运输装置、用于表面处理的设备和用于运输工件的方法
文献发布时间:2023-06-19 12:02:28
技术领域
本发明涉及一种用于运输工件的运输装置,该运输装置尤其应用在用于工件的表面处理、例如用于车辆车身的处理和涂层的设备中。
背景技术
用于运输工件的运输装置尤其可以用于,将工件带入、尤其是转入用浸浴填装的处理池中,并且接下来将工件再次引出、尤其是转出。因此,运输装置可以尤其被用作浸涂设备的组成部分。
发明内容
本发明的目的在于提供一种运输装置,其能实现优化的工件运输并且因此优选地也能实现被运输的工件的优化的表面处理。
根据本发明,该目的通过用于运输工件、尤其是车辆车身的运输装置来实现。该运输装置在此优选地包括:
一个或多个工件支架,其连同布置在该一个或多个工件支架处的一个或多个工件可以沿着运输方向被运输并且可以围绕旋转轴线被转动;
引导装置,其为了影响工件支架的转动取向包括倾斜于运输方向延伸的一个或多个转动引导轨道,沿着该转动引导轨道可以引导工件支架的一个或多个导向元件,
其中借助引导装置形成一个或多个旋转区域,优选地其中每个旋转区域配设有恰好一个转动引导轨道、配设有恰好两个转动引导轨道或多于两个转动引导轨道。
优选地,通过根据本发明的运输装置可以实现工件的优化的转动移动,由此尤其能缩短处理路程并且能减小在浸入和/或移出工件时作用于工件的力。
优选地,在一个旋转区域的转动引导轨道、尤其是两个转动引导轨道之间和/或在彼此不同的旋转区域的两个转动引导轨道之间可以布置一个或多个基本上水平的导向元件引导轨道。因此尤其地,在转动引导轨道之间能在没有旋转移动的情况下运输工件。
有益地可以是,一个旋转区域的两个转动引导轨道在超越位置处彼此邻接,其中该超越位置是沿着运输方向的下述位置,在该位置处工件支架的旋转轴线超越与引导装置接合的导向元件,即导向元件关于运输方向起初还在旋转轴线前面,然而随后在超越位置之后在旋转轴线后面。
超越位置尤其是下述位置,在该位置处导向元件布置在由所有导向元件引导轨道和转动引导轨道形成的整个引导轨道的至少局部最低点处。
导向元件例如是导向辊。
有益地可以是,至少一个转动引导轨道包括多个转动引导轨道区段,尤其是所述多个转动引导轨道区段分别构造为线性的并且与运输方向围成彼此不同的角。由此尤其是在沿着相应的转动引导轨道区段运输期间能实现不同的转动速度。
此外可以规定,配属于一个或多个旋转区域的一个或多个转动引导轨道或配属于一个或多个旋转区域的一个或多个转动引导轨道的一个或多个转动引导轨道区段构造为线性的。
尤其可以规定,所有转动引导轨道都构造为线性的。
有利地可以是,配属于一个或多个旋转区域的一个或多个转动引导轨道或配属于一个或多个旋转区域的一个或多个转动引导轨道的一个或多个转动引导轨道区段构造为弯曲的。
尤其可以规定,所有转动引导轨道都构造为弯曲的。
在此优选地将弯曲规定为,当在发动机盖、行李箱盖、前盖和/或后盖的区域中浸入或移出时减慢地旋转例如构造为车辆车身的工件,尤其是为了避免在浸入和/或移出时由于过大的力造成车辆车身的损坏。
如果发动机盖、行李箱盖、前盖和/或后盖完全位于浸浴中或完全位于在浸浴之外,优选地使构造为车辆车身的工件进行加速的旋转移动。
可以规定,配属于一个共同的旋转区域的两个转动引导轨道在垂直于运输方向和/或垂直于旋转轴线延伸的方向上、尤其在竖直的方向上具有彼此不同的延伸长度。由此尤其可以实现大于或小于180°或大于或小于90°的旋转,由此例如为了优化的滴落过程、例如能实现工件的与旋转区域相接续的倾斜运输。
优选地,引导装置的一个或多个导向元件以相对于工件可以围绕其转动的旋转轴线偏心的方式布置。
此外可以规定,一个或多个转动引导轨道、尤其是所有转动引导轨道以横向于运输方向、尤其是倾斜于运输方向的方式布置和/或构造。
优选地,至少一个旋转区域或每个旋转区域分别配设有两个或多于两个转动引导轨道,其中沿着运输方向优选地分别首先设置下降的转动引导轨道并且直接地或间接地在其后设置上升的转动引导轨道。
下降的转动引导轨道尤其是下述转动引导轨道,可以沿着该转动引导轨道关于重力方向倾斜向下引导导向元件。
上升的转动引导轨道尤其是下述转动引导轨道,可以沿着该转动引导轨道关于重力方向倾斜向上引导导向元件。
替选地或补充地可以规定,至少一个旋转区域或每个旋转区域分别配设有两个或多于两个转动引导轨道,其中沿着运输方向优选地分别首先设置上升的转动引导轨道并且直接地或间接地在其后设置下降的转动引导轨道。超越位置在这种情况下是导向元件布置局部最高点的位置。
