一种风电叶片辅助粘接角粘接方法、异型定位块及叶片
文献发布时间:2023-06-19 10:25:58
技术领域
本发明涉及风电叶片生产领域,具体涉及一种风电叶片辅助粘接角粘接方法、异型定位块及叶片。
背景技术
风能作为一种清洁的可再生能源,取之不尽,用之不竭,越来越受到世界各国的重视;随着风力发电技术的进步,为了提高风能捕获,降低度电成本,风电机组的单机容量也从最初的十几千瓦发展到现在的兆瓦级,甚至向十兆瓦级、几十兆瓦级迈进。
叶片作为风电机组转换风能的关键部件,其设计与制造技术的发展对于整个机组的性能和可靠性至关重要,随着全球风电市场转向低风速和海上风场的风能开发,叶片长度不断增加,大叶型风电叶片在设计时均增加了辅助粘接角,辅助粘接角主要在风电叶片运行时承受部分后缘剪切载荷,辅助粘接角的有效定位粘接将直接影响风电叶片粘接工序精准限位设计。
现有辅助粘接角在合模粘接工序中,多采用D型限位块单边粘接限位技术,该方法在实施时存在以下劣势:辅助粘接角中后段的粘接面位于斜坡上,单边限位仅可保证单边不相对向内偏移,在模具锁紧时辅助粘接角中后段易发生另一侧的偏移,现有工序中粘接胶用量须有余量,无法准确控制;此外,粘接角偏移可直接导致粘接质量不稳定,质量缺陷频发,且因型腔小,维修难度大,质量风险高。
发明内容
本发明旨在提供一种防止辅助粘接角偏移,且提高叶片粘接质量的风电叶片辅助粘接角粘接方法、异型定位块及叶片。
为了解决上述技术问题,本发明采用以下技术方案:一种风电叶片辅助粘接角粘接方法,包括以下步骤:
在叶片蒙皮上定位并粘接多个D型限位块;
在叶片蒙皮上确定辅助粘接角位置,使所述辅助粘接角与所述D型限位块贴合;
在所述叶片蒙皮上粘接多个异型限位块,异型限位块位于可与所述辅助粘接角贴合的位置;
在所述叶片蒙皮和/或所述辅助粘接角上涂抹粘接胶,将所述辅助粘接角放置于所述D型限位块与所述异型限位块之间;
将叶片蒙皮合模成型。
进一步,所述辅助粘接角包括上翻边、下翻边和立面,所述两翻边分别用于与叶片的迎风面蒙皮、背风面蒙皮粘接,所述立面内侧与所述D型限位块之间镶嵌有I型限位块,且该I型限位块与所述下翻边、所述立面内侧和所述D型定位块紧密贴合。
进一步,所述异型限位块上的面C与所述叶片蒙皮固定粘接,且该异型限位块上的面D与所述立面外侧紧密贴合,所述面C与所述面D之间形成夹角α。
进一步,所述多个异型限位块沿辅助粘接角的轴向方向间隔布置在叶片蒙皮上,且包括至少两种不同夹角α角度的异型限位块。
进一步,所述辅助粘接角垂直粘接于所述迎风面蒙皮与所述背风面蒙皮之间。
进一步,在所述背风面蒙皮上,所述D型限位块、异型限位块轴向每隔2m对称粘接。
进一步,所述夹角α范围为70-80度。
进一步,所述I型限位块为矩形块,所述异型限位块、I型限位块的材料为PVC、SAN、PET泡沫芯材的任一种。
一种风电叶片辅助粘接角粘接用异型定位块,包括多个面,其中面C与叶片蒙皮固定粘接,面D与辅助粘接角的立面外侧紧密贴合,所述面C与所述面D之间形成夹角α。
一种风电叶片,包括至少两种不同夹角角度的所述异型定位块。
本发明与现有技术相比具有以下优点:
(1)本发明中将D型限位块粘接在辅助粘接角的下翻边一侧,且D型限位块的直角面对准辅助粘接角,与现有技术D型限位块放置位置相反,有效消除了现有技术中辅助粘接角翻边相对D型限位块圆角区域位置滑动的风险。
