一种绿色环保铝型材喷涂前处理工艺
文献发布时间:2023-06-19 11:19:16
技术领域
本发明涉及铝合金加工技术领域,尤其涉及一种绿色环保铝型材喷涂前处理工艺。
背景技术
传统的铝合金型材喷涂前处理工艺主要采用酸洗铬化工艺,其中的酸洗工序除油效果好;铬化处理后则在铝型材表面形成铬化膜,耐蚀性能强。但是酸洗铬化工艺也存在一定的不足,具体表现在:第一,普通的酸对铝合金表面氧化膜的清除效率不高,不能高效地满足工业生产,因此在生产除油剂的时候往往会加入无机强酸-氢氟酸,与铝合金迅速反应,提高清除效率。我国废水排放标准中对氟离子含量规定严格,含氟废水不能随意排放,需要先除氟方能排放,通常的废水除氟工艺是在废水中加入氢氧化钙,生成氟化钙析出。氟化钙是一种工业危废,据2019年最新统计,我国铝型材产量在1900万吨左右,其中喷涂型材占比为60-70%,每生产1吨铝型材,至少产生6%废渣,也就是60kg废渣。经过测算,2019年的废渣量在68.4-79.8万吨之间。我国新出台的环保法规定,工业危废要出厂要缴交处理费,每吨400元,废渣处理费金额高昂,大大增加了生产成本。更重要的是,六七十万吨的工业危废可能对环境所造成恶劣影响,危害我们的子孙后代的生存与发展。第二,虽然铬化膜的耐蚀性好,也能提高喷涂涂层附着性,但铬作为一种重金属,对人体伤害是很大的,废水排放标准要求铬的浓度非常低,因此处理废水时又产生大量的危废铬渣。
发明内容
因此,针对以上内容,本发明提供一种绿色环保铝型材喷涂前处理工艺,解决现有铝型材喷涂前处理工艺产生大量的含氟、含铬工业废渣,不仅处理费用高昂,而且易污染环境以及水资源的问题。
为达到上述目的,本发明是通过以下技术方案实现的:
一种绿色环保铝型材喷涂前处理工艺,所述铝型材顶部吊挂在连续输送系统上,输送过程中进行各种喷涂前处理,具体包括以下步骤:
(1)水洗:
用自来水对铝型材进行清洗,除尘除屑;
(2)碱洗除油:
将脱脂剂溶解于水中配成脱脂液,对铝型材进行喷淋除油,所述脱脂剂包括以下重量份计的各组分:氢氧化钠15-20份、氢氧化钾5-10份、氢氧化铝1-2份、葡萄糖酸钠4-6份、亚硝酸钠3-5份、硫代硫酸钠0.1-0.3份;
(3)水洗:
用自来水清洗碱洗除油后的铝型材表面;
(4)中和:
用硫酸溶液喷淋铝型材表面,除去碱洗除油后产生并残留于铝型材表面的氧化物挂灰;
(5)水洗:
(6)纯水洗:
(7)无铬钝化:
将无铬钝化剂溶解于水中配成钝化液,喷淋在铝型材表面,对铝型材进行表面钝化处理;
(8)烘干。
进一步的改进是:步骤(2)中脱脂液的浓度为1.5-2%。
进一步的改进是:所述脱脂液循环使用,监测脱脂液的离子浓度并控制在以下范围内:游离碱点数6-20g/L,铝离子浓度≤15g/L,若超出该范围需要及时补充。
进一步的改进是:步骤(2)碱洗除后铝型材的蚀刻量>0.5g/m
进一步的改进是:步骤(3)水洗的次数至少两次。
进一步的改进是:步骤(4)硫酸溶液的浓度为0.6-0.8%。
进一步的改进是:步骤(5)水洗的次数至少两次。
进一步的改进是:步骤(6)中纯水的电导率<80us/cm,pH>5。
进一步的改进是:步骤(7)钝化时间15-30s,钝化液浓度为0.4%。
进一步的改进是:步骤(7)钝化液pH要求在2.8-3.8范围内,电导率在200-600us/cm范围内。
进一步的改进是:步骤(7)钝化液要求pH在3.2-3.6范围内,电导率在280-450us/cm范围内。
进一步的改进是:烘干温度为80-100℃,时间10-30min。
通过采用前述技术方案,本发明的有益效果是:
本发明的铝型材喷涂前处理工艺采用碱性除油配合无铬钝化技术,克服了现有采用酸洗铬化处理工艺废水中含有大量的氟离子、铬离子,废水处理后又产生氟渣和铬渣这些工业危废的问题。本发明在现有工艺的基础上进行优化改进,没有额外增加新的繁琐处理工序,采用现有的设备装置处理即可,无需进行更换改动,废水中无氟无铬,废水处理后不再产生氟渣和铬渣,只有普通的固废氢氧化铝,氢氧化铝废渣可以作为生产原料,制备工业净水剂聚合氯化铝,这样不仅变废为宝,创造经济效益,实现铝的全利用,也充分展现了“绿色化学”的经济理念。