优选地,至少一个下降的转动引导轨道包括多个转动引导轨道区段,尤其是所述转动引导轨道区段构造为线性的并且与运输方向围成彼此不同的角。
尤其可以规定,所有下降的转动引导轨道包括多个转动引导轨道区段,尤其是所述转动引导轨道区段分别构造为线性的并且与运输方向围成彼此不同的角。
对此替选或补充地可以规定,至少一个上升的转动引导轨道包括多个转动引导轨道区段,尤其是所述转动引导轨道区段分别构造为线性的并且与运输方向围成彼此不同的角。
例如可以规定,所有上升的转动引导轨道分别包括多个转动引导轨道区段,尤其是所述转动引导轨道区段分别构造为线性的并且与运输方向围成彼此不同的角。
优选地,一个或多个导向元件借助导向本体、例如导向框架与用于接纳一个或多个工件的工件支架连接。因此尤其地,通过借助引导装置引导一个或多个导向元件可以改变导向元件相对于工件支架的旋转轴线的位置、尤其是导向元件的高度位置,由此最终能使工件支架连同一个或多个布置在该工件支架处的工件转动。
优选地,至少一个转动引导轨道以可移动的方式布置在运输装置的基本结构处。
尤其可以规定,至少一个转动引导轨道以可摆动或可转动的方式布置在运输装置的基本结构处。
有益地可以是,运输装置包括用于移动至少一个转动引导轨道的移动装置,尤其是该移动装置用于改变在转动引导轨道与运输方向之间围成的角。
优选地,借助移动装置可以使至少一个转动引导轨道围绕轴线摆动,该轴线布置在旋转区域的转动引导轨道与同一旋转区域或另一个旋转区域的另一个转动引导轨道邻接的区域中。
移动装置例如包括压力缸、尤其液压缸和/或电动机。也可以考虑用于移动、尤其是枢转至少一个转动引导轨道的替选驱动方案。
尤其可以借助一个或多个支柱、例如滑板将一个或多个工件固定、尤其以可松脱的方式锁止在工件支架处。
根据本发明的运输装置尤其适用于应用在用于工件的表面处理的设备中。
因此本发明也涉及一种用于工件的表面处理的设备,该设备例如包括:
处理腔;
运输装置、尤其是根据本发明的运输装置,借助该运输装置可以将工件运输穿过处理腔并且可以将工件浸入一个或多个处理池中。
有益地可以是,工件支架构造为自行式的和/或能以独立于彼此的方式驱动的单元和/或是可以借助这种单元驱动。
对此替选地或补充地可以规定,工件支架可以借助链条和/或链条驱动器沿着运输方向移动。
本发明还涉及一种用于运输工件的方法。
与此相关地,本发明的目的在于,提供一种用于运输工件的方法,借助该方法能实现优化的工件运输并且尤其能实现优化的表面处理。
该目的根据本发明通过用于运输工件的方法得以实现,其中该方法包括:
沿着运输方向运输工件;
借助引导装置使工件在一个或多个旋转区域中围绕旋转轴线转动,其中优选地每个旋转区域配设有恰好一个转动引导轨道、配设有恰好两个转动引导轨道或多于两个转动引导轨道,沿着该转动引导轨道引导一个或多个导向元件(126、130)以用于转动所述工件,
其中一个或多个转动引导轨道以倾斜于运输方向延伸的方式布置和/或构造。
根据本发明的方法优选地具有与根据本发明的运输装置和/或根据本发明的设备相关描述的特征和/或优点中的一个或多个。
同样,根据本发明的设备优选地具有与根据本发明的运输装置和/或根据本发明的方法相关描述的特征和/或优点中的一个或多个。
有益地可以是,一个或多个转动引导轨道分别包括多个转动引导轨道区段,尤其是该多个转动引导轨道区段分别构造为线性的并且与运输方向围成彼此不同的角。
对此替选地或补充地可以规定,一个或多个转动引导轨道构造为弯曲的。
对此替选地或补充地还可以规定,借助移动装置移动一个或多个转动引导轨道,尤其是用于改变在转动引导轨道与运输方向之间围成的角。
尤其地,大体上涉及旋转区域的所有特征可以在转入旋转区域处被设置用于将工件转入浸浴中。
此外,通常与旋转区域相关描述的所有特征在转出旋转区域的情况下被设置用于将工件从浸浴中转出。
优选地,“通过一个或多个转动引导轨道的合适的设计方案使工件的旋转移动减慢”总是可以被设置在下述位置处,在该位置处希望工件的汲取作用
例如也可以设置具有三个或更多个转动引导轨道区段的转动引导轨道,以便极其局部地(sehr lokal)加快或减慢旋转移动。
关于所有实施方式,当容器例如是空的并且用于接纳从工件滴落的液体时,工件到浸浴中的转入可以转用为工件在容器之内或之上的简单的旋转。
附图说明
以下说明书和实施例附图描述了本发明的其他优选特征和/或优点。
附图中:
图1示出了用于车辆车身的表面处理的设备的示意性剖视图,其中车辆车身布置在可转动的工件支架处并且位于浸浴的浴面之上;
