一种电弧熔丝用镁合金丝材的前处理装置及前处理方法
文献发布时间:2023-06-19 13:27:45
技术领域
本发明涉及一种电弧熔丝用镁合金丝材的前处理装置及前处理方法,属于电弧熔丝用镁合金丝材的前处理技术领域。
背景技术
本部分的描述仅提供与本说明书公开相关的背景信息,而不构成现有技术。
电弧熔丝是以电弧作为成型热源将金属丝材熔化,按设定的成形路径堆积每一层片,采用逐层堆积的方式形成所需的三维实体零件。
镁合金是目前世界上较轻的可用金属结构材料,其比强度高达133,且钢性好,有减震性,抗电磁干扰的屏蔽性好,具有一定的承载能力可用作有一定强度要求的结构材料,又由于镁合金材料的色泽美观,经久耐用;易回收,不对环境造成污染,因而被誉为21世界理想的绿色环保材料。镁合金具有良好的铸造、挤压、切削、焊接以及弯曲加工等性能,因而被应用于航天、航空领域;近年来由于原镁冶炼和镁合金加工成本的下降,镁合金的应用领域正在迅速扩展到交通运输领域(汽车、摩托车、自行车、高速轨道列车);电子产品领域(电脑、手机、数码相机等);医用领域(轮椅、拐杖、康复健身器材等);以及纺织、印刷机械等领域。
目前,镁合金丝材表面预处理采用的方法有化学法和物理法。其中,化学法是通过碱性除油、酸性除锈、水洗解决镁合金丝材表面的油污锈渍问题,其缺点是会产生大量废水,不环保。物理法是通过机械、手工研磨、刷抛等工艺解决镁合金丝材表面的油污锈渍问题,其缺点是无法实现电弧熔丝的自动化连续生产。
经表面预处理后的镁合金丝材进入市场流通,在流通过程中其表面会沾染灰尘等污物,而当这种镁合金丝材用于电弧熔丝工艺时就会影响焊接性能。
应该注意,上面对技术背景的介绍只是为了方便对本说明书的技术方案进行清楚、完整的说明,并方便本领域技术人员的理解而阐述的。不能仅仅因为这些方案在本说明书的背景技术部分进行了阐述而认为上述技术方案为本领域技术人员所公知。
发明内容
本发明要解决的技术问题,就是针对现有技术所存在的不足,而提供一种电弧熔丝用镁合金丝材的前处理装置及前处理方法,采用该前处理装置的前处理方法可以快速、有效地对镁合金丝材进行熔丝前的表面处理,从而可以保证镁合金丝材熔化后的使用性能。
本方案是通过如下技术措施来实现的:一种电弧熔丝用镁合金丝材的前处理装置,它包括
隔绝防护装置,设置有进丝口和出丝口,镁合金丝材自进丝口进入隔绝防护装置内,并在隔绝防护装置内进行表面研磨,研磨完成后的镁合金丝材自出丝口向外输送;所述隔绝防护装置上开设有保护气体进口和保护气体出口,保护气体进口用于为隔绝防护装置的内腔提供保护气体,确保研磨后的镁合金丝材表面的清洁,防止镁合金丝材表面二次氧化,同时清理隔绝防护装置内腔中的研磨灰尘;
灰尘过滤器,其进气口与保护气体出口连接、出气口连接有气泵,气泵用于确保隔绝防护装置内保护气体的流动性,灰尘过滤器用于过滤出保护气体中研磨后的灰尘,两者配合确保隔绝防护装置内腔的清洁性;
左右两组旋转研磨总成,两者旋向相反,位于隔绝防护装置内,用于对镁合金丝材的表面进行研磨;
盘式刮刀,所述盘式刮刀的中心线与镁合金丝材的中心线之间呈夹角α,所述夹角α的取值范围为0°≤α≤10°,所述盘式刮刀用于预去除镁合金丝材表面的影响熔丝的杂质;
冷却喷头,用于喷洒冷却液进行盘式刮刀在工作过程的降温及其表面黏着的残余刮剥废料的冲洗;
接料盘,用于收集冲洗废料及废液;
滤网式过滤结构,用于固液分离,保证冷却液的回收再利用。
