一种泡沫成型工艺
文献发布时间:2023-06-19 11:24:21
技术领域
本发明涉及包装箱生产工艺技术领域,尤其涉及一种泡沫成型工艺。
背景技术
塑料泡沫制品是一种化学材料,全称聚苯乙烯泡沫塑料,由于其质轻、坚固、吸震、低吸潮、易成型及良好的耐水性、绝热性、价格低等特点,被广泛地应用于包装、保温、防水、隔热、减震等领域,是当今世界上应用最广泛的塑料之一。可应用于电器、仪器仪表、工艺品和其它易损贵重物品的防震包装以及快餐食品的包装等方面。
现有的聚乙烯泡沫塑料,是以聚乙烯树脂为主料,偶氮二甲酰胺为发泡剂,过氧化二异丙苯为交联剂,配入阻燃剂、发助剂等材料,经发泡处理而制成的。它的不足之处是压缩永久变型率大,一般的40-45倍发泡体其压缩永久变型率在12%左右。目前聚乙烯泡沫塑料的成型工艺采用三次加热,第一次是预热,第二次是模具两面分别穿透加热(二次发泡),第三次是模具两面再进行同时加热,此种加热方式相对消耗的能耗较大,不利于节约生产成本。
发明内容
本发明旨在解决现有技术中存在的技术问题。为此,本发明提供一种泡沫成型工艺,目的是简化工艺步骤,降低能耗。
基于上述目的,本发明提供了一种泡沫成型工艺,包括如下步骤:
步骤一、对含有发泡剂的EPS颗粒预发泡以形成内部充满泡孔的泡沫粒子;
步骤二、对预发泡后的泡沫粒子冷却熟化;
步骤三、将冷却熟化后的泡沫粒子导入成型模腔,经蒸汽加热一次成型形成与模腔形状相同的泡沫塑料制品;
步骤四、将步骤三得到的泡沫塑料制品进行烘干,即得。
所述步骤一中预发泡的温度为85-92℃。
所述发泡剂为戊烷,EPS颗粒中戊烷的质量分数为5%。
所述步骤一中采用管道蒸汽加热进行预发泡,蒸汽冷凝水排入循环水池。
所述步骤二中冷却熟化的方法是将预发泡后的泡沫粒子通过输送管道及风机的吹送进入熟化仓,熟化的温度为20-26℃,熟化时间为4-5h。
所述步骤三中蒸汽加热一次成型的方法是先向成型模腔内通入压力为0.08Mpa蒸汽预热30s,加料后用压力0.08-0.16Mpa的蒸汽加热30s,使泡沫粒子发泡膨大,并相互连接成整块,形成与模腔形状相同的泡沫塑料制品,然后立即通冷水冷却后脱模。
所述步骤三蒸汽加热采用管道蒸汽加热进行热压发泡成型,蒸汽冷凝水排入循环水池。
通过冷却水循环系统向成型模腔通入冷水。
所述烘干的温度为50-60℃,烘干时间为7.5-8.5h。
还包括对预发泡、成型及烘干过程中产生的尾气进行尾气处理的步骤。
本发明的有益效果:本发明简化了泡沫塑料制品的成型工艺,降低生产过程中的能耗,进而达到节约资源和生产成本的效果。成型加热过程中,由于冷凝产生的蒸汽冷凝水回收到冷却水循环系统,节约了水资源,便于循环使用。并且,本发明的成型工艺过程中,避免了穿透加热过程中多次启停排污阀、蒸汽阀的控制操作,在满足产品质量的前提下,能够减小生产过程中的噪音。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
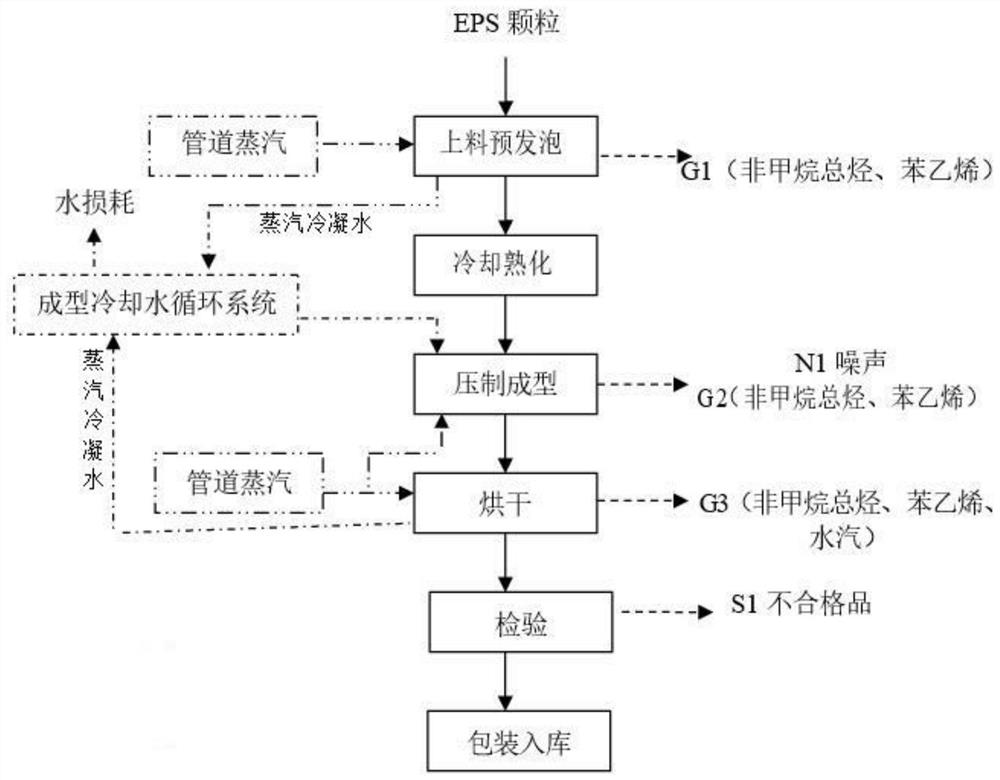
图1为本发明的工艺流程图。
图中,G-废气;S-固废;N-噪声。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚明白,以下结合具体实施例,并参照附图,对本发明进一步详细说明。
