一种具备激光焦点自动对焦功能的加工头及其加工方法
文献发布时间:2023-06-19 12:27:31
技术领域
本发明属于激光加工领域,具体涉及一种具备激光焦点自动对焦功能的加工头及其加工方法。
背景技术
激光加工技术由于具有非接触、近似“冷加工”、无污染和材料适用性广等优点,已成为航空、航天、航海、汽车等多个领域的关键加工技术。对于大型复杂构件,由于加工时存在变形、尺寸不一致等缺陷,需保证激光焦点实时跟随工件表面,因此能够实现激光焦点自动跟随的加工头成为高精度加工的关键装置。
中国专利CN2019113866715公开了一种激光切割头的防撞控制方法及防撞控制装置,该方法通过激光切割头上的感应组件与工件之间产生电容感应信号,当电容感应信号超过阈值时,向驱动电机或制动机构发送对应的避障信号,避免激光切割头与障碍物发生直接碰撞。但是,该方法未将电容感应信号的数值输送进数控系统,无法实现激光加工头位置的调节。
中国专利CN201310244879X公开了一种激光打标机自动调焦装置及自动调焦方法,该方法采用视觉方式进行自动调焦,通过获取标记物体的位置信息来自动控制焦距的调节,但是,该方法依赖视觉图像调焦,调焦精度低,且焦点位置完全依赖机床Z轴实现,无法实现五轴机床按轨迹运动时的实时调焦功能,无法实现复杂构件表面的跟随加工。
在实际的工程应用中,实现激光焦点跟随的方式有很多种,然而目前激光自动对焦主要依赖Z轴带动激光加工头实现调焦。在五轴联动加工过程中,Z轴的运动会导致其余各轴坐标变化才可实现特定的加工,对数控系统的功能有特殊要求才能实现,因此现有激光焦点自动对焦方式不适用于五轴联动曲面加工等应用场景。
发明内容
本发明的目的是解决现有激光焦点自动对焦方式调焦精度低,且焦点位置完全依赖机床Z轴实现,无法实现五轴机床按轨迹运动时的实时调焦功能,进而无法实现复杂构件表面跟随加工的问题,提供一种具备激光焦点自动对焦功能的加工头及其加工方法。
为实现上述目的,本发明采用以下技术方案:
一种具备激光焦点自动对焦功能的加工头,包括第一双摆轴空心电机、第一反射镜、第二双摆轴空心电机、头部光学单元和控制单元;所述第一双摆轴空心电机、第一反射镜、第二双摆轴空心电机和头部光学单元依次设置在激光束的出射光路上;所述第一双摆轴空心电机用于实现第一反射镜、第二双摆轴空心电机和头部光学单元在C轴方向的旋转,所述第二双摆轴空心电机用于实现头部光学单元在A轴方向的旋转;所述头部光学单元包括反射镜座、第二反射镜、音圈电机、聚焦镜连接件、二向色镜、聚焦镜、保护镜和电容传感器探头;所述反射镜座设置在第二双摆轴空心电机的输出端,能够在A轴方向实现旋转,所述第二反射镜设置在反射镜座内,用于实现激光束的导向,所述音圈电机设置在反射镜座上,所述聚焦镜连接件设置在反射镜座内部,且与音圈电机的输出轴连接,所述二向色镜、聚焦镜、保护镜、电容传感器探头依次设置聚焦镜连接件上,且位于第二反射镜的反射光路上;所述音圈电机位于第二双摆轴空心电机轴线的一侧,与此同时,二向色镜、聚焦镜、保护镜和电容传感器探头位于第二双摆轴空心电机轴线的另一侧,使得第二双摆轴空心电机的负载中心与其轴线重合;所述电容传感器探头实时反馈加工头与工件之间的相对位置信息,并将该位置信息传输给控制单元,所述控制单元根据电容传感器探头反馈的位置信息控制音圈电机的动作,所述音圈电机带动二向色镜、聚焦镜、保护镜、电容传感器探头运动,实现激光焦点的调节,进而实现加工头的跟随加工。
进一步地,还包括测量单元,所述测量单元包括CCD相机,所述CCD相机设置在激光束出射光路的一侧,且其视觉光路与激光光路同轴,用于标记激光焦点在视觉界面中的位置。