图2示出了图1的区域I的放大图,该放大图示出了在工件支架的转动轴穿过密封装置的部位处的、链引导轨道、在链引导轨道处被引导的运输链、导向元件引导轨道连同工件支架的在该处被引导的导向元件、和用于在图1的设备的处理腔和外腔之间进行密封的密封装置的剖视图;
图3示出了图2的区域II的放大图;
图4示出了在没有工件支架的部件穿过密封装置的部位处的、具有在该处被引导的运输链的链引导轨道、具有在该处被引导的导向元件的导向元件引导轨道和密封装置的示意性剖视图;
图5示出了图4的区域III的放大图;
图6示出了密封装置的在运输方向上依次布置的密封元件的从上往下观察的示意性俯视图,该密封元件以垂直于运输方向相对于彼此错开的方式布置;
图7示出了密封装置的变型方案的多个沿着运输方向依次布置的密封元件的示意性俯视图,在其中每个密封元件具有用于接纳相邻的密封元件的边缘区域的接纳通道;
图8示出了密封装置、运输链和导向元件引导轨道的示意性侧视图;
图9示出了位于密封装置的水封的末端区域中的密封装置、运输链和导向元件引导轨道的示意性侧视图;
图10示出了上部运输链换向轮和与其接合的、具有密封元件的运输链的示意性侧视图;
图11示出了下部运输链换向轮、以及与其接合的运输链、布置在该处的密封元件和工件支架的示意性侧视图;
图12示出了在工件支架穿过密封元件的部位处的、具有运输链引导轨道和导向元件引导轨道的运输链返回区域的示意性剖视图;
图13示出了在密封元件的没有工件支架的部件穿过其的区域中的、具有运输链引导轨道和导向元件引导轨道的链条返回区域的示意性剖视图;
图14示出了用于车辆车身的表面处理的设备的两个在运输方向上依次布置的处理池的示意性侧视图;
图15示出了图14的处理池之一和运输装置的固定在该处的模块的放大侧视图;
图16示出了处理池的与图15对应的视图,车辆车身以倒置姿态被浸入其中;
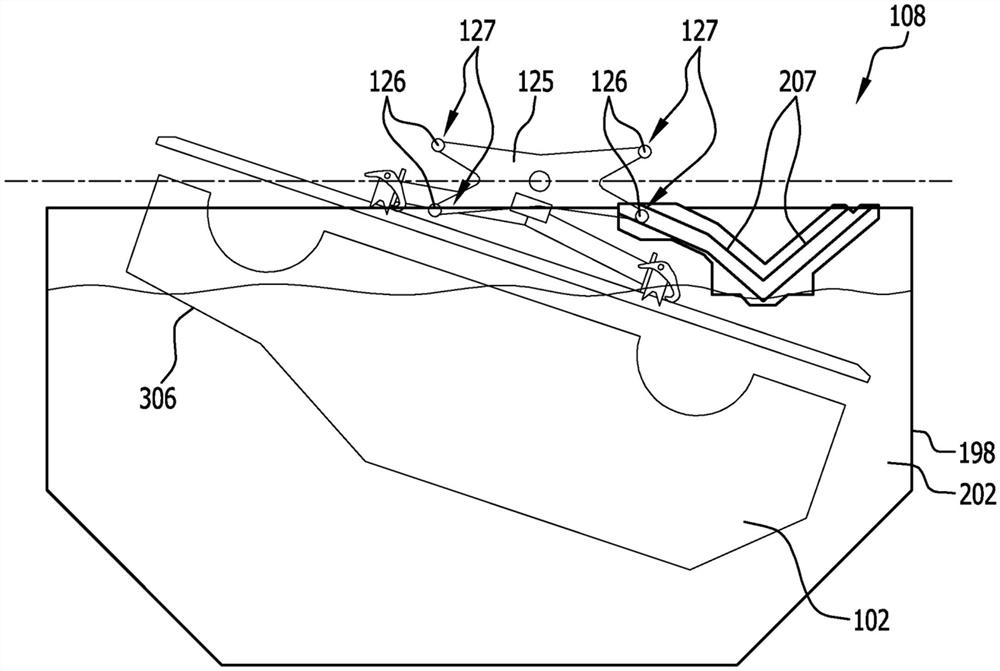
图17示出了具有多个导向元件的工件支架的示意性侧视图,导向元件之一刚好离开水平的导向元件引导轨道并且另外一个即将进入V形的导向元件引导轨道中;
图18示出了运输装置的第二实施方式的简化图,在其中设置有转出旋转区域,其包括具有两个相对于彼此倾斜延伸的转动引导轨道区段的下降的转动引导轨道;
图19示出了运输装置的第二实施方式的与图18对应的视图,其中构造为车辆车身的工件位于第一移出姿态中;
图20示出了运输装置的第二实施方式的与图18对应的视图,其中构造为车辆车身的工件位于第二移出姿态中;
图21示出了运输装置的第三实施方式的与图18对应的视图,在其中转入旋转区域和转出旋转区域分别包括具有两个相对于彼此倾斜延伸的转动引导轨道区段的下降的转动引导轨道;
图22示出了运输装置的第四实施方式的与图18对应的视图,在其中转出旋转区域包括弯曲的下降的转动引导轨道;和
图23示出了运输装置的第五实施方式的与图18对应的视图,在其中转入旋转区域包括用于使转动引导轨道移动的移动装置。
相同或功能等效的元件在所有附图中具有相同的附图标记。
具体实施方式
图1至17所示的、整体以100标记的用于车辆车身102的表面处理的设备包括利用罩壳104包围的处理腔106,可以借助整体以108标记的运输装置沿着运输方向110将车辆车身102运输穿过该处理腔。
运输装置108包括多个沿着运输方向110依次布置的工件支架112,其中每个工件支架都包括可以围绕基本上水平地且垂直于运输方向110取向的旋转轴线114转动的转动轴116。
在转动轴116处固定有支柱118,该支柱支撑夹紧装置120,借助该夹紧装置可以分别将车辆车身102以可松脱的方式锁止在工件支架112处。
转动轴的端侧的末端区域122(其优选地与转动轴的中间部分124比具有更小的直径)延伸穿过以下还要详细描述的密封装置124离开处理腔106进入外腔123中并且优选地分别支撑以防止相对旋转的方式与转动轴116连接的、例如构造为大致矩形的导向本体125、尤其是导向框架,例如可以从图17中看到其结构。
优选地,导向本体125是引导装置121的组成部分,借助该引导装置可以影响、尤其是可以控制布置在工件支架112处的工件的转动取向。
在导向本体125的两个或更多个、例如四个角区域127处优选地布置有背离处理腔106的外部导向元件126和/或优选地布置有朝向处理腔106的内部导向元件130。
外部导向元件126例如构造为外部导向辊128。
内部导向元件130例如构造为内部导向辊132。
