透气膜无纺布腿套的制备工艺
文献发布时间:2023-06-19 11:06:50
技术领域
本发明涉及一种透气膜无纺布腿套的制备工艺。
背景技术
在纺织行业中,为了提高面料的悬垂效果,手感效果,保暖效果等而把不同风格的面料粘贴在一起的过程,就叫复合。根据复合的材料不同,机器不同,一般可以分为胶水复合和热复合。
用于无纺布生产的三大纤维为:聚丙烯(占总数的62%)、聚酯(占总数的24%)和粘胶纤维(占总数的8%)。在1970~1985年间,粘胶纤维在生产中的应用最多但最近5年内,在卫生吸收材料及医药用纺织品领域,聚丙烯纤维和聚酯纤维的应用开始占优势。在早期的生产市场,尼龙的用量很大,从1998年开始,丙烯酸纤维的用量开始上升,特别是在人造革制造领域。
透气性薄膜简称透气膜,是能让空气和气体透过,但却能隔阻像水那样的液体的一种薄膜。是一种机能性材料,又被称作“会呼吸的薄膜-Breathable-Film”,通常应用于既要求透气又要求防水的场合。目前,透气膜在卫生、医药、建筑、汽车和体育运动工业中得到了广泛应用。
在医疗用品领域,采用无纺布和透气膜复合而成的产品具有过滤血、防病菌能力好的特点,如果采用弹性无纺布则制成的医用腿套还弹性优良;目前国外的做法是:复合膜(透气膜)、热熔胶、无纺布、弹性丝一次成型制成透气膜无纺布,然后再卷成环状后通过封口机热熔粘接而成透气膜无纺布腿套,但是这样弹性丝是喷上去的,不稳定,制成的透气膜无纺布的内面(即喷弹性丝的那一面)有间隙;国内目前的做法是先制成弹性无纺布,再将膜复合上去,然后再卷成环状后通过封口机热熔粘接而成透气膜无纺布腿套,但这两种做法都没能解决一个问题:就是在封口机热熔时由于无纺布表面已经复合了一层透气膜,这样在封口机热熔时为使得连接处两边的无纺布能够连接起来,上下烫板的温度要达到无纺布的复合熔点,而无纺布的复合熔点高于透气膜的复合熔点,这样在将透气膜无纺布制成腿套的过程中会将膜融化掉,导致虽然最后能连接成环状,但是在无纺布腿套的连接处会出现没有透气膜的情况,这样在连接处无法过滤血、防病菌,会导致产品不合格,不符合医用产品的要求。
发明内容
本发明主要解决的技术问题在于,提供一种透气膜无纺布腿套的制备工艺,能保证透气膜无纺布在制成腿套时其连接处仍然完整保有透气膜,保证腿套整体的抗菌能力及弹性的均匀性。
本发明解决其技术问题所采用的技术方案是:透气膜无纺布腿套的制备工艺,包括通过封口机将透气膜无纺布热熔粘合成腿套的工序或包括通过封口机将弹性无纺布热熔粘合成腿套基体的工序。
作为本发明透气膜无纺布腿套的制备工艺的进一步改进,制备工艺包括如下步骤:
a.通过复合机先将一个单位长度的弹性丝拉伸至三个单位长度;
b.根据无纺布的材质选择长度小于步骤a所述的三个单位长度的无纺布,通过复合机将其拉伸至三个单位长度;
c.通过复合机将步骤a中拉伸后的弹性丝和步骤b中拉伸后的无纺布复合成弹性无纺布;
d.操作复合机将作用在弹性无纺布两边的拉力卸去让弹性无纺布自然回弹;再通过复合机将已经回弹过的弹性无纺布拉伸至步骤a所述的三个单位长度后与三个单位长度的透气膜复合制成透气膜无纺布;
e.将步骤d中的透气膜无纺布存放于15±10℃的环境下静置15至30天;
