用于机动车内饰件的金属板网和其制造方法
文献发布时间:2023-06-19 11:03:41
技术领域
本发明涉及一种金属板网(Streckmetall),其通过设有齿的刀具重复地沉入金属片中产生,所述金属片沿进给方向引导通过拉伸装置,包括多个网孔,所述网孔具有接片,所述接片包围网孔开口,其中,包围网孔开口的接片彼此在节中连接,其中,每个网孔沿进给方向看具有网孔开口长度,所述网孔开口长度沿从两个彼此沿进给方向对置的节的节中点至节中点延伸的路线测量,每个网孔具有横向于进给方向看的网孔开口宽度,所述网孔开口宽度沿从两个横向于进给方向彼此对置的节的节中点至节中点延伸的路线测量,网孔横向于进给方向在行中并排并且平行于进给方向在轨道中相继设置。
背景技术
金属板网由现有技术充分已知。作为示例可以在此,说明DE 10 2005 002 017A1,其除了金属板网之外此外公开配备有确定的技术特征的用于制造金属板网的装置。
所述金属板网是金属板片,其通过非切削的加工设有大致菱形的开口。为此,金属板片沿进给方向在固定的和上下运动的刀具之间引导通过。刀具之一、通常可运动的刀具配备有齿状的轮廓。刀具齿刺入金属中并且排挤金属区段。在此,可运动的刀具横向于进给方向在两个沉入位置之间交替。因此产生菱形的开口。
按照拉伸刀具的构成,金属片通过加工沿进给方向、水平于进给方向(同义于横向于进给方向或垂直于进给方向或沿刀具沉入方向)或同时沿两个方向拉伸并且这样沿相应的方向经历尺寸变化。
金属板网在许多领域中使用,主要在建筑工业中,然而也在园艺中并且逐步也用于在汽车行业中的内饰件。
本发明尤其是针对用于汽车内饰件的金属板网制造。这样的金属板网的应用例如是用于车辆通风系统的空气流出开口的覆盖件,尤其是用于挡风玻璃的除霜器系统。为此参阅本申请人的DE 10 2017 126 315。其示出,怎样通过拉伸刀具的特别的齿几何结构可影响金属板网的网孔开口的开口横截面。在此,尤其是在行中并排设置的金属板网网孔的网孔形状改变,以便在流出方向方面影响从通风系统中逸出的空气。
由印刷上无据可查的现有技术已知,将金属板网用于制造机动车内部空间中的覆盖元件、尤其是用于扬声器的覆盖件。金属板网在此,具有比以塑料注塑部件引入的仿制结构较高档的观感。使用金属板网作为在车辆中的仪表板的覆盖件也通常在印刷上无据可查的现有技术中提到。
最高档的扬声器覆盖件目前通过冲压、铣削或蚀刻技术或通过激光雕刻技术以优质钢制造。这些技术能够实现,以非常个性化的设计制造变化的开口结构和大小并且尤其是实现对于观察者视觉上无过渡的开口尺寸变化。亦即这些制造方法都能够实现高的设计自由度,然而所述制造方法由于材料选择以及制造方法本身而具有高的成本。
发明内容
因此,本发明的任务是,提供一种用于制造用于轿车的内饰件的新型的材料,其能够实现视觉上有吸引力的构造变型并且在制造费用和成本结构方面介于标准金属板网和经加工的优质钢之间。
本发明首先由具有权利要求1的特征、尤其是其特征部分的特征的金属板网解决,据此,在金属板网的至少一个纵向区段上,在轨道中相继设置的网孔的网孔开口长度变化,其中,在行中并排设置的网孔的网孔开口长度是恒定的和/或在金属板网的至少一个纵向区段上,在轨道中并排设置的网孔的网孔开口宽度变化,其中,在行中并排设置的网孔的网孔开口宽度是恒定的。