优选的,所述隔绝防护装置包括进丝防护套筒和出丝防护套筒,所述进丝防护套筒和出丝防护套筒的一端封闭、另一端开口,所述进丝口和出丝口分别开设于进丝防护套筒和出丝防护套筒中封闭端的中心处,所述进丝防护套筒和出丝防护套筒的开口端螺纹连接,所述进丝防护套筒的内腔中自左向右依次设置有限位套筒一、进丝隔绝罩、限位套筒二、左侧的旋转研磨总成、限位套筒三、右侧的旋转研磨总成和限位套筒四,所述出丝防护套筒的内腔中自左向右依次设置有限位套筒五、出丝隔绝罩和限位套筒六,所述进丝隔绝罩和出丝隔绝罩的中心分别开设有供镁合金丝材穿过的通孔,所述限位套筒一、限位套筒二、限位套筒三、限位套筒四、限位套筒五和限位套筒六均为不锈钢制成,当进丝防护套筒和出丝防护套筒通过螺纹连接完成连接固定后,所述限位套筒四与限位套筒五的相对端顶紧,所述进丝隔绝罩被挤紧固定在限位套筒一和限位套筒二之间,左侧的旋转研磨总成被挤紧固定在限位套筒二和限位套筒三之间,右侧的旋转研磨总成被挤紧固定在限位套筒三和限位套筒四之间,所述出丝隔绝罩被挤紧固定在限位套筒五和限位套筒六之间。
优选的,所述进丝防护套筒、出丝防护套筒、盘式刮刀、限位套筒一、限位套筒二、限位套筒三、限位套筒四、限位套筒五、限位套筒六、两组旋转研磨总成、进丝隔绝罩和出丝隔绝罩同心设置,所述限位套筒一、限位套筒二、限位套筒三和限位套筒四的外径等于进丝防护套筒的内径减去0.2~0.5mm,所述限位套筒五和限位套筒六的外径等于出丝防护套筒的内径减去0.2~0.5mm,所述限位套筒一、限位套筒二、限位套筒三、限位套筒四、限位套筒五和限位套筒六的内径相等。
优选的,沿镁合金丝材的输送方向,所述接料盘的后方设置有与镁合金丝材配合的导向滑轮,所述导向滑轮与盘式刮刀同心设置,所述导向滑轮的底部固连有导向杆,所述导向杆的底部伸入置于地面上的导向筒内,所述导向筒的侧壁顶部安装有与导向杆配合的锁紧螺栓。
优选的,所述镁合金丝材的进丝位置同轴度≤50μm、进丝角度在各个方向保持在5°以内。
优选的,所述保护气体为氮气、氩气或六氟化硫。
优选的,所述进丝隔绝罩与出丝隔绝罩的接缝位置均设置有柔性橡胶密封圈。
优选的,左侧的旋转研磨总成包括位于限位套筒二和限位套筒三之间并被两者夹紧的的电机一,右侧的旋转研磨总成包括位于限位套筒三和限位套筒四之间并被两者夹紧的电机二,所述电机一和电机二的出力轴均为供镁合金丝材穿过的空心结构,且电机一和电机二的出力轴的内径均为镁合金丝材直径的两倍以上,所述电机一和电机二的出力轴的相背端均通过键联连连接有旋转研磨轮,两旋转研磨轮的外径分别小于相应的限位套筒二和限位套筒四的内径,两旋转研磨轮的转速为500~1000r/min,所述限位套筒三的长度≥0.5mm。
优选的,所述保护气体进口开设于出丝防护套筒中远离进丝防护套筒的一端及限位套筒五的相应位置处;所述保护气体出口有两组,且沿镁合金丝材的输送方向,两组保护气体出口分别开设于进丝防护套筒及限位套筒二的相应位置处以及出丝防护套筒中靠近进丝防护套筒的一端及限位套筒五的相应位置处,所述保护气体进口和保护气体出口内均安装有气体输送管,所述气体输送管的内侧端伸出相应的限位套筒二和限位套筒五的内壁并螺纹连接有限位螺母,所述进丝防护套筒和限位套筒二之间以及出丝防护套筒和限位套筒五之间均设置有套装在气体输送管上的弹簧,所述弹簧的两端分别与气体输送管及相应的限位套筒二和限位套筒五固连。
本发明还提供了一种采用上述的电弧熔丝用镁合金丝材的前处理装置的电弧熔丝用镁合金丝材的前处理方法,它包括如下步骤:
S1:送丝机送出的镁合金丝材经导向滑轮进行位置校正;
S2:位置校正完成的镁合金丝材穿过盘式刮刀,经盘式刮刀预去除镁合金丝材表面的影响熔丝的杂质,冷却喷头向盘式刮刀的刀口处喷洒冷却液,冷却液对盘式刮刀进行降温,并对盘式刮刀表面黏着的残余刮剥废料进行冲洗,冲洗废液及刮下的废料落入接料盘内,接料盘内的滤网式过滤结构滤出废液中的废料,并将过滤后的冷却液供给冷却喷头;