f.将静置后的透气膜无纺布裁切成长方形后沿宽度方向卷成环状,通过封口机在环状连接处将透气膜无纺布热熔粘合成腿套。整个工艺中涉及的透气膜、热熔胶、无纺布、氨纶丝都可以在市面上直接买到;尺寸的变化其实2.5倍至3倍都是可以的,最终一般期望达到2.5倍的一个拉伸,但由于无纺布会回弹,因此一般在前期的复合拉伸时采用高于2.5倍的拉伸倍率,如3倍;采用先制成弹性无纺布再与膜复合的方式而非国外的一次成型,这样采用的是弹性丝与无纺布复合的方式而非向无纺布喷弹性丝的方式,避免了制成的透气膜无纺布背面会出现间隙的瑕疵。
作为本发明透气膜无纺布腿套的制备工艺的另一种改进,制备工艺包括如下步骤:
a.将弹性无纺布裁切成长方形后沿宽度方向卷成环状,通过封口机在环状连接处将弹性无纺布热熔粘合成腿套基体;
b.选择尺寸刚好可以包覆在腿套基体外周的透气膜将其卷成环状,通过封口机在环状连接处将透气膜热熔粘合;
c.通过复合机将步骤a中的腿套基体和步骤b中的透气膜复合制成腿套;
先将无纺布制成环状,然后透气膜也通过封口机制成环状后再复合,这样可以分别设置封口机的热烫板的温度以实现分别热熔连接成环状。
作为本发明透气膜无纺布腿套的制备工艺的进一步改进,在步骤f中,封口机的上烫板和下烫板的加热温度为无纺布的复合熔点,封口机的下烫板连接有冷却水管;所述下烫板中空,冷却水管在中空腔内呈若干个“S”形首尾相接的形状。这样可以通过冷却水管的设置使得下烫板的温度恰好为透气膜的复合熔点温度,而上烫板依然为无纺布的复合熔点温度,这样热熔连接不会出现连接处透气膜被融化掉(而透气膜被融化掉则使得腿套在连接处抗菌能力下降甚至直接无法阻隔病菌)的情况。
作为本发明透气膜无纺布腿套的制备工艺的进一步改进,无纺布采用聚丙烯或聚乙烯制成;所述弹性丝为氨纶丝。不过目前都是采用聚丙烯制成无纺布的多。透气膜为PE和PP熔化成熔体后流涎骤冷加工而成,透气膜无弹性,靠弹性丝的收缩来控制膜的弹性。
作为本发明透气膜无纺布腿套的制备工艺的进一步改进,在步骤d中,复合工艺为采用热熔胶的胶水复合工艺。所用胶为热熔胶,市面上的绝大多数热熔胶都可用。
作为本发明透气膜无纺布腿套的制备工艺的进一步改进,在步骤c中,复合工艺为采用热熔胶的胶水复合工艺。
作为本发明透气膜无纺布腿套的制备工艺的进一步改进,在步骤d中,复合工艺采用电加热后复合。优选方案当然还是采用热熔胶的胶水复合工艺。
作为本发明透气膜无纺布腿套的制备工艺的进一步改进,在步骤c中,复合工艺采用电加热后复合。优选方案仍是采用热熔胶的胶水复合工艺。
作为本发明透气膜无纺布腿套的制备工艺的进一步改进,在步骤a中,封口机的上烫板和下烫板的加热温度为无纺布的复合熔点;在所述步骤b中,封口机的上烫板和下烫板的加热温度为透气膜的复合熔点。
本发明能保证透气膜无纺布在制成腿套时其连接处仍然完整保有透气膜,保证腿套整体的抗菌能力及弹性的均匀性,抗菌能力达到AMMI 3级,安全系数更高,达到医用三类产品的要求,防护等级达到2A级;采用先制成弹性无纺布再与膜复合的方式而非国外的一次成型,这样采用的是弹性丝与无纺布复合的方式而非向无纺布喷弹性丝的方式,避免了制成的透气膜无纺布背面会出现间隙的瑕疵。
附图说明
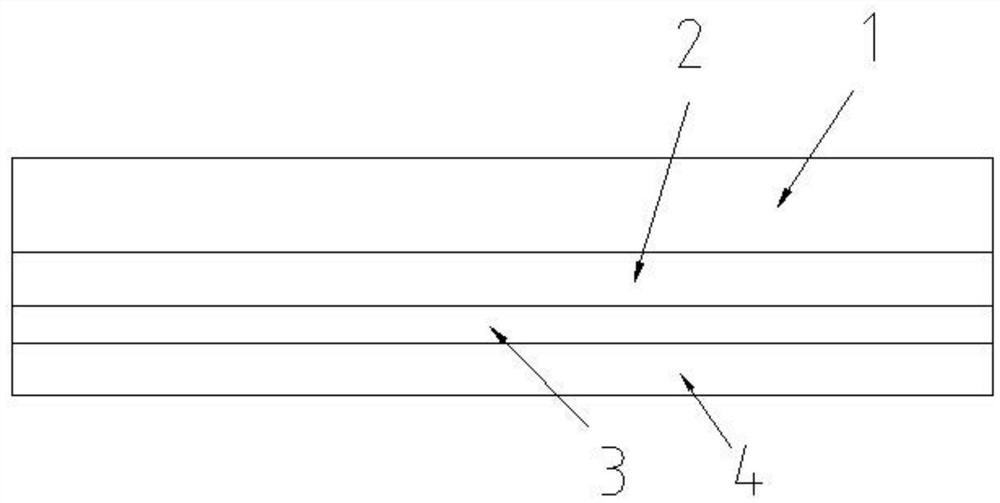
图1为采用本发明透气膜无纺布腿套的制备工艺实施例一制成的透气膜无纺布的层次结构示意图;