需要说明的是,除非另外定义,本发明实施例使用的技术术语或者科学术语应当为本公开所属领域内具有一般技能的人士所理解的通常意义。本公开中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。“包括”或者“包含”等类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
如图1所示,本发明涉及一种泡沫成型工艺,包括如下步骤:
步骤一、对含有发泡剂的EPS颗粒预发泡以形成内部充满泡孔的泡沫粒子;
步骤二、对预发泡后的泡沫粒子冷却熟化;
步骤三、将冷却熟化后的泡沫粒子导入成型模腔,经蒸汽加热一次成型形成与模腔形状相同的泡沫塑料制品;
步骤四、将步骤三得到的泡沫塑料制品进行烘干,即得。
在成型模腔采用一次加热成型工艺,简化了泡沫塑料制品的成型工艺,降低生产过程中的能耗,进而达到节约资源和生产成本的效果。成型加热过程中,由于冷凝产生的蒸汽冷凝水回收到冷却水循环系统,节约了水资源,便于循环使用。
其中,步骤一中预发泡的温度为85-92℃。发泡剂优选为戊烷,EPS颗粒中戊烷的质量分数为5%。
为了便于加热,以及便于回收利用蒸汽加热过程中产生的冷凝水,步骤一中采用管道蒸汽加热进行预发泡,蒸汽冷凝水排入循环水池。
优选的,步骤二中冷却熟化的方法是将预发泡后的泡沫粒子通过输送管道及风机的吹送进入熟化仓,熟化的温度为20-26℃,熟化时间为4-5h。
优选的,步骤三中蒸汽加热一次成型的方法是先向成型模腔内通入压力为0.08Mpa蒸汽预热30s,加料后用压力0.08-0.16Mpa的蒸汽加热30s,使泡沫粒子发泡膨大,并相互连接成整块,形成与模腔形状相同的泡沫塑料制品,然后立即通冷水冷却后脱模。烘干的温度为50-60℃,烘干时间为7.5-8.5h。
为了便于热压发泡,步骤三蒸汽加热采用管道蒸汽加热进行热压发泡成型,蒸汽冷凝水排入循环水池。目的是便于回收利用蒸汽加热过程中产生的冷凝水,节省水资源。为了便于对热压成型后的模具进行降温,通过冷却水循环系统向成型模腔通入冷水。
工艺流程如下:
(1)预发泡
EPS制品成型前,需将EPS颗粒预发为均匀一致的泡沫珠粒,以使泡粒在模腔内均匀膨胀容重一致。采购的EPS颗粒内含有发泡剂(5%戊烷),通过发泡机自带的风机将EPS颗粒从料斗中引入预发泡机,从发泡机底部向机筒内的盘管通入饱和蒸汽(间接加热),EPS颗粒内含的发泡剂受热体积膨胀,将软化的颗粒膨化为内部充满泡孔的泡沫粒子。预发泡温度控制在85-92℃。颗粒达到预定发泡倍数后,自出料口送出机筒,直接进入下一工序的自然熟化仓。少量蒸汽冷凝水经发泡机下方出水阀排入循环水池。
由于发泡工序设备密封,发泡时因为加热而产生的少量的以发泡剂戊烷为主的有机废气从本工序熟化仓中排出(G1),本发明以非甲烷总烃计,含少量苯乙烯。
(2)冷却熟化
刚出发泡机的颗粒潮湿、温热,当颗粒冷却后,因发泡剂蒸发和残留发泡剂冷凝,内部呈真空状态而显软没有弹性,因此必须有充分时间让空气进入泡粒内部微孔使之内外压力平衡而富弹性。颗粒自发泡机通过输送管道,经风机的吹送进入熟化仓,自然熟化温度为室温(20~26℃),熟化时间需4-5小时。
(3)压制成型