S3:经盘式刮刀预处理后的镁合金丝材进入进丝防护套筒中限位套筒一的内腔中,然后依次穿过进丝隔绝罩、限位套筒二、左侧的旋转研磨轮、电机一的出力轴、限位套筒三、电机二的出力轴和右侧的旋转研磨轮,在充有保护气体的进丝防护套筒中,两个旋转研磨轮对进给的镁合金丝材进行表面研磨,研磨过程中,气泵不断地将隔绝防护装置内腔中混有研磨灰尘的保护气体向外抽送,混有研磨灰尘的保护气体经灰尘过滤器滤出其中的研磨灰尘后再供给保护气体进口;
S4:研磨后的镁合金丝材穿过出丝防护套筒中的限位套筒五、出丝隔绝罩和限位套筒六,最后经出丝口输出至电弧熔丝设备的送丝机,立即投入使用。
本发明的有益效果:该电弧熔丝用镁合金丝材的前处理装置及前处理方法中,通过导向滑轮准确控制送丝置,通过盘式刮刀对镁合金丝材表面的影响熔丝的杂质进行刮除,刮除过程中冷却喷头喷洒冷却液对盘式刮刀进行冷却和冲洗,通过接料盘对冷却液和盘式刮刀刮下的废料进行过滤分离,以实现冷却液的重复利用,镁合金丝材在充有保护气体的隔绝防护装置内采用旋转研磨轮进行表面研磨处理,进一步去除镁合金丝材表面的杂质,有效提高了镁合金丝材的表面质量,研磨过程中通过气泵保证隔绝防护装置内保护气体的流动性,并通过滤网式过滤结构对混有研磨灰尘的保护气体进行过滤,保证隔绝防护装置内的清洁性。由此可见,本发明与现有技术相比,具有突出的实质性特点和显著的进步,其实施的有益效果也是显而易见的。
附图说明
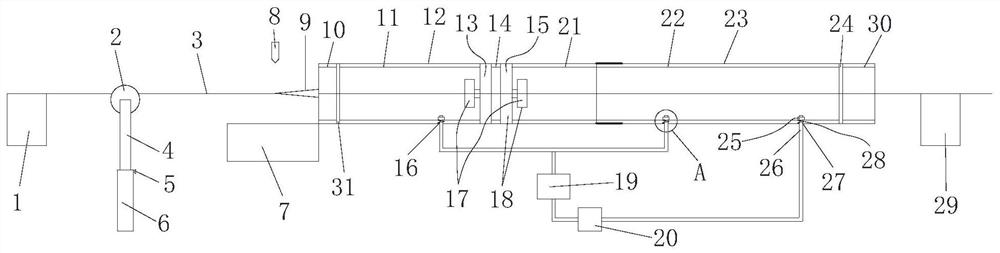
图1为本发明中电弧熔丝用镁合金丝材的前处理装置的结构示意图。
图2为图1中A点的放大图。
图中:1-送丝机,2-导向滑轮,3-镁合金丝材,4-导向杆,5-锁紧螺栓,6-导向筒,7-接料盘,8-冷却喷头,9-盘式刮刀,10-限位套筒一,11-限位套筒二,12-进丝防护套筒,13-电机一,14-限位套筒三,15-电机二,16-保护气体出口,17-旋转研磨轮,18-旋转研磨总成,19-灰尘过滤器,20-气泵,21-限位套筒四,22-限位套筒五,23-出丝防护套筒,24-出丝隔绝罩,25-限位螺母,26-气体输送管,27-保护气体进口,28-弹簧,29-电弧熔丝设备的送丝机,30-限位套筒六,31-进丝隔绝罩。
具体实施方式
为能清楚说明本方案的技术特点,下面通过具体实施方式,并结合其附图,对本方案进行阐述。
一种电弧熔丝用镁合金丝材的前处理装置,其特征是:它包括
隔绝防护装置,设置有进丝口和出丝口,镁合金丝材3自进丝口进入隔绝防护装置内,并在隔绝防护装置内进行表面研磨,研磨完成后的镁合金丝材3自出丝口向外输送;所述隔绝防护装置上开设有保护气体进口27和保护气体出口16,保护气体进口27用于为隔绝防护装置的内腔提供保护气体,所述保护气体可以采用氮气、氩气或六氟化硫,确保研磨后的镁合金丝材3表面的清洁,防止镁合金丝材3表面二次氧化,同时清理隔绝防护装置内腔中的研磨灰尘;
灰尘过滤器19,其进气口与保护气体出口16连接、出气口连接有气泵20,气泵20用于确保隔绝防护装置内保护气体的流动性,灰尘过滤器19用于过滤出保护气体中研磨后的灰尘,两者配合确保隔绝防护装置内腔的清洁性;经灰尘过滤器19过滤后的保护气体再通过气泵20和保护气体进口27输送至隔绝防护装置内,既保证了隔绝防护装置内腔的清洁性,又实现了保护气体的循环利用;
左右两组旋转研磨总成18,两者旋向相反,位于隔绝防护装置内,用于对镁合金丝材3的表面进行研磨;