优选地,外部导向辊128和/或内部导向辊132分别以可以围绕基本上水平地和/或基本上垂直于运输方向110延伸的旋转轴线转动的方式被保持在导向本体125处。
优选地,外部导向辊128和/或内部导向辊132尤其围绕转动轴116与例如基本上水平的导向元件引导轨道134共同起作用,该导向元件引导轨道例如沿着运输方向110在处理腔106的一侧或两侧延伸,并且因此被保持在工件支架112处的车辆车身102关于旋转轴线114以预定的转动姿态保持。
一个或多个、尤其是所有的例如基本上水平的导向元件引导轨道134优选地分别构造为朝向工件支架112的导向本体125敞开的U形型材,该U形型材具有上水平侧边136、下水平侧边138和将两个侧边136和138彼此连接的竖直的连接片140。
优选地,外部导向辊128分别接合到水平的导向元件引导轨道134的位于两个水平侧边136和138之间的内部空间中并且例如在下水平侧边138的上侧上滚动,该上侧尤其形成了水平的导向面142。
如从图4中最佳地可见,水平的导向元件引导轨道134优选地由多个沿着运输方向110彼此间隔开的支架144支撑,该支架在横截面中构造成L形的并且具有竖直侧边146和水平侧边148。
优选地,竖直侧边146的上边缘与沿着运输方向110延伸的水平的保持轨150构造成一件式的。
特别地,保持轨150在其上侧支撑运输链引导轨道152,该运输链引导轨道本身优选地包括在运输方向110上延伸的、在横截面中呈U形的和/或向上敞开的引导轨道型材154,其水平连接片优选地支撑沿着运输方向110水平延伸的滑轨156(尤其参见图3)。
优选地,运输链160的支撑辊158在滑轨156上滚动,运输链由在运输链160的纵向方向上依次布置的、例如以铰接的方式彼此连接的链节组成(尤其参见图8),其中支撑辊158优选地以可转动的方式支承在所述链节中的几个处。
优选地,借助(未示出的)驱动设备来驱动运输链160进行沿着运输链引导轨道152的连续的或间歇性的循环移动。
如从图5中最佳地可见,链节162优选地在其上边缘处配备有例如水平的突出部164,该突出部尤其分别支撑例如通过角板166加固的保持角结构168。
如从图8中获悉,两个这种保持角结构168优选地分别以其背离运输链160的侧边固定在横截面中例如大致呈J形的密封元件172的竖直的外侧170处。优选地,密封元件172中的每一个都包括长竖直侧边174、从长竖直侧边174的上边缘朝向处理腔106突出的水平的连接片176和从水平的连接片176的朝向处理腔106的边缘向下突出的短的竖直的连接片178。
如从图6的俯视图中最佳地可见,密封装置124的密封元件172沿着运输方向110优选地依次布置成,使得彼此相邻的密封元件172a和172b尤其分别沿着运输方向110重叠了一段路程,从而密封元件172形成了在运输方向110上延伸的、不间断的密封壁。
在密封装置124的图6所示的变型方案中,密封元件172的长竖直侧边174交替地远离处理腔10(密封元件172a)和朝向处理腔106(密封元件172b)错开,以便能实现沿着运输方向110依次布置的密封元件172的重叠。
在密封装置124的图7所示的替选的实施方式中,远离处理腔106错开的密封元件172a附加地在其(在运输方向110上看)位于后面的边缘处配备有竖直延伸的用于接纳相应的随后的朝向处理腔106错开的密封元件172b的(在运输方向110上看)位于前面的边缘的接纳通道180。以此方式,在依次布置的密封元件172a与密封元件172b之间实现了特别好的密封,并且依次布置的密封元件172通过接纳通道180引导到彼此上,由此稳定了密封元件172沿着运输链160的循环方向的移动。
如例如从图5中获悉,具有朝向处理腔106错开的长竖直侧边174的密封元件172b优选地与具有远离处理腔106错开的长竖直侧边174的密封元件172a相比具有更窄和更低的外轮廓,从而密封元件172b可以被相应邻接的密封元件172a以下述方式搭接,即相应的密封元件172b的边缘区域可以插入相应的邻接的密封元件172a的边缘区域中。由此,密封元件172b的所述边缘区域的外侧优选地以平面的方式贴靠在相应的密封元件172a的边缘区域的内侧处,这改进了依次布置的密封元件172a与密封元件172b之间的密封作用以及依次布置的密封元件172在其沿运输链160的循环方向共同移动时的相互引导。
为了在密封元件172的侧面的边缘处且在其下边缘和上边缘处实现密封作用,密封元件172的上边缘182优选地浸入上部液体浴184中并且密封元件172的下边缘186浸入下部液体浴188中。