本发明的成型方式采用热压发泡成型。将熟化好的泡粒经发泡机自带的风机及管道送至全自动成型机,充满模腔;再通入饱和蒸汽直接加热,泡粒受热软化,且由于泡内气体膨胀、物理发泡剂挥发,蒸汽再次充满泡孔,珠粒进一步发泡膨大,并相互连接成整块,形成与模具形状相同的泡沫塑料制品。具体操作时,模具先通入压力为0.08Mpa蒸汽,预热30s,加料后用压力约为0.08~0.16Mpa的蒸汽加热30s,然后立即改通冷水冷却后脱模。
压制成型工序会逸出少量的有机废气(G2),本发明以非甲烷总烃计,含少量苯乙烯。
(4)烘干
脱模出来的产品表面及内部含一定水分,同时因泡沫粒子再次经过受热、冷却过程而使制品内呈负压产生结构应力,致使制品强度低下或薄弱部位收缩变形,所以必须将制件存放一段时间,以晾干水分空气进入制件内外压力平衡消除变型,制品性能亦会逐步提高。操作时,可使用推车将脱模后的半成品推进烘干房,进一步去除产品中的水分,烘干房使用蒸汽间接加热的方式,温度为50~60℃,烘干时间约8h。
作为进一步的改进,可设置用于回收冷凝水且通过加热产生蒸汽以对蒸汽管道供应蒸汽的循环回收汽化机构。设置此机构,便于回收冷凝产生的冷凝水,节省水资源,同时进行加热,产生的蒸汽可以循环利用。循环回收汽化机构包括冷凝水回收管和蒸汽供应管,冷凝水回收管的进口端与蒸汽冷凝水排水口连接,冷凝水回收管的出口端与电蒸汽锅炉的进水管连接,蒸汽供应管的进口端与电蒸汽锅炉的蒸汽出口连接,蒸汽供应管的出口端与蒸汽加热管道的蒸汽进口连接。此时,应将冷凝水回收管设于电蒸汽锅炉进水管的上方,以便于冷凝水在重力的作用下,自流向电蒸汽锅炉内。
下面通过优选的实例进行详细说明,各实施例中采用的EPS颗粒内含有5%戊烷:
实施例1
(1)预发泡
通过发泡机自带的风机将EPS颗粒从料斗中引入预发泡机,从发泡机底部向机筒内的盘管通入饱和蒸汽(间接加热),EPS颗粒内含的发泡剂受热体积膨胀,将软化的颗粒膨化为内部充满泡孔的泡沫粒子。预发泡温度控制在90℃。颗粒达到预定发泡倍数后,自出料口送出机筒,直接进入下一工序的自然熟化仓。少量蒸汽冷凝水经发泡机下方出水阀排入循环水池。
(2)冷却熟化
颗粒自发泡机通过输送管道,经风机的吹送进入熟化仓,自然熟化温度为室温25℃,熟化时间需4.5小时。熟化仓中设置有排气口,用于排出发泡时因为加热而产生的少量的以发泡剂戊烷为主的有机废气(G1),以非甲烷总烃计,含少量苯乙烯。
(3)压制成型
将熟化好的泡粒经发泡机自带的风机及管道送至全自动成型机,充满模腔;再通入饱和蒸汽直接加热,泡粒受热软化,且由于泡内气体膨胀、物理发泡剂挥发,蒸汽再次充满泡孔,珠粒进一步发泡膨大,并相互连接成整块,形成与模具形状相同的泡沫塑料制品。具体操作时,模具先通入压力为0.08Mpa蒸汽,预热30s,加料后用压力约为0.1Mpa的蒸汽加热30s,然后立即改通冷水冷却后脱模。
压制成型工序会逸出少量的有机废气(G2),以非甲烷总烃计,含少量苯乙烯。
(4)烘干
使用推车将脱模后的半成品推进烘干房,进一步去除产品中的水分,烘干房使用蒸汽间接加热的方式,温度为55℃,烘干时间约8h。之后经检验合格后,包装入库。
实施例2
(1)预发泡
通过发泡机自带的风机将EPS颗粒从料斗中引入预发泡机,从发泡机底部向机筒内的盘管通入饱和蒸汽(间接加热),EPS颗粒内含的发泡剂受热体积膨胀,将软化的颗粒膨化为内部充满泡孔的泡沫粒子。预发泡温度控制在85℃。颗粒达到预定发泡倍数后,自出料口送出机筒,直接进入下一工序的自然熟化仓。少量蒸汽冷凝水经发泡机下方出水阀排入循环水池。