(2)本发明中设置有异型限位块,异型限位块粘接于辅助粘接角立面外侧,异型限位块根据背风面不同位置蒙皮的倾斜度制作对应匹配的角度,确保异型限位块与辅助粘接角稳定贴合,使异型限位块起到一定的支撑作用,避免辅助粘接角向后缘侧偏移,消除现有技术中辅助粘接角向后缘侧偏移的风险。
(3)本发明在辅助粘接角立面内侧与D型限位块之间镶嵌有I型限位块,确保了异型限位块、辅助粘接角、D型限位块之间面与面的紧密贴合,消除现有技术中,辅助粘接角立面内侧无限位、辅助粘接角翻边侧因尖锐将D型定位块铲除而向型腔内侧滑动的风险。
(4)本发明方法可以消除风电叶片在生产过程中辅助粘接角偏移问题,进而也可消除辅助粘接角偏移导致的粘接缺陷问题。
(5)本发明方法可以实现风电叶片辅助粘接角精准粘接,消除前期粘接不稳定问题,为风电叶片生产成本、质量、效率提升的前提条件。
(6)本发明方法可以有效解决风电叶片辅助粘接角粘接用胶量大的问题,减少合模粘接胶用量,减少叶片胶渣及运维问题。
附图说明
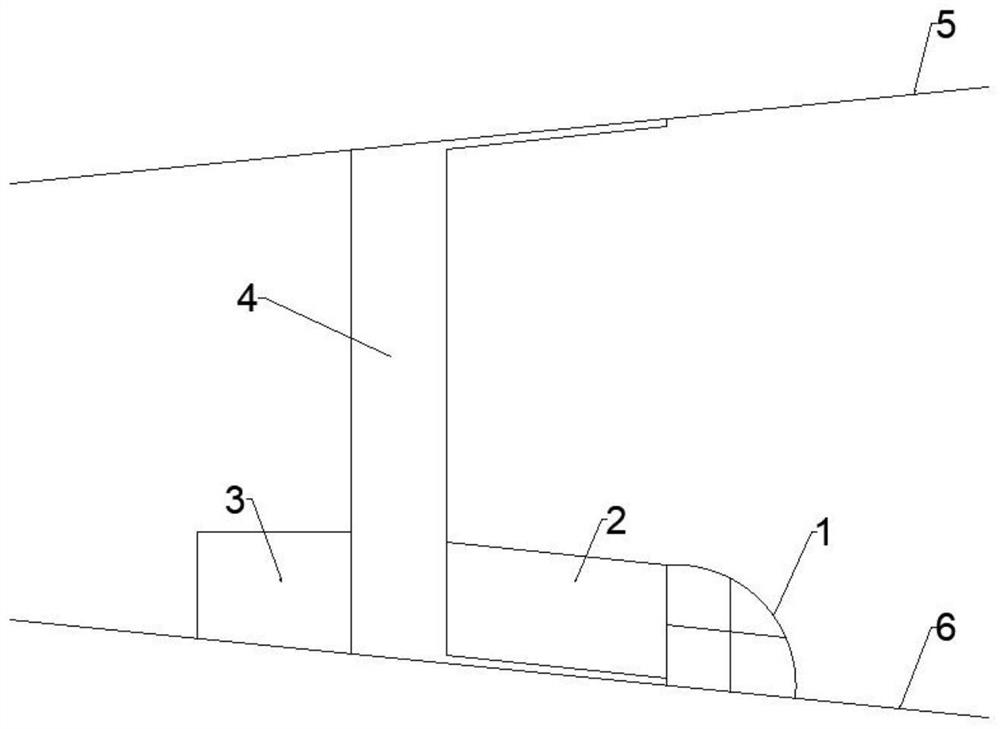
图1为本发明辅助粘接角粘接结构示意图;
图2为本发明中D型限位块结构示意图;
图3为本发明中I型限位块结构示意图;
图4为本发明中异型限位块结构示意图;
图5为本发明中辅助粘接角结构示意图。
图中:1、D型限位块,1-1、面B,1-2、面A,2、I型限位块,3、异型限位块,3-1、面C,3-2、面D,4、辅助粘接角,4-1、立面,4-2、下翻边,4-3、上翻边,5、迎风面蒙皮,6、背风面蒙皮。
具体实施方式
为更好的说明本发明的目的、技术方案和优点,下面将结合具体实施例对本发明作进一步说明。
实施例:优选地,以60米级别风电叶片辅助粘接角粘接为例;
辅助粘接角粘接位置一般处于叶片长度16%-85%区间内的后缘位置处,其中叶片长度16%-45%不会发生粘接面偏移情况,固采用D型限位块单边粘接限位技术,叶片长度45%-82%为辅助粘接角中后段,易发生粘接面偏移,采用本发明粘接方法,辅助粘接角与迎风面蒙皮、背风面蒙皮完全匹配;
①D型限位块粘接:分别撕除叶片迎风面蒙皮5与背风面蒙皮6表面灌注辅材材料,清理叶片型腔内杂物;其中,辅助粘接角4定位采用现有技术D型限位块单边定位,D型限位块在叶片长度16%-45%的背风面蒙皮6与迎风面蒙皮5上的定位参数参照辅助粘接角设计定位参数+辅助粘接角宽度+5mm的数据进行准确定位,辅助粘接角4上叶片长度45%-82%采用本发明粘接方法定位,其中D型限位块在背风面蒙皮6上的定位参数参照辅助粘接角设计定位参数+辅助粘接角宽度+5mm的数据进行准确定位,在叶片长度45%-82%处,在背风面蒙皮6上准确粘接D型限位块1,D型限位块1上的面B1-1通过涂抹粘接胶,将D型限位块1固定于背风面蒙皮6上;
②确定辅助粘接角位置:待D型限位块1粘接牢固后,使用吊车将辅助粘接角4放置在背风面蒙皮6上,根据模具标识,辅助粘接角4起点水平对准模具上的各个标识点,将辅助粘接角平稳放置在叶片长度16%-85%处,其中叶片长度45%-82%,确保辅助粘接角4的下翻边4-2外侧与背风面蒙皮6贴合,下翻边4-2顶端与D型限位块上的面A1-2对准贴合;