按照本发明的金属板网首次提供网孔开口横截面、尤其是网孔开口长度和/或网孔开口宽度的沿进给方向看连续的尺寸变化。优选,尤其是不仅网孔开口长度而且网孔开口宽度同时变化,其中,一个行的网孔的网孔尺寸相同。
以这种方式产生开口的区域和封闭的区域之间的视觉上有吸引力的过渡。这样的金属板网可以因此例如第一次用于机动车扬声器覆盖件或例如也用于仪表板车辆的覆盖件,其中,与功能相关设有开口的区域过渡到光滑的、封闭的覆盖区域中。例如可设想,将这样的金属板网用于覆盖仪表板,扬声器开口装入在所述金属板网中。所述仪表板可以基本上保持封闭、亦即无开口。在扬声器的区域中存在需要的开口。然后通过使用本发明的教导给出过渡区域。在此,金属板网通过网孔开口宽度和/或网孔开口长度的尺寸变化形成封闭的和开口的区域之间的视觉上连续作用的过渡。因为不同的网孔开口尺寸通过拉伸刀具的沉入深度的变化实现,此外可实现,在边界区段中完全没有开口、而是仅还有压印部引入金属片中。
也可设想,使用金属板网作为覆盖件并且例如通过网孔开口长度和/或网孔开口宽度的连续变化在基本上平的或沿仅一个半径弯曲的面中产生视觉上的波纹效果。
本发明的一种优选的实施形式的特征在于,在轨道中相继设置的网孔的网孔开口宽度和/或网孔开口长度从行至行发生变化,尤其是当网孔开口宽度和/或网孔开口长度中的尺寸差从行至行这样如下确定时,即,在视觉上引起连续变化的网孔开口尺寸的印象。
这些特征确保金属板网的尽可能和谐的外观。
可能的是,在行中并排设置的并且在轨道中相继设置的网孔的接片宽度尽管存在网孔开口尺寸的变化是恒定的。
备选地规定,在行中并排设置的并且在轨道中相继设置的网孔的接片宽度如同对于网孔开口尺寸的变化那样而变化。
两个变型方案都允许,通过在金属板网中的开口的区域与封闭的区域的比例实现确定的视觉上的效果。
在另一种实施形式中规定,沿进给方向相继的网孔行的网孔形成组,其中,一组网孔的网孔开口宽度和/或网孔开口长度相同,然而网孔开口宽度和/或网孔开口长度在不同的组的网孔之间变化。
然后可能,一组的网孔的接片宽度是恒定的,然而从组至组不同。
备选地可设想,不同的组的网孔的接片宽度是恒定的。
最后规定,在行中并排设置的网孔的接片宽度是恒定的,然而在一组内从网孔行至网孔行不同。
本发明的任务然后由一种机动车内饰件、如扬声器覆盖件、空气排出器覆盖件或仪表板解决,其由按照权利要求1至9之一所述的金属板网制造。
最后,本发明的任务也由按照并列的权利要求10的用于制造金属板网的方法解决,其中,包围网孔开口的接片在节中彼此连接,其中,每个网孔沿进给方向看具有网孔长度,所述网孔长度从两个彼此沿进给方向对置的节的节中点至节中点测量,每个网孔具有横向于进给方向看的网孔宽度,所述网孔长度从两个横向于进给方向彼此对置的节的节中点至节中点测量,所述网孔横向于进给方向在行中并排并且平行于进给方向在轨道中相继设置,其特征在于,在保持拉伸装置的连续的刀具运动和金属片的连续的进给的情况下,适配刀具的沉入深度,由此使得相继设置的网孔的网孔开口长度和/或网孔开口宽度发生变化。