上部液体浴184被接纳在上部接纳容器190中,该上部接纳容器构造为在运输方向110上延伸的、具有U形的向上敞开的横截面的上部水槽192并且固定在处理腔106的罩壳104的下边缘处。
下部液体浴188被接纳在下部接纳容器194中,该下部接纳容器构造为在运输方向110上延伸的、具有基本上呈J形的横截面的下部水槽196,该下部水槽固定在保持轨150的上侧处。
上部液体浴184与上部水槽192形成了上部水封,并且下部液体浴188与下部水槽196形成了密封装置124的下部水封。
在设备100的处理腔106中,在运输方向110上相继布置有优选多个处理池198,分别用浸浴202、例如以涂漆液或预处理液填装该处理池直至浴面200(参见图1和图14)。
每个保持轨150分别固定在这种处理池198的侧壁204的上侧处并且沿着运输方向110延伸过例如至少6米的长度、优选地延伸过相应的处理池198的整个长度。
为了能将车辆车身102可以分别通过转动180°从图1所示的标准姿态(在其中车辆车身102的底部组件位于车辆车身的车柱之下)转运到图16所示的在浸浴202之内的倒置姿态(在其中车辆车身102的底部组件位于车柱之上),在保持轨150处优选地借助竖直向下突出的支架204尤其针对每个处理池198例如分别保持两个V形的导向元件引导轨道206,例如相应地用于引导车辆车身102的浸入移动的前面的V形引导部208和用于引导车辆车身102的移出移动的后面的V形引导部210。
V形引导部208、210尤其形成了引导装置121的转动引导轨道207。
V形引导部208、210中的每一个优选地包括前面的下降的转动引导轨道207和连接在其上的后面的上升的转动引导轨道207。
如从图17中最佳地可见,每个工件支架112在到达V形的导向元件引导轨道206之前优选地通过外部导向辊128在水平的导向元件引导轨道134处被引导。
在水平的导向元件引导轨道134的端部处优选地设置有过渡区段、尤其是过渡开口216,借助其可以使外部导向元件126、尤其是外部导向辊128向上移动,使得布置在导向本体125的前边缘处的内部导向元件130、尤其是内部导向辊132向下移动到V形的导向元件引导轨道206的下降的转动引导轨道207中并且接下来在该导向元件引导轨道206的导向面218处顺沿滑动或滚动。
通过使内部导向元件130、尤其是内部导向辊132向下移动直至V形的导向元件引导轨道206的最低点,在该处转动轴116已经赶上了直至此刻都跑在前面的内部导向辊132,并且通过内部导向元件130、尤其是内部导向辊132在V形的导向元件引导轨道206的上升的转动引导轨道207中接下来向上移动,在此期间内部导向元件130、尤其是内部导向辊132尾随转动轴116,导向本体125且进而转动轴116连同被保持在该处的工件、尤其是被保持在该处的车辆车身102例如被转动了约180°的角度。
在此,在处理池198的始端处通过将内部导向元件130、尤其是内部导向辊132接合到前面的V形引导部208中引起了将工件转入到浸浴202中的转入移动,并且在处理池198的末端处通过将一个其他的内部导向元件130、尤其是一个其他的内部导向辊132接合到后面的V形引导部210中引起了将工件从浸浴202中转出的转出移动。
尤其地,为此设置有关于转动轴116彼此对置的内部导向元件130,尤其是导向辊132a、132b。
一旦内部导向元件130、尤其是内部导向辊132离开V形的导向元件引导轨道206,则相应地外部导向元件126、尤其是外部导向辊128穿过过渡区段、尤其是过渡开口216进入与V形的导向元件引导轨道206相接的、例如水平的导向元件引导轨道134中,从而导向本体125且进而转动轴116连同被保持在该处的工件、尤其是被保持在该处的车辆车身102在穿过基本上水平的导向元件引导轨道134期间被保持在不变的转动位置中。
优选地,每个转动轴116的端侧的末端区域122经由相应的轴承座220以可转动的方式被保持在相应的、例如大致呈梯形的轴承体222处,轴承体优选地布置在相应地配属的运输链160处(参见图3和8)。与轴承体222相邻的密封元件172'优选地配备有用于转动轴116穿过密封元件172'的长竖直侧边174的通孔。
在密封元件172'的通孔224的边缘处例如布置有环形的密封套226,其内侧形成了贴靠在转动轴116的圆周处的环形的滑动面,从而转动轴122可以相对于密封元件172'转动并且在通孔224的边缘与转动轴116的外壳面之间的间隙通过密封套226来密封。
