,使得放置在承载板23上的待检品10可以依次转动至第一CCD相机314的视线工作区域、第二CCD相机324的视线工作区域、第三CCD相机334的视线工作区域;
3:第一CCD相机314、第二CCD相机324、第三CCD相机334分别对待检品10进行采集图像(值得说明的是,各CCD相机在进行采集图像时,磁性吸附组件24处于断电状态),并将采集数据发送给检测系统;
4:控制系统将第一CCD相机314、第二CCD相机324、第三CCD相机334接收的脉冲信号转化成数字信号,并传输至显示屏,显示屏显示出检测结果;
5:按下操作面板上的停止按钮,磁性吸附组件24断电,取走工件。
本发明通过视觉机构3和检测系统对待检品10的全面进行质量检测,可实现对精密待检品10的形状、大小进行全面检测,保证检测的精度,无需采用人工,效率高。本发明结构简单、紧凑,体积小,成本低,同时能适应不同规格的待检品10,通用性好,不但有效减少了装置投入,提高了检测的自动化程度和准确性,从而避免人为漏检,并且可以降低人力成本。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 产品的视觉检测方法、视觉检测装置及视觉检测生产线
- 一种降低视觉检测误判率的视觉检测装置及其检测方法