可替代的,根据辅助粘接角的设计或实际参数值,确定辅助粘接角与D型限位块的粘接位置关系,无需将辅助粘接角吊运至叶片蒙皮上。
③异型限位块粘接:叶片长度45%-82%处,在辅助粘接角4的立面4-1外侧相应位置处放置异型限位块3,异型限位块3与D型限位块1位置水平对齐,异型限位块3同D型限位块1轴向放置间距一致,即异型限位块3轴向每隔2-3m与D型限位块1水平对称放置,可以理解的,异型限位块3与D型限位块1也可不是一对一的数量关系,D型限位块1的数量可以大于异型限位块3数量;因背风面后缘蒙皮随着轴向位置的变化会呈现不同的倾斜度,异型限位块3可设置为梯形或三角形,异型限位块上分别与辅助粘接角和后缘蒙皮贴合的两面(面C3-1、面D3-2)形成夹角α,夹角α可随蒙皮曲面变化而变化,使异型限位块在限定位置上可同时与辅助粘接角和后缘蒙皮贴合,从而保证辅助粘接角与后缘蒙皮之间的准确定位关系,如在叶片长度45%-60%区间可采用α角度为77°的异型限位块3,在叶片长度60%-82%区间可采用α角度为74°的异型限位块3,异型限位块3上的面C3-1与背风面蒙皮6通过粘接胶固定连接、异型限位块3上的面D3-2与辅助粘接角4的立面4-1外侧完全贴合;
④辅助粘接角提出:如采用辅助粘接角吊放定位,则将辅助粘接角4从模具中完全提出,与背风面蒙皮6完全脱离;
⑤涂胶粘接:在迎风面蒙皮5、背风面蒙皮6上,分别将辅助粘接角上翻边4-3、下翻边4-2对应粘接位置处的脱模布撕除,在背风面蒙皮6后缘对应下翻边4-2的粘接位置处涂抹粘接胶,同时在上翻边4-3表面上涂抹粘接胶,将辅助粘接角4吊放至背风面蒙皮6粘接处,使辅助粘接角4的下翻边4-2通过粘接胶与背风面蒙皮6完全粘接,辅助粘接角4的下翻边4-2顶端与D型限位块1的面A1-2对准贴合,辅助粘接角4的立面4-1外侧与异型限位块3的面D3-2对准贴合;
⑥I型限位块放置:进一步的,在易发生粘接面偏移处,辅助粘接角4的立面4-1内侧与D型限位块1之间镶嵌I型限位块3,I型限位块为长方体,长60mm、高30mm、宽50mm,且该I型限位块3的下表面与下翻边4-2内侧完全贴合,I型限位块的长度等于辅助粘接角立面4-1内侧与面A1-2之间的距离,I型限位块长度方向上相对的表面分别与辅助粘接角立面4-1内侧及D型限位块表面1-2紧密贴合,从而确保了异型限位块、辅助粘接角、D型限位块之间面与面的紧密贴合;
⑦合模成型:将迎风面模具与背风面模具合模,使辅助粘接角4基本上垂直贴合粘接于迎风面蒙皮5与背风面蒙皮6之间,叶片合模固化成型。
本发明技术实施后,实现辅助粘接角精准定位,使得粘接胶的胶层厚度和使用量接近设计值,无需考虑因辅助粘接角错位而预留的粘接角余量。在60米级别叶片的生产中每支可节约约20kg粘接胶,占粘接胶用量的3%以上,粘接胶使用量的下降也使得叶片胶渣情况降低,有利于叶片流转效率的提升。
需要说明的是,以上实施例仅用以说明本发明的技术方案而非限制。尽管参照实施例对本发明进行了详细说明,本领域的普通技术人员应该理解,对本发明的技术方案进行修改或者等同替换,都不脱离本发明技术方案的精神和范围,其均应涵盖在本发明的权利要求范围当中。
- 一种风电叶片辅助粘接角粘接方法、异型定位块及叶片
- 一种风电叶片粘接角定位块