盘式刮刀9,位于进丝口内,所述盘式刮刀9的中心线与镁合金丝材3的中心线之间呈夹角α,所述夹角α的取值范围为0°≤α≤10°,所述盘式刮刀9用于预去除镁合金丝材3表面的影响熔丝的杂质;
冷却喷头8,位于盘式刮刀9的刀口上方,通过万向管与供液装置连接,其角度可方便调节,用于喷洒冷却液进行盘式刮刀9在工作过程的降温及其表面黏着的残余刮剥废料的冲洗;冷却液选用具有冷却、阻燃功能的水溶性的介质,如科泽DC-508、凯利KL-201,防止刮剥后镁合金丝材3表面的二次氧化;
接料盘7,位于盘式刮刀9的刀口下方,用于收集冲洗废料及废液;
滤网式过滤结构,位于接料盘7内,用于固液分离,保证冷却液的回收再利用。
其中,所述隔绝防护装置包括进丝防护套筒12和出丝防护套筒23,所述进丝防护套筒12和出丝防护套筒23由非金属阻燃材料(如PP、PA66塑料)制成,所述进丝防护套筒12和出丝防护套筒23的一端封闭、另一端开口,所述进丝口和出丝口分别开设于进丝防护套筒12和出丝防护套筒23中封闭端的中心处,所述进丝防护套筒12和出丝防护套筒23的开口端螺纹连接,螺纹连接处配合生料带进行腔内密封,进丝防护套筒12和出丝防护套筒23的内壁为光滑结构,所述进丝防护套筒12的内腔中自左向右依次设置有限位套筒一10、进丝隔绝罩31、限位套筒二11、左侧的旋转研磨总成18、限位套筒三14、右侧的旋转研磨总成18和限位套筒四21,所述出丝防护套筒23的内腔中自左向右依次设置有限位套筒五22、出丝隔绝罩24和限位套筒六30,所述进丝隔绝罩31和出丝隔绝罩24的中心分别开设有供镁合金丝材3穿过的通孔,所述进丝隔绝罩31与出丝隔绝罩24的接缝位置均设置有柔性橡胶密封圈,柔性橡胶密封圈可确保工作区域的密封效果。所述限位套筒一10、限位套筒二11、限位套筒三14、限位套筒四21、限位套筒五22和限位套筒六30均为不锈钢制成,当进丝防护套筒12和出丝防护套筒23通过螺纹连接完成连接固定后,所述限位套筒四21与限位套筒五22的相对端顶紧,所述进丝隔绝罩31被挤紧固定在限位套筒一10和限位套筒二11之间,左侧的旋转研磨总成18被挤紧固定在限位套筒二11和限位套筒三14之间,右侧的旋转研磨总成18被挤紧固定在限位套筒三14和限位套筒四21之间,所述出丝隔绝罩24被挤紧固定在限位套筒五22和限位套筒六30之间。
所述进丝防护套筒12、出丝防护套筒23、盘式刮刀9、限位套筒一10、限位套筒二11、限位套筒三14、限位套筒四21、限位套筒五22、限位套筒六30、两组旋转研磨总成18、进丝隔绝罩31和出丝隔绝罩24同心设置,所述限位套筒一10、限位套筒二11、限位套筒三14和限位套筒四21的外径等于进丝防护套筒12的内径减去0.2~0.5mm,所述限位套筒五22和限位套筒六30的外径等于出丝防护套筒23的内径减去0.2~0.5mm,以便于进丝防护套筒12及出丝防护套筒23的更换。所述限位套筒一10、限位套筒二11、限位套筒三14、限位套筒四21、限位套筒五22和限位套筒六30的内径相等。
所述镁合金丝材3的进丝位置同轴度≤50μm、进丝角度在各个方向保持在5°以内,以防止镁合金丝材3在盘式刮刀9位置处外圆出现侧向剪切力而导致镁合金丝材3断裂的问题。沿镁合金丝材3的输送方向,所述接料盘7的后方设置有与镁合金丝材3配合的导向滑轮2,所述导向滑轮2与盘式刮刀9同心设置,所述导向滑轮2的底部固连有导向杆4,所述导向杆4的底部伸入置于地面上的导向筒6内,所述导向筒6的侧壁顶部安装有与导向杆4配合的锁紧螺栓5。松开锁紧螺栓5,即可调节导向滑轮2的上下位置,调节到位后拧紧锁紧螺栓5即可将导向滑轮2的位置固定。导向滑轮2的上下位置可调,可以保障镁合金丝材3进丝方向与进丝口处于同心位置,可以进一步防止因两者错位而使镁合金丝材3在盘式刮刀9位置处外圆出现侧向剪切力而导致镁合金丝材3断裂的问题。