以此方式,在引导转动轴116穿过密封装置124的区域中也实现了非常好的密封作用。
片状的密封元件172、172'可以由任意的材料制成,这种材料相对于存在于处理腔106中的介质、尤其是来自浸浴202的蒸汽具有足够的抗性。
密封元件172、172'尤其可以由合适的塑料材料或合适的金属材料、尤其是由钢材料制成。
每一个保持轨150优选地形成了运输装置108的模块266的保持元件264,该模块除了保持轨150之外还包括运输链引导轨道152的被保持在该保持轨处的区段、被保持在保持轨150处的V形的导向元件引导轨道和基本上水平的导向元件引导轨道134的被保持在保持轨150处的区段。所述模块266中的每一个优选地都可以被制造成预装配的单元并且在装配用于工件、尤其是车辆车身102的表面处理的设备100时例如通过焊接或拧紧被固定在相应的处理池198处。
在运输方向110上依次布置的模块266例如在其端侧处可以直接彼此邻接或经由布置在依次布置的模块266的朝向彼此的端侧之间的保持轨150'彼此连接(参见图15)。
模块在其端侧处例如通过焊接或拧紧或通过由焊接或拧紧确保的插塞连接固定在相邻的模块266处或固定在布置在两个依次布置的模块266之间的保持轨150'处。
密封装置124优选地包括图2至5所示的行进区域228,密封元件172、172'以平行于车辆车身102穿过处理腔106的运输方向110的方式移动穿过该行进区域,和/或包括图11至13所示的返回区域230,密封元件172、172'以反向于车辆车身102的运输方向110的方式穿过该返回区域朝向其出发点返回移动。
如从图10和11中获悉,设备100针对每个运输链160优选地分别包括转向装置232,借助该转向装置可以使相关的运输链160和布置在该处的密封元件172、172'从行进区域228沿着基本上竖直延伸的弧线移动到返回区域230中。
转向装置232中的每一个优选地包括上部转向链轮234和下部转向链轮236,其中之一、尤其是两个配备有齿238,该齿在依次布置的链节162之间的铰链区域中与运输链160接合。
转向链轮234、236中的一个或两个可以被驱动,以驱动运输链160循环移动。
在运输装置108的运输路径的相反的端部处优选地设置有另一个未示出的转向装置,借助另一个转向装置使运输链160与布置在该处的密封元件172、172'从返回区域230经过基本上竖直延伸的弧线返回移动到行进区域228中。
运输装置108的返回区域230优选地在处理池198之下延伸。
如从图12和13中获悉,在返回区域230中在处理池198的每侧上例如可以分别设有保持轨240,该保持轨例如与处理池198的支撑结构242拧紧。
保持轨240优选地具有L形的横截面,带有水平侧边244和从水平侧边244的外侧边缘向下突出的竖直侧边246。
保持轨240的水平侧边244优选地保持链支撑角结构248,该链支撑角结构的水平侧边在其上侧处支撑滑轨250,运输链160的支撑辊158在该滑轨上滚动。
优选地,在保持轨240的水平侧边244的下侧处保持链引导角结构252,该链引导角结构的竖直侧边形成了用于运输链160的侧引导部。
链支撑角结构248和链引导角结构252共同形成了链引导轨道254,该链引导轨道被保持在保持轨240处。
此外优选地,在横截面中例如大致呈J形的多个支架256从保持轨240处突出,该支架尤其通过角板258加固并且在其自由的端部处优选地保持水平的导向元件引导轨道260。
水平的导向元件引导轨道260优选地具有基本上U形的横截面并且尤其是朝向处理池198的支撑结构242敞开。
优选地,每个工件支架112的导向本体125的外部导向元件126、特别是外部导向辊128分别接合到该水平的导向元件引导轨道260中,以便在穿过返回区域230期间将导向本体125进而转动轴116保持在预定的不变的转动位置中。
优选地,相应的保持轨240形成运输装置108的模块270的保持元件268,该模块除了保持轨240之外还包括链引导轨道254的被保持在该处的区段和水平的导向元件引导轨道260的被保持在保持轨240处的区段。所述模块270中的每一个可以被制造成预装配的单元并且在装配用于车辆车身102的表面处理的设备100时例如通过焊接或拧紧优选地被固定在相应的处理池198的支撑结构242处。
沿着运输装置110依次布置的模块270尤其通过焊接或拧紧或通过由焊接或拧紧确保的插塞连接例如在模块的端侧处固定在彼此处。
工件、尤其是车辆车身102在(未示出的)取下工位优选地在到达转向装置232之前已经从相应的工件支架112被取下。