按照本发明的方法的特征尤其是在于,拉伸刀具的沉入深度在拉伸装置的连续的刀具运动和要加工的金属片连续地进给通过拉伸设备时,在其沉入深度方面进行适配。通过沉入深度的适配,网孔形状、尤其是网孔开口长度和/或网孔开口宽度可改变。可运动的拉伸刀具的逐渐减小的沉入深度导致减小的网孔长度或网孔宽度。拉伸刀具齿几何结构可以这样选择,使得网孔开口长度或网孔开口宽度基本上保持恒定。
结果是,可运动的拉伸刀具到要加工的金属板中的沉入深度可以在其最大的深度和0或几乎为0的深度之间,在进行的生产过程期间变化,亦即可调节出显著的行程变化。在直至800个行程每分钟的该背景下,这对调节机构和所属的控制装置提出很高的要求。然而可设想,用于生成具有连续变化的网孔长度的区段的行程数减小。减小至200个行程每分钟取决于用于达到一定的视觉作用所需的调节行程可能是必要的。
因此,首先是一种方法特征,刀具的沉入深度在这样确定大小的步骤中减小,使得视觉上引起连续变化的网孔长度和/或网孔宽度的印象。
备选地规定,金属片的进给速度在可运动的刀具的沉入深度的适配期间保持不变。
在按照本发明的方法的另一种设计中规定,通过改变进给速度来补偿在网孔的开口之间设置的接片的接片宽度的由刀具的沉入深度引起的尺寸变化。
然后可以设置,与用于适配可运动的刀具的沉入深度所需的时间成比例、超比例或欠比例地减小金属片的进给速度。
附图说明
此外,由后续的附图说明可看出本发明的其他的优点。图中:
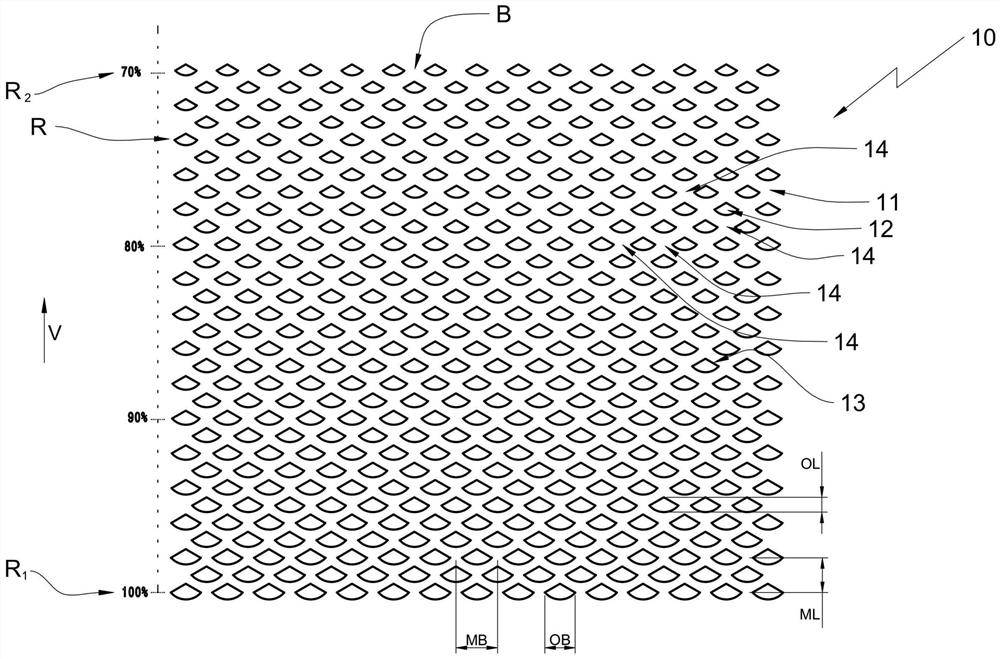
图1示出按照本发明的金属板网的第一实施形式;
图2示出按照本发明的金属板网的第二实施形式;
图3示出按照本发明的金属板网的第三实施形式;
图4示出按照本发明的金属板网的第四实施形式。
具体实施方式
在图中,按照本发明的金属板网或按照本发明的金属板网结构总体上设有附图标记10。
金属板网结构10由多个网孔11形成。每个网孔具有网孔开口12,所述网孔开口由接着也仅称为接片13的网孔接片13围住。包围网孔开口12的接片13彼此在所谓的节14中连接。
金属板网结构10被制造,其方式为,金属板沿进给方向V引导通过未示出的拉伸装置。在此,金属板在两个刀具之间被推动穿过。一个刀具固定地保持。另一个刀具可运动地保持。可运动的刀具一方面竖直上下运动,其中,所述刀具在每次向下运动中以拉伸齿沉入金属板中并且将板料非切削地排挤出。由此产生金属板中的通常菱形的开口。
网孔开口12或网孔11因此在行R中并排并且在轨道B中相继设置。在此要注意,可运动的拉伸刀具在两个沉入位置之间水平交替地来回运动。出于这个原因,两个相继设置的行R的网孔11或网孔开口12彼此错开地设置。
由此得出,前述的节14总是能在两个在轨道B中相继地和两个在行R中并排的网孔开口12之间找到。
金属板网结构10可以通过不同的尺寸来限定。一种可能性例如在于确定网孔尺寸。在此网孔11原则上具有网孔开口12和包围网孔开口12的接片区域。网孔长度ML从两个彼此沿进给方向V对置的、围住网孔开口12的节的节中点至节中点测量。因此网孔宽度MB从两个横向于进给方向、亦即水平对置的并且围住网孔开口12的节14的节中点至节中点测量。
然而这样限定的网孔尺寸不必然限定开口面积与接片面积的比例。在预定的网孔尺寸时,网孔开口12或接片13的尺寸、在此尤其是接片宽度可以变化。然而在此接片宽度取决于网孔开口12的大小。网孔开口12越大,则围住网孔开口12的接片13越窄。