左侧的旋转研磨总成18包括位于限位套筒二11和限位套筒三14之间并被两者夹紧的的电机一13,右侧的旋转研磨总成18包括位于限位套筒三14和限位套筒四21之间并被两者夹紧的电机二15,所述电机一13和电机二15的出力轴均为供镁合金丝材3穿过的空心结构,且电机一13和电机二15的出力轴的内径均为镁合金丝材3直径的两倍以上,所述电机一13和电机二15的出力轴的相背端均通过键联连连接有旋转研磨轮17,两旋转研磨轮17的外径分别小于相应的限位套筒二11和限位套筒四21的内径,两旋转研磨轮17的转速为500~1000r/min,所述限位套筒三14的长度≥0.5mm,限位套筒三14可以防止两个旋转研磨轮17发生相互摩擦。
所述保护气体进口27开设于出丝防护套筒23中远离进丝防护套筒12的一端及限位套筒五22的相应位置处;所述保护气体出口16有两组,且沿镁合金丝材3的输送方向,两组保护气体出口16分别开设于进丝防护套筒12及限位套筒二11的相应位置处以及出丝防护套筒23中靠近进丝防护套筒12的一端及限位套筒五22的相应位置处,所述保护气体进口27和保护气体出口16内均安装有气体输送管26,所述气体输送管26的内侧端伸出相应的限位套筒二11和限位套筒五22的内壁并螺纹连接有限位螺母25,所述进丝防护套筒12和限位套筒二11之间以及出丝防护套筒23和限位套筒五22之间均设置有套装在气体输送管26上的弹簧28,所述弹簧28的两端分别与气体输送管26及相应的限位套筒二11和限位套筒五22固连,采用弹簧28对气体输送管26进行弹簧预紧固定后,可以确保工作过程中气流的畅通,并对限位套筒二11和限位套筒五22的位置进行限定。两组保护气体出口16可将隔绝防护装置内两组旋转研磨轮17研磨位置处混有研磨颗粒的保护气体全部输出,有效保证了隔绝防护装置内的清洁性。
本发明还提供了一种采用上述的电弧熔丝用镁合金丝材的前处理装置的电弧熔丝用镁合金丝材的前处理方法,它包括如下步骤:
S1:送丝机1送出的镁合金丝材3经导向滑轮2进行位置校正;
S2:位置校正完成的镁合金丝材3穿过盘式刮刀9,经盘式刮刀9预去除镁合金丝材3表面的影响熔丝的杂质,冷却喷头8向盘式刮刀9的刀口处喷洒冷却液,冷却液对盘式刮刀9进行降温,并对盘式刮刀9表面黏着的残余刮剥废料进行冲洗,冲洗废液及刮下的废料落入接料盘7内,接料盘7内的滤网式过滤结构滤出废液中的废料,并将过滤后的冷却液供给冷却喷头8;
S3:经盘式刮刀9预处理后的镁合金丝3材进入进丝防护套筒12中限位套筒一10的内腔中,然后依次穿过进丝隔绝罩31、限位套筒二11、左侧的旋转研磨轮17、电机一13的出力轴、限位套筒三14、电机二15的出力轴和右侧的旋转研磨轮17,在充有保护气体的进丝防护套筒12中,两个旋转研磨轮17对进给的镁合金丝材3进行表面研磨,研磨过程中,气泵20不断地将隔绝防护装置内腔中混有研磨灰尘的保护气体向外抽送,混有研磨灰尘的保护气体经灰尘过滤器19滤出其中的研磨灰尘后再供给保护气体进口27;
S4:研磨后的镁合金丝材3穿过出丝防护套筒23中的限位套筒五22、出丝隔绝罩24和限位套筒六30,最后经出丝口输出至电弧熔丝设备的送丝机29,立即投入使用。
本发明中未经描述的技术特征可以通过现有技术实现,在此不再赘述。本发明并不仅限于上述具体实施方式,本领域普通技术人员在本发明的实质范围内做出的变化、改型、添加或替换,也应属于本发明的保护范围。
- 一种电弧熔丝用镁合金丝材的前处理装置及前处理方法
- 一种适用于热锻模具电弧熔丝增材制造用丝材及其制备方法