进一步地,所述CCD相机通过聚焦镜连接件与音圈电机的输出轴连接。
进一步地,所述聚焦镜连接件上设置有吹气装置,高压气体通过吹气装置清除加工产生的粉尘及等离子体。
进一步地,所述音圈电机的本体上设置有配重装置,使得第二双摆轴空心电机轴向两侧的重量匹配。
进一步地,所述聚焦镜连接件为套筒结构,所述二向色镜、聚焦镜、保护镜和电容传感器探头设置在聚焦镜连接件内部。
同时,本发明还提供一种基于上述具备激光焦点自动对焦功能的加工头的加工方法,包括以下步骤:
步骤一、在加工头上安装头部光学单元,将音圈电机、反射镜座和第二双摆轴空心电机固定连接;
步骤二、将工件放置工作台上,调节第一双摆轴空心电机和第二双摆轴空心电机的位置,同时调节工件位置,直至工件位置误差在要求范围内;
步骤三、将工件的加工轨迹输入至控制单元;
步骤四、标定电容传感器探头和工件之间距离的关系;
步骤五、加工过程中,激光焦点处于工件表面,电容传感器探头实时反馈加工头与工件之间的相对位置信息,并将该位置信息传输给控制单元,控制单元根据电容传感器探头反馈的位置信息,控制音圈电机的运动,实现激光焦点的调节;
步骤六、机床五轴进行五轴插补实现加工轨迹的扫面,音圈电机依据工件变形量实时调节激光焦点的位置,实现整个工件的加工。
进一步地,步骤一和步骤二之间,还包括以下步骤:寻找激光焦点,并调节同轴视觉像面,使激光焦点与成像像面重合。
与现有技术相比,本发明具有如下有益效果:
1.本发明加工头的音圈电机运动与机床X/Y/Z/A/C的运动互不影响,因此机床五轴沿特定轨迹进行实时插补实现五轴加工时,若工件局部与加工前的三维模型不一致,机床运动轴保持不变,可通过驱动音圈电机实现激光焦点的高精度位置调控,实现激光焦点的实时跟随,进而实现复杂构件表面跟随加工。
2.本发明加工头的音圈电机和聚焦镜、保护镜、CCD相机、电容传感器探头及其安装结构等部件处于第二双摆轴空心电机的轴线两侧,使第二双摆轴空心电机的负载中心基本处于其轴线附近,减小了加工头的结构尺寸和重量,提高了第二双摆轴空心电机的动态性能和集成度。
3.本发明激光加工头集成了同轴视觉观测功能,可用于激光焦点的标定及工件在工件坐标系中的精确找准,提高工件的基准找准精度。
4.本发明加工头的可提高结构的鲁棒性。
附图说明
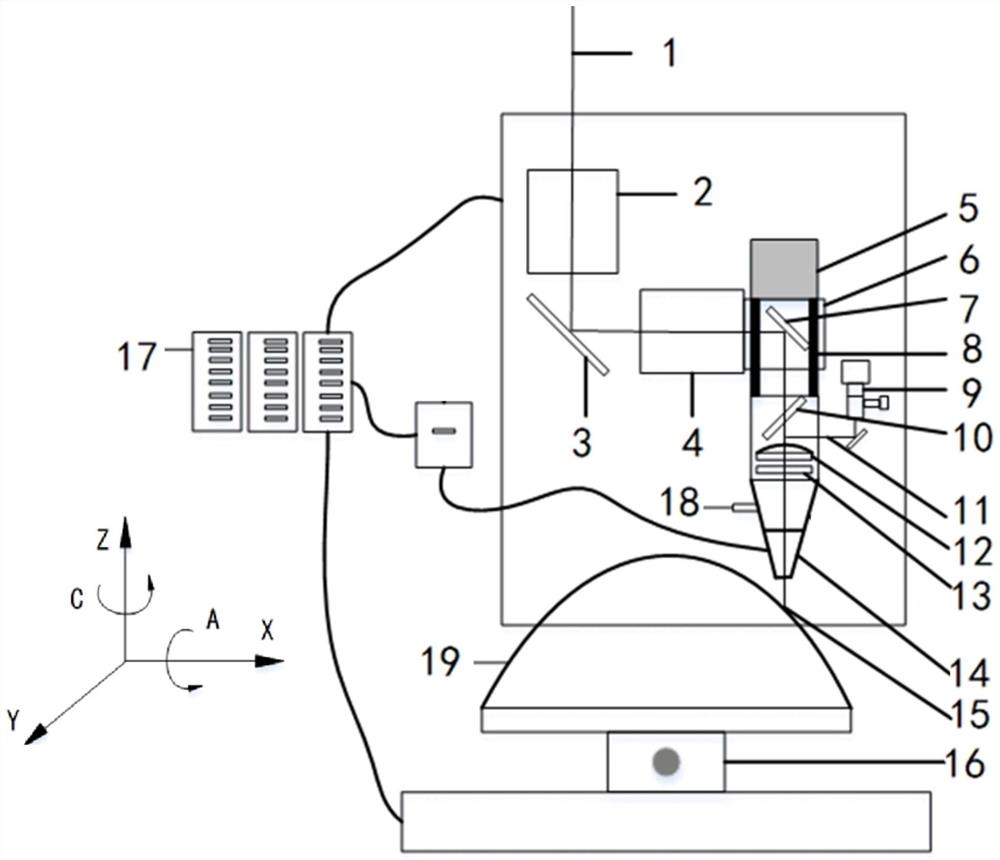
图1为本发明具备激光焦点自动对焦功能的加工头的结构示意图。
附图标记:1-激光束,2-第一双摆轴空心电机,3-第一反射镜,4-第二双摆轴空心电机4,5-音圈电机,6-反射镜座,7-第二反射镜,8-聚焦镜连接件,9-CCD相机,10-二向色镜,11-视觉光路,12-聚焦镜,13-保护镜,14-电容传感器探头,15-激光焦点,16-XY运动平台,17-控制单元,18-吹气装置,19-工件。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
本发明提供一种具备激光焦点自动对焦功能的加工头及其加工方法,当机床五轴沿特定轨迹进行实时插补实现五轴加工时,若工件局部与加工前的三维模型不一致,机床运动轴可保持不变,可通过音圈电机和电容传感器探头实现激光焦点的高精度位置调控,进而实现复杂构件表面跟随加工,跟随加工时,音圈电机运动与机床X/Y/Z/A/C的运动互不影响,可解决复杂或大变形构件表面图案的精密加工难题。