图2为实施例一的加工示意图;
图3为图2中下烫板的俯视图;
图4为实施例二的加工示意图。
图中:1、透气膜 2、热熔胶 3、无纺布 4、氨纶丝 5、上烫板 6、下烫板 7、冷却水管。
具体实施方式
为了对本发明的技术特征、目的以及效果有更加清楚地了解,现对照附图详细说明本发明的具体实施方式。
实施例一:
透气膜无纺布腿套的制备工艺,包括如下步骤:
a.通过复合机先将一个单位长度的氨纶丝4拉伸至三个单位长度;
b.选择长度小于步骤a所述的三个单位长度的聚丙烯制成的无纺布3,通过复合机将其拉伸至三个单位长度;
c.通过复合机将步骤a中拉伸后的氨纶丝4和步骤b中拉伸后的无纺布3采用热熔胶2胶水复合成弹性无纺布;
d.操作复合机将作用在弹性无纺布两边的拉力卸去让弹性无纺布自然回弹;再通过复合机将已经回弹过的弹性无纺布拉伸至步骤a所述的三个单位长度后与三个单位长度的透气膜1复合制成透气膜无纺布;制成的透气膜无纺布的层次结构如图1所示,由上至下依次是透气膜1、热熔胶2和弹性无纺布,弹性无纺布的层次结构是上层的无纺布3和下层的氨纶丝4。
e.将步骤d中的透气膜无纺布存放于15±10℃的环境下静置15至30天;
f.将静置后的透气膜无纺布裁切成长方形后沿宽度方向卷成环状,通过封口机在环状连接处将透气膜无纺布热熔粘合成腿套。封口机的上烫板和下烫板的加热温度为无纺布3的复合熔点(上烫板5的温度为无纺布3的复合熔点),封口机的下烫板6连接有冷却水管7。下烫板6中空,冷却水管7在中空腔内呈若干个“S”形首尾相接的形状,通过设置冷却水管7的情况可以实现下烫板6的热熔温度恰好等于透气膜1的复合熔点的温度;加工示意图如图2、图3所示。其中复合张力为45~55N/cm
采用本制备工艺制得的无纺布腿套,其过滤血、防病菌能力强,通过抗菌测试其抗菌能力达到AMMI 3级;弹性系数为3~5N/cm;安全系数更高,符合医用三类产品,防护等级达到2A级;穿戴后的压力维持在5.33~8.00KPa,防静脉曲张的能力好;采用恒定压差测流量法使用Gurley-4110透气度测试仪对本发明进行透气性能的测试,通过对20个本腿套的测试,其测试结果均值为为20.13L/h;本发明在抑菌效果上抑菌率达到95%左右、未表现出细胞毒性,具有极好地生物相容性和很低的细胞毒性;断裂强度达到30~60N。
实施例二:
与实施例一的不同在于:制备工艺包括如下步骤:
a.将弹性无纺布(可以是直接买来的弹性无纺布,也可以是仿照实施例一制成的弹性无纺布)裁切成长方形后沿宽度方向卷成环状,通过封口机在环状连接处将弹性无纺布热熔粘合成腿套基体;无纺布3为聚丙烯制成或聚乙烯制成。其中,封口机的上烫板和下烫板的加热温度为无纺布3的复合熔点。
b.选择尺寸刚好可以包覆在腿套基体外周的透气膜1将其卷成环状,通过封口机在环状连接处将透气膜1热熔粘合;其中,封口机的上烫板和下烫板的加热温度为透气膜1的复合熔点。
c.通过复合机将步骤a中的腿套基体和步骤b中的透气膜1胶水复合制成腿套;加工过程如图4所示。
以上内容是结合具体的优选技术方案对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本发明的保护范围。
- 透气膜无纺布腿套的制备工艺
- 无纺布腿套复合机