同样在到达转向装置232之前优选地将穿过运输装置108的行进区域228的密封元件172、172'从上部液体浴184和下部液体浴188中举出,如这种情况在图9中示意性地关于下部液体浴188示出。
如从图9中获悉,导向元件引导轨道134(在该导向元件引导轨道处引导每个工件支架112的外部导向元件126、尤其是外部导向辊128)在输出区域(Auslaufbereich)中延伸,并且链引导轨道152优选地向上倾斜,使得当密封元件172在运输链160的循环方向上移动时,密封元件172的下边缘186从布置在下部水槽196中的下部液体浴188中举出。
在完全从下部液体浴188中举出密封元件172的部位处,下部水槽196在横向于运输方向110延伸的、竖直的端壁262处终止。
相应地,在运输装置108的行进区域228的相同的区段中通过倾斜运输链引导轨道152将密封元件172的上边缘182从布置在上部水槽192中的上部液体浴184中举出。
前述的用于车辆车身102的表面处理的设备例如以如下方式运行:
相应的工件、尤其是相应的车辆车身102在运输装置108的(未示出的)装载工位中借助夹紧装置120以可松脱的方式被锁止在相应的工件支架112处。
车辆车身102首先位于图1所示的标准姿态中,在其中车辆车身的车柱布置在车辆车身的底部组件之上。
接下来借助运输链160将工件支架112从装载工位移动至处理池198的始端处。
在处理池198的始端区域中,通过内部导向辊132和前面的V形引导部208的相互作用使工件支架112的转动轴116围绕旋转轴线114转动180°的角度进入浸浴202中,使得车辆车身102被带入位于处理池198中的浸浴202中。
在转动轴116的转动移动结束之后,车辆车身102从初始的标准姿态转运到图16中以虚线所示的倒置姿态中,在其中车辆车身102的车柱位于车辆车身102的底部组件之下。
在转动移动结束之后达到的浸入姿态中,车辆车身102完全被浸入浸浴202中。
在完全浸入的状态下,车辆车身102沿着运输方向110移动穿过浸浴202。
当车辆车身102基于沿着运输方向110的平移移动已经到达处理池198的末端区域时,通过内部导向辊132和后面的V形引导部210的相互作用使转动轴116围绕旋转轴线114转动180°的角度,从而从浸浴202再次带出车辆车身102。
转动轴116的转出移动能以与转入移动相同的方向进行或者也能以与转入移动相反的方向进行。
在从第一处理池198带出车辆车身102之后,车辆车身102优选地被运输穿过一个或多个其他的处理池198并且最终移动到(未示出的)取下工位中,在该取下工位中在夹紧装置120从工件支架112松脱之后取下车辆车身102。
分别通过工件支架112的外部导向辊128之一与水平的导向元件引导轨道134接合来防止在转动移动之间的、车辆车身102的转动位置的不希望的改变。
通过前述的密封装置124有效地防止蒸汽从处理腔106中泄漏。
运输装置108的图18至20所示的第二实施方式例如用于将构造为车辆车身102的工件浸入布置在处理池198中的浸浴202中或从其中移出。
运输装置108包括引导装置121,该引导装置包括用于转动车辆车身102的两个旋转区域300。
在此,关于运输方向110位于前方地设置有转入旋转区域302,转出旋转区域304沿着运输方向110在其后。
引导装置121的每个旋转区域300包括两个转动引导轨道207。
转入旋转区域302的转动引导轨道207分别构造为线性的并且与运输方向110围成角α、角β。
角α和角β在此可以同样大小。然而也可以设置不同的角α、角β。角α、角β例如约为30°或约为45°。
角α在此尤其是由前面的下降的转动引导轨道207v与运输方向110围成的角。
角β优选是由后面的上升的转动引导轨道207h与运输方向110围成的角。
转出旋转区域304的转动引导轨道207与转入旋转区域302的转动引导轨的区别在于,前面的下降的转动引导轨道207v例如不构造为线性的,而是具有弯折部。
因此前面的下降的转动引导轨道207v尤其包括两个转动引导轨道区段209,它们与运输方向110围成不同的角γ1和角γ2。
在此优选地,关于运输方向110位于前面的转动引导轨道区段209与运输方向110围成角γ1,前面的下降的转动引导轨道207v的关于运输方向110位于后面的转动引导轨道区段209与运输方向110围成角γ2,角γ1小于角γ2。
角γ1例如约为20°。
角γ2例如约为60°。
转出旋转区域304的后面的上升的转动引导轨道207h与运输方向110围成角δ,角δ例如约为45°。