如图1所示,本发明具备激光焦点自动对焦功能的加工头包括第一双摆轴空心电机2、第一反射镜3、第二双摆轴空心电机4、头部光学单元、控制单元17和测量单元;第一双摆轴空心电机2、第一反射镜3、第二双摆轴空心电机4和头部光学单元依次设置在激光的出射光路上;第一双摆轴空心电机2用于实现第一反射镜3、第二双摆轴空心电机4和头部光学单元在C轴方向的旋转,第二双摆轴空心电机4用于实现头部光学单元在A轴方向的旋转,加工头通过控制单元17控制,结合三轴运动平台可实现五轴联动加工。
本发明头部光学单元包括反射镜座6、第二反射镜7、音圈电机5、聚焦镜连接件8、二向色镜10、聚焦镜12、保护镜13和电容传感器探头14;反射镜座6设置在第二双摆轴空心电机4上,能够在A轴方向实现旋转,第二反射镜7设置在反射镜座6内,用于实现激光束1的导向,音圈电机5设置在反射镜座6上,聚焦镜连接件8设置在反射镜座6内部,且与音圈电机5的输出端连接,二向色镜10、聚焦镜12、保护镜13、电容传感器探头14依次设置聚焦镜连接件8上,且位于第二反射镜7的反射光路上;音圈电机5位于第二双摆轴空心电机4轴线的一侧,同时,二向色镜10、聚焦镜12、保护镜13和电容传感器探头14位于第二双摆轴空心电机4轴线的另一侧,使得第二双摆轴空心电机4的负载中心与其轴线重合。此外,本发明可在音圈电机5的本体上设置有配重装置,使得第二双摆轴空心电机4轴向两侧的重量匹配。聚焦镜连接件8具体可设置为套筒结构,二向色镜10、聚焦镜12、保护镜13和电容传感器探头14设置在聚焦镜连接件8内部,还可在聚焦镜连接件8上设置有吹气装置18,高压气体通过吹气装置18清除加工产生的粉尘及等离子体,避免污染镜片。
本发明电容传感器探头14实时反馈加工头与工件19之间的相对位置信息,并将该位置信息传输给控制单元17,控制单元17根据电容传感器探头14反馈的位置信息,控制音圈电机5的运动,音圈电机5带动二向色镜10、聚焦镜12、保护镜13、电容传感器探头14运动,实现激光焦点15的调节,进而实现加工头的跟随加工。
本发明测量单元包括CCD相机9,CCD相机9通过聚焦镜连接件8与音圈电机5的输出端连接CCD相机9设置在激光出射光路的一侧,且其视觉光路11与激光光路同轴,用于标记激光焦点15在视觉界面中的位置。
本发明加工头头部的第二反射镜7用于实现激光束1的导向,使激光束1进入聚焦镜12中心聚焦,聚焦镜12的位置决定了激光焦点15的位置。反射镜座6与第二双摆轴空心电机4连接,同时音圈电机5连接于反射镜座6,位于第二双摆轴空心电机4轴线的一侧,聚焦镜12、保护镜13、测量单元及电容传感器探头14通过机械结构组装在一起,直接固连于音圈电机5,该部分结构处于第二双摆轴空心电机4轴线的另一侧,音圈电机5的运动可带动聚焦镜12等部件的运动,从而实现激光焦点15的调节。本发明将音圈电机5设置在第二双摆轴空心电机4轴线的一侧,聚焦镜12、CCD相机9等部件位于第二双摆轴空心电机4轴线的另一侧,使电机的工作负载偏心量尽可能小,加工头的结构尺寸和总重量大幅减小,大幅提高了电机的动态性能和集成度。
本发明激光加工头电容传感器探头14与工件19形成电容结构,其间的距离改变将导致电容的变化,电容传感器探头14实时反馈其与工件19间的相对位置信号至控制单元17,控制单元17高速响应发送信号控制音圈电机5运动,实现激光焦点15的快速调节,从而实现复杂或大变形结构表面图案的精密加工。当工件19存在变形或局部缺陷时,机床五轴的加工轨迹可保持不变,利用音圈电机5实现激光焦点15实时跟随工件19表面,提高了五轴激光加工机床的柔性和鲁棒性。该装置不必考虑音圈电机5的通光孔径,不占用激光光路空间,结构占用空间小、简单,非常适合激光加工设备中激光焦点15的高精度调节。激光焦点15的位置找准后,标记电容传感器此时的数值为零,以此记为激光焦点15的位置,激光焦点15寻找速度快、精度高。由于CCD的视觉光路11与激光光路同轴,标记激光焦点15在视觉界面中的位置,以此方法进一步提高激光焦点15的寻找精度,同时利用视觉界面可快速寻找工件19上的基准点坐标,提高了加工的效率和工件19的定位精度。