(2)冷却熟化
颗粒自发泡机通过输送管道,经风机的吹送进入熟化仓,自然熟化温度为室温22℃,熟化时间需5小时。熟化仓中设置有排气口,用于排出发泡时因为加热而产生的少量的以发泡剂戊烷为主的有机废气(G1),以非甲烷总烃计,含少量苯乙烯。
(3)压制成型
将熟化好的泡粒经发泡机自带的风机及管道送至全自动成型机,充满模腔;再通入饱和蒸汽直接加热,泡粒受热软化,且由于泡内气体膨胀、物理发泡剂挥发,蒸汽再次充满泡孔,珠粒进一步发泡膨大,并相互连接成整块,形成与模具形状相同的泡沫塑料制品。具体操作时,模具先通入压力为0.08Mpa蒸汽,预热30s,加料后用压力约为0.15Mpa的蒸汽加热30s,然后立即改通冷水冷却后脱模。
压制成型工序会逸出少量的有机废气(G2),以非甲烷总烃计,含少量苯乙烯。
(4)烘干
使用推车将脱模后的半成品推进烘干房,进一步去除产品中的水分,烘干房使用蒸汽间接加热的方式,温度为60℃,烘干时间约8h。之后经检验合格后,包装入库。
实施例3
(1)预发泡
通过发泡机自带的风机将EPS颗粒从料斗中引入预发泡机,从发泡机底部向机筒内的盘管通入饱和蒸汽(间接加热),EPS颗粒内含的发泡剂受热体积膨胀,将软化的颗粒膨化为内部充满泡孔的泡沫粒子。预发泡温度控制在85℃。颗粒达到预定发泡倍数后,自出料口送出机筒,直接进入下一工序的自然熟化仓。少量蒸汽冷凝水经发泡机下方出水阀排入循环水池。
(2)冷却熟化
颗粒自发泡机通过输送管道,经风机的吹送进入熟化仓,自然熟化温度为室温26℃,熟化时间需4小时。熟化仓中设置有排气口,用于排出发泡时因为加热而产生的少量的以发泡剂戊烷为主的有机废气(G1),以非甲烷总烃计,含少量苯乙烯。
(3)压制成型
将熟化好的泡粒经发泡机自带的风机及管道送至全自动成型机,充满模腔;再通入饱和蒸汽直接加热,泡粒受热软化,且由于泡内气体膨胀、物理发泡剂挥发,蒸汽再次充满泡孔,珠粒进一步发泡膨大,并相互连接成整块,形成与模具形状相同的泡沫塑料制品。具体操作时,模具先通入压力为0.08Mpa蒸汽,预热30s,加料后用压力约为0.13Mpa的蒸汽加热30s,然后立即改通冷水冷却后脱模。
压制成型工序会逸出少量的有机废气(G2),以非甲烷总烃计,含少量苯乙烯。
(4)烘干
使用推车将脱模后的半成品推进烘干房,进一步去除产品中的水分,烘干房使用蒸汽间接加热的方式,温度为50℃,烘干时间约8h。之后经检验合格后,包装入库。
所属领域的普通技术人员应当理解:以上任何实施例的讨论仅为示例性的,并非旨在暗示本公开的范围(包括权利要求)被限于这些例子;在本发明的思路下,以上实施例或者不同实施例中的技术特征之间也可以进行组合,步骤可以以任意顺序实现,并存在如上所述的本发明的不同方面的许多其它变化,为了简明它们没有在细节中提供。
本发明的实施例旨在涵盖落入所附权利要求的宽泛范围之内的所有这样的替换、修改和变型。因此,凡在本发明的精神和原则之内,所做的任何省略、修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种泡沫塑料成型可变多用模具的制作方法及泡沫塑料成型工艺
- 一种泡沫成型工艺