转出旋转区域304的前面的下降的转动引导轨道207v的弯折的实施方式尤其能实现车辆车身102从浸浴202中减慢的移出移动。
如尤其从图19和图20的比较中得出,当车辆车身102与其发动机盖306一起从浸浴202中被引出时,通过与其余的角α、β、γ2和δ相比减小的角γ1则恰好可以实现车辆车身102的减慢的旋转。优选地,在移出时作用于发动机盖306的水压可以通过减慢的转动移动被减小。
此外可以通过较大的角γ2紧接着直接实现加速的转动移动,尤其是以便尽管在移出移动暂时减慢的情况下也能从浸浴202顺畅地引出将车辆车身102。
此外,运输装置108的图18至图20所示的第二实施方式在结构和功能上与图1至17所描述的实施方式一致,从而就此参照其前述说明即可。
运输装置108的图21所示的第三实施方式与图18至图20所示的第二实施方式的主要区别在于,在转入旋转区域302中前面的下降的转动引导轨道207v设置有两个相对于彼此倾斜地延伸的转动引导轨道区段209。
由此得出的角α1和角α2在此被选择成,使得关于运输方向110位于前面的转动引导轨道区段209与运输方向110围成角α1,关于运输方向110位于后面的转动引导轨道区段209与运输方向110围成的角α2,角α1大于角α2。
角α1例如为75°。
角α2例如约为45°。
通过转入旋转区域302的图21所示的设计方案尤其可以实现车辆车身102的快速开始转动并且进而可以将车辆车身从水平取向中快速供应至浸浴102,在此期间对于实际的浸入过程实现更缓慢的旋转移动。
此外,运输装置108的图21所示的第三实施方式在结构和功能方面与图18至20所示的第二实施方式一致,从而就此参照其前述说明即可。
运输装置108的图22所示的第四实施方式与图18至20所示的第二实施方式的主要区别在于,转出旋转区域304的前面的下降的转动引导轨道207v不是构造为弯折的,而是弯曲的。
尤其地,整个前面的下降的转动引导轨道207v是连续弯曲的。
在此优选地,在前面的下降的转动引导轨道207v的关于运输方向110位于前面的末端区域处的切线与运输方向110围成角γ1,在前面的下降的转动引导轨道207v的关于运输方向110位于后面的并且因此朝向后面的上升的转动引导轨道207h的末端区域处的切线与运输方向围成角γ2,角γ1小于角γ2。
通过在转出旋转区域304中的前面的下降的转动引导轨道207v的这种设计方案尤其能实现车辆车身102首先缓慢的开始转动,随之车辆车身越来越顺畅地进一步转动。由此优选地也可以使在移出时作用在车辆车身102的发动机盖上的力最小化。
此外,运输装置108的图22所示的第四实施方式在结构和功能方面与图18至图20所示的第二实施方式一致,从而就此参照其前述说明即可。
运输装置108的图23所示的第五实施方式与图21所示的第三实施方式的主要区别在于,不是通过弯折的前面的下降的转动引导轨道207v,而是通过借助移动装置310移动的前面的下降的转动引导轨道207v实现车辆车身102在转入旋转区域302中不同的旋转速度。
在此尤其地,移动装置310固定在运输装置108的基本结构312处并且能实现前面的下降的转动引导轨道207v围绕轴线314的枢转,该轴线尤其设置在转入旋转区域302的前面的下降的转动引导轨道207v与后面的上升的转动引导轨道207h之间的过渡区域处。
尤其地,轴线314基本上垂直于运输方向110和/或基本上水平地取向。
在运输装置108的图23所示的第五实施方式中,导向元件126(尤其参见图17)在前面的下降的转动引导轨道207v的第一姿态中可以被引入其中。在导向元件126沿着前面的下降的转动引导轨道207v移动期间,优选地借助移动装置310改变由前面的下降的转动引导轨道207v与运输方向110围成的角α。在此尤其可以使角α变小,以便在车辆车身102快速开始转动之后进行缓慢的浸入过程。
此外,运输装置108的图23所示的第五实施方式在结构和功能方面与图21所示的第三实施方式一致,从而就此参照其前述说明即可。
在运输装置108的其他的(未示出的)实施方式中,可以设置前述实施方式的特征的任意组合。例如也可以在弯折的转动引导轨道207的情况下设置弯折的转动引导轨道借助移动装置310进行附加的移动。后面的上升的转动引导轨道207h同样可以构造成弯折的或弯曲的,以便优化待运输的工件的旋转移动。
- 运输装置、用于表面处理的设备和用于运输工件的方法
- 用于在生产设备的工作站间运输对象的运输装置和方法和借助这种运输装置制造产品的生产设备