如果要确定网孔开口尺寸,则为此主要可供使用的是网孔开口长度OL和网孔开口宽度OB。网孔开口长度OL沿一个路线测量,所述路线从两个沿进给方向V围住网孔开口12的节14的节中点至节中点延伸。网孔开口宽度OB与之相反沿如下路线测量,所述路线从两个横向于进给方向对置的、围住网孔开口12的节14的节中点至节中点延伸。
网孔开口宽度OB和网孔开口长度OL和就此相应的接片宽度能够通过拉伸刀具到金属板中的沉入深度变化,因为拉伸刀具齿通常锥形地构成。这具有尤其是制造技术的原因,因为拉伸刀具齿的锥形不只减小在拉伸刀具沉入金属板中时的力消耗,而且也确保在拉伸刀具的杠杆运动时金属板从拉伸刀具的简单的脱开。
接片宽度可以在恒定的网孔开口12中通过金属板通过拉伸装置的进给速度变化。增加的进给速度导致增加的接片宽度,减小的进给速度导致减小的接片宽度。
本发明认识到,这些参数的影响在运行的金属板网制造过程中、即在连续工作的拉伸装置中可以带来新型的金属板网结构10,其能够实现金属板网尤其是用于汽车内饰件、如扬声器覆盖件或仪表板的覆盖件的使用可能性。
借助图1至4现在首先说明不同的按照本发明的金属板网10或金属板网结构10。此外讨论制造方法和其变型。
图1示出金属板网结构10,其包括在轨道B中相继地并且在行R中并排设置的网孔11。
沿进给方向V在最后面的网孔行R
通过在网孔行R
该金属板网结构10可利用如下制造方法制造,其中,在保持金属片通过拉伸装置的恒定的进给速度的情况下,拉伸刀具到金属片中的沉入深度从网孔行R至网孔行R减小。在示出的示例中,网孔开口12的面积份额从网孔行R至网孔行R以分别10%减小。因此拉伸刀具的刀具行程在每个沉入运动之前应减小。
图2示出金属板网结构10,其中,相同的大小的多个在行R中并排设置的并且在轨道B中相继设置的网孔11或网孔开口12在组G
明显,组G
这再次通过拉伸设备的拉伸刀具的从组至组更小地调节的沉入深度实现。
如果将处于图1中的行R
通过进给量的提高,封闭的拉伸金属板面积的份额相比于以恒定的进给速度对拉伸板10的制造较快速地增加。因此例如从技术上必要的敞开的区域至视觉上期望的封闭的区域的过渡能够在较短的距离上制造。
图3示出金属板网结构10,其中,包括相同的大小的网孔开口12的在行R中并排设置的并且在轨道B中相继设置的相同的大小的网孔11在组G
最后图4示出另一个金属板网结构10。在该金属板网结构中,也形成具有一样大的网孔11和一样大的网孔开口12的行R的组,所述组在此以G
总体上,本发明示出金属板网10或金属板网结构10,其通过拉伸刀具的沉入深度和进给速度的变化一方面具有改变的网孔开口尺寸OB、OL并且另一方面具有改变的网孔尺寸MB、ML,以此能够实现不同的视觉效果。尤其是可能,通过网孔开口尺寸MB、ML的变化,金属板网10的开口区域相对于其封闭的区域发生变化。另一方面可能,当在减小的或提高的沉入深度时对进给速度对应地适配时,在金属板网10中的开口的和封闭的区域的比例基本上保持恒定。
附图标记列表
10 金属板网/金属板网结构
11 网孔
12 网孔开口
13 接片
14 节
G 网孔行的组
B 网孔轨道
R 网孔行
V 进给方向
ML 网孔长度
MB 网孔宽度
OL 开口长度
OB 开口宽度
- 用于机动车内饰件的金属板网和其制造方法
- 用于机动车内饰件的运动装置和内饰件