同时,本发明还提供一种具备激光焦点自动对焦功能的加工头的加工方法,包括以下步骤:
步骤一、在加工头上安装头部光学单元,音圈电机5、反射镜座6及第二双摆轴空心电机4动子通过螺钉或机械结构固连,聚焦镜12、二向色镜10、CCD相机9、电容传感器探头14等均由聚焦镜连接件8固连于音圈电机5的动作部分,因而音圈电机5的动作可实现激光焦点15的改变;
步骤二、寻找激光焦点15,并调节同轴视觉像面,使激光焦点15与成像像面重合;
步骤三、工件19放置XY运动平台16后,调节第一双摆轴空心电机2和第二双摆轴空心电机4至特定位置,通过同轴视觉寻找工件19的基准特征与零位间的误差,调节工件19位置,直至工件19位置误差处于要求范围内;
步骤四、针对工件19表面的加工轨迹通过后处理软件输出加工程序;
步骤五、标定电容传感器数值与其探头和工件19间距离的关系,为后续音圈电机5动作提供参数曲线;
步骤六、加工过程中激光焦点15处于工件19表面,电容传感器探头14与工件19表面保持一定距离,激光加工头按照程序运动形成轨迹,当工件19存在变形或局部缺陷时,工件19表面与电容传感器探头14的距离发生变化,距离变化数值通过电容传感器控制器发送至音圈电机5控制器,控制音圈电机5运动,实现激光焦点15的位置调节;
步骤七、机床五轴进行五轴插补实现空间轨迹的运动,音圈电机5依据工件19变形量实时调节激光焦点15的位置,实现整个工件19的加工。
本发明将音圈电机5与反射镜座6连接为一体,使第二反射镜7与音圈电机5的角度运动量保持一致,提高了加工精度。同时,还将聚焦镜12、保护镜13、CCD相机9、电容传感器探头14及其安装结构固连于音圈电机5的动作部分,音圈电机5可实现上述部件沿激光束1传输的方向上下运动,进而也实现了激光焦点15沿激光束1方向的运动。此外,将音圈电机5和聚焦镜12、保护镜13、CCD相机9、电容传感器探头14及其安装结构等部件分处于空心电机轴线两侧,使空心电机的负载中心基本处于其轴线附近,减小了加工头的结构尺寸和重量,提高了空心电机的动态性能和集成度。该结构可提高结构的鲁棒性;当直驱电机负载分布在其回转轴一侧时,负载的重心偏置将使电机在各个位置处的伺服增益参数不一致,影响电机工作稳定性和精度。采用该结构可使电机的负载重量分布均衡,使负载重心基本处于电机回转轴线处,各位置的伺服增益基本一致,电机的工作稳定性和精度得到大幅提升。
由于激光焦点15具有一定焦深,当工件19与激光焦点15的距离超出一定范围时,激光将不具备加工能力,本发明通过音圈电机5实现激光焦点15的实时跟随,避免了加工过程缺陷的出现;本发明音圈电机5的运动与机床X/Y/Z/A/C的运动互不影响,因此在机床五轴在沿特定轨迹进行实时插补实现五轴加工时,当工件19局部与加工前后处理的三维模型不一致时,后处理程序可保持不变,通过驱动音圈电机5实现激光焦点15的位置调控,实现激光焦点15的实时跟随。
本发明激光加工头集成了同轴视觉观测功能,可用于激光焦点15的标定及工件在工件坐标系中的精确找准,提高工件的基准找准精度。
- 一种具备激光焦点自动对焦功能的加工头及其加工方法
- 一种具有自动对焦功能的激光加工头