碱性除油其实是老工艺,但现在却很少应用在除油上,这主要是因为传统碱洗除油技术有瑕疵,具体表现在:(1)铝合金的碱蚀反应受合金成分的影响,有明显金属间化合物的择优浸蚀现象,无法进行均匀的普遍腐蚀,得不到均匀的金属表面。(2)碱蚀除油槽中,铝离子的含量会随着生产的进行越来越高,槽液变得越来越粘稠,槽液的带出量很大,导致铝型材表面粘附的碱液也越多,不利于后续进行除灰。本发明对碱性除油过程采用的脱脂剂进行大量研究,寻找合适的表面活性剂、缓蚀剂和络合剂等组成添加剂,最终确定了脱脂剂的组分,包括以下重量份计的各组分:氢氧化钠15-20份、氢氧化钾5-10份、氢氧化铝1-2份、葡萄糖酸钠4-6份、亚硝酸钠3-5份、硫代硫酸钠0.1-0.3份,可以很好的解决铝合金表面均匀腐蚀以及槽液粘稠问题。
附图说明
图1是现有的铝型材喷涂前处理工艺路线图;
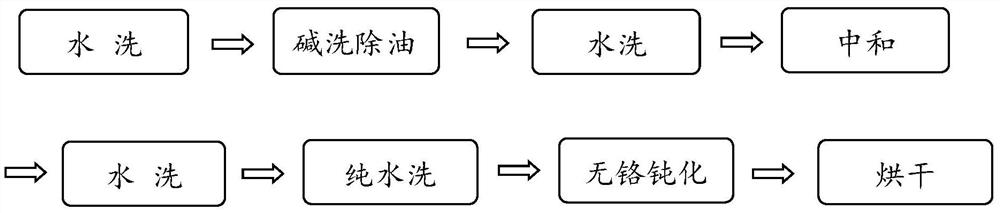
图2是本发明的铝型材喷涂前处理工艺路线图。
具体实施方式
以下将结合具体实施例来详细说明本发明的实施方式,借此对本发明如何应用技术手段来解决技术问题,并达成技术效果的实现过程能充分理解并据以实施。
若未特别指明,实施例中所采用的技术手段为本领域技术人员所熟知的常规手段,所采用的试剂和产品也均为可商业获得的。
实施例一
一种绿色环保铝型材喷涂前处理工艺,所述铝型材顶部吊挂在连续输送系统上,输送过程中进行各种喷涂前处理,具体包括以下步骤:
(1)水洗:
用自来水对铝型材进行清洗,除尘除屑;
(2)碱洗除油:
将脱脂剂溶解于水中配成脱脂液,脱脂液的浓度为1.5%,对铝型材进行喷淋除油,所述脱脂剂包括以下重量份计的各组分:氢氧化钠15份、氢氧化钾8份、氢氧化铝1份、葡萄糖酸钠5份、亚硝酸钠5份、硫代硫酸钠0.1份;
所述脱脂液循环使用,监测脱脂液的离子浓度并控制在以下范围内:游离碱点数6-20g/L,铝离子浓度≤15g/L,若超出该范围需要及时补充,碱洗除后铝型材的蚀刻量>0.5g/m
(3)水洗:
用自来水清洗碱洗除油后的铝型材表面,水洗的次数为两次;
(4)中和:
用浓度为0.6%的硫酸溶液喷淋铝型材表面,除去碱洗除油后产生并残留于铝型材表面的氧化物挂灰;
(5)水洗:
用自来水清洗铝型材表面,水洗的次数为两次;
(6)纯水洗:
用纯水清洗铝型材表面,控制纯水的电导率<80us/cm,pH>5;
(7)无铬钝化:
将氟锆酸溶解于水中配成钝化液,喷淋在铝型材表面,对铝型材进行表面钝化处理,钝化液浓度为0.4%,钝化时间15s,钝化液要求pH在2.8-3.8范围内,电导率在200-600us/cm范围内;
(8)烘干:
无铬钝化处理后的铝型材免水洗,直接在80℃温度下进行烘干,烘干时间为30min。
在本实施例处理后铝型材表面喷涂粉末涂料(或氟碳漆),根据GB/T5237.4-2017标准检测喷粉型材的各项性能。以热固性聚酯涂料(MF-PT3635)为例,测试结果如表1所示。
表1
实施例二
一种绿色环保铝型材喷涂前处理工艺,所述铝型材顶部吊挂在连续输送系统上,输送过程中进行各种喷涂前处理,具体包括以下步骤:
(1)水洗:
用自来水对铝型材进行清洗,除尘除屑;
(2)碱洗除油:
将脱脂剂溶解于水中配成脱脂液,脱脂液的浓度为1.8%,对铝型材进行喷淋除油,所述脱脂剂包括以下重量份计的各组分:氢氧化钠18份、氢氧化钾10份、氢氧化铝1.5份、葡萄糖酸钠4份、亚硝酸4份、硫代硫酸钠0.2份;
所述脱脂液循环使用,监测脱脂液的离子浓度并控制在以下范围内:游离碱点数6-20g/L,铝离子浓度≤15g/L,若超出该范围需要及时补充,碱洗除后铝型材的蚀刻量>0.5g/m
(3)水洗:
用自来水清洗碱洗除油后的铝型材表面,水洗的次数为两次;
(4)中和:
用浓度为0.7%的硫酸溶液喷淋铝型材表面,除去碱洗除油后产生并残留于铝型材表面的氧化物挂灰;
(5)水洗:
用自来水清洗铝型材表面,水洗的次数为两次;
(6)纯水洗:
用纯水清洗铝型材表面,控制纯水的电导率<80us/cm,pH>5;
(7)无铬钝化:
将氟锆酸溶解于水中配成钝化液,喷淋在铝型材表面,对铝型材进行表面钝化处理,钝化液浓度为0.4%,钝化时间22s,钝化液要求pH在3.2-3.6范围内,电导率在280-450us/cm范围内;
(8)烘干:
无铬钝化处理后的铝型材免水洗,直接在100℃温度下进行烘干,烘干时间为10min。
在本实施例处理后铝型材表面喷涂热固性聚酯涂料,根据GB/T 5237.4-2017标准检测喷粉型材的各项性能。测试结果见表2。
表2
实施例三
一种绿色环保铝型材喷涂前处理工艺,所述铝型材顶部吊挂在连续输送系统上,输送过程中进行各种喷涂前处理,具体包括以下步骤:
(1)水洗:
用自来水对铝型材进行清洗,除尘除屑;
(2)碱洗除油:
将脱脂剂溶解于水中配成脱脂液,脱脂液的浓度为2%,对铝型材进行喷淋除油,所述脱脂剂包括以下重量份计的各组分:氢氧化钠20份、氢氧化钾5份、氢氧化铝2份、葡萄糖酸钠6份、亚硝酸钠3份、硫代硫酸钠0.3份;
所述脱脂液循环使用,监测脱脂液的离子浓度并控制在以下范围内:游离碱点数6-20g/L,铝离子浓度≤15g/L,若超出该范围需要及时补充,碱洗除后铝型材的蚀刻量>0.5g/m
(3)水洗:
用自来水清洗碱洗除油后的铝型材表面,水洗的次数为两次;
(4)中和:
用浓度为0.8%的硫酸溶液喷淋铝型材表面,除去碱洗除油后产生并残留于铝型材表面的氧化物挂灰;
(5)水洗:
用自来水清洗铝型材表面,水洗的次数为两次;
(6)纯水洗:
用纯水清洗铝型材表面,控制纯水的电导率<80us/cm,pH>5;
(7)无铬钝化:
将氟锆酸溶解于水中配成钝化液,喷淋在铝型材表面,对铝型材进行表面钝化处理,钝化液浓度为0.4%,钝化时间30s,钝化液要求pH在3.2-3.6范围内,电导率在280-450us/cm范围内;
(8)烘干:
无铬钝化处理后的铝型材免水洗,直接在90℃温度下进行烘干,烘干时间为20min。
在本实施例处理后铝型材表面喷涂热固性聚酯涂料,根据GB/T 5237.4-2017标准检测喷粉型材的各项性能。测试结果见表3。
表3
由表1-3可以看出,采用本发明技术方案处理的铝型材,喷涂涂料后的所有相关技术指标达到国家标准,完全能够满足工业需求,可以大规模推广应用。
控制脱脂液浓度以便保证除油效果,清除干净表面氧化膜,脱脂液浓度过低或过高,都会影响钝化成膜效果,降低涂料在铝型材表面的附着力。脱脂液浓度过低还会造成除油效率低,生产效率下降。游离碱度也是重要的控制指标,游离碱度过低,除油效果相对较差;游离碱度过高,不仅造成材料浪费,也给后道水洗工序增加负担。钝化液的pH值以及电导率的大小对转化膜的形成起着重要的作用,pH值以及电导率过高或过低都会加剧钝化反应的难度,造成成膜困难或成膜不完全,以及出现膜层粉化的情况。本发明将钝化液pH值控制在2.8-3.8范围内,电导率控制在200-600us/cm范围内,可以在铝型材表面生成转化膜,提高漆膜的附着力和耐腐蚀性。更为优选,钝化液pH在3.2-3.6范围内,电导率在280-450us/cm范围内,钝化成膜效果更加稳定、优异。自来水中含有一定量的氯离子和次氯酸根,若水洗后直接进行无铬钝化处理,转化膜化学键的稳定性容易受到氯离子和次氯酸根破坏,因此需要在无铬钝化前用纯水清洗铝型材表面。纯水电导率控制在80us/cm以内,若电导率过高,说明纯水内含有大量具有导电性的杂质,容易影响转化膜的性能。碱性除油后用自来水水洗两次,避免单次水洗后仍残留在铝型材表面的碱液影响中和工序的进行;同理,中和后用自来水水洗两次,避免单次水洗后仍残留在铝型材表面的硫酸影响钝化工序的进行。
以上所记载,仅为利用本创作技术内容的实施例,任何熟悉本项技艺者运用本创作所做的修饰、变化,皆属本创作主张的专利范围,而不限于实施例所揭示者。
- 一种绿色环保铝型材喷涂前处理工艺
- 喷涂前处理装置及喷涂前处理工艺