酸洗液流量控制系统、控制方法、生箔机、铜箔生产方法
文献发布时间:2023-06-19 11:37:30
技术领域
本申请涉及新能源汽车锂电池电解铜箔生产这一技术领域,更具体地说,尤其涉及酸洗液流量控制系统、控制方法、生箔机、铜箔生产方法。
背景技术
铜箔在生箔时,要经过:酸洗机构-挤酸辊-水洗设备-挤水辊-剥离辊-收卷辊等处理。例如:现有技术CN207771907U中公开了一种铜箔生产裁切一体化装置,其包括所述阳极槽内设有阴极辊,在阴极辊上部沿阴极辊轴向设有酸洗机构,,所述酸洗机构包括:设在阴极辊上部的酸洗液喷管、设在酸洗液喷管上侧的水洗喷管以及倾斜设在酸洗液喷管和水洗喷管之间的挡板组成,所述挡板上端靠近阴极辊外侧壁,挡板下端位于酸洗液喷管外侧。
上述酸洗液喷管的设置是电解铜箔生箔机的必要部件,其是为了清洗铜箔表面的氧化层。
在大量的生产实践中,发明人发现了这样一个现象:酸洗液的流量较大时:铜箔表面易出现酸雾点;酸洗流量较小时:铜箔表面清洗不足,易出现色差条纹。
发明人团队经过检索(HIMMPAT/EPO/CNKI),并未发现对酸洗液流量的研究。
发明内容
本发明的目的在于针对上述现有技术的不足,提供一种酸洗液流量控制系统。
本发明的另一目的在于针对上述现有技术的不足,提供一种酸洗液流量控制方法、生箔机、电解铜箔生产方法。
本发明的又一目的在于针对上述现有技术的不足,提供一种生箔机。
本发明的再一目的在于针对上述现有技术的不足,提供一种电解铜箔生产方法。
一种酸洗液流量控制系统,包括:阴极辊转速传感器、控制器、流量控制阀,酸洗喷管;
所述阴极辊转速传感器用于监测阴极辊的线速度;
所述阴极辊转速传感器的输出端与控制器的输入端连接;
所述控制器的输出端与流量控制阀的输入端连接;
所述酸洗喷管与铜箔对应设置、且酸洗喷管平行均匀间隔设置有N个喷嘴,所述喷嘴与竖向面的夹角为70°-80°,且喷嘴朝向铜箔;
在所述N个喷嘴上均安装有流量控制阀,所述流量控制阀用于调节喷嘴的喷出流量;
根据阴极辊转速传感器测量的阴极辊的线速度来决定喷嘴的喷酸洗液的流量。
进一步,阴极辊的线速度为X,单位为:m/min;阴极辊的长度为L
每个喷嘴的酸洗液的流量Q控制在Q
进一步,每个喷嘴的酸洗液的流量Q为:
一种生箔机,包括有上述的酸洗液流量控制系统。
一种酸洗液流量控制方法,其包括如下步骤:
S1,阴极辊转速传感器用于监测阴极辊的线速度,阴极辊转速传感器的信号发送至控制器;
S2,基于阴极辊转速传感器的信号,控制器计算出每个喷嘴的流量;
S3,控制器发送指令给每个流量控制阀,调节每个喷嘴的流量;
其中,步骤S2中,每个喷嘴的流量Q采用以下方式计算:
其中,x表示阴极辊的线速度,单位为:m/min;L
一种电解铜箔生产方法,电解铜箔依次经过酸洗机构-挤酸辊-水洗设备-挤水辊-剥离辊-收卷辊来处理;
其中,铜箔在经过酸洗机构进行酸洗时,每延毫米的铜箔的酸洗液的流量Q控制在Q
其中,x表示阴极辊的线速度,单位为:m/min;Q
进一步,铜箔在经过酸洗机构进行酸洗时,每延毫米的铜箔的酸洗液的流量Q为:
其中,Q
进一步,x在3m/min-10m/min之间。
本申请的有益效果在于:
(1)本申请的第一个发明点在于,发明人发现了:酸洗液流量存在上限、下限。酸洗液流量超过上限时,会产生酸雾点;酸洗液流量低于下限时,又会造成铜箔产生色差。
(2)本申请的第二个发明点在于,发明人给出了酸洗液流量上限、下限的计算方法。在得到上述成果时,解决了以下两个问题:
2.1酸洗液流量的表征影响因素是哪个因素。对于这个问题,发明人团队经过三个研发阶段,确定了:阴极辊转速是酸洗液流量的表征影响因素。
2.2酸洗液流量的上限、下限曲线如何确定。对于这个问题,发明人团队通过研究,给出了上限、下限曲线的表达式(特别的,上、下限曲线适用于阴极辊转速在3m/min-10m/min之间;(实质上适用于小于10m/min,因为对于铜箔生产而言,阴极辊转速一般不会小于3m/min的速度))。
(3)本申请的第三个发明点在于,本申请基于酸洗液流量的上限、下限曲线的成果,研发出了酸洗液流量控制系统以及控制方法。采用本申请的方法,可以有效的调节酸洗液的流量,特别的,在极端情况下(即阴极辊转速异常快速变化下)也可以保证铜箔的品质。
附图说明
下面结合附图中的实施例对本发明作进一步的详细说明,但并不构成对本发明的任何限制。
图1是现有技术CN207771907U的生箔机的设计图。
图2是现有技术CN207771907U的酸洗机构的细部设计图。
图3是酸洗液量过大铜箔产生的酸雾点图。
图4是酸洗液量过小铜箔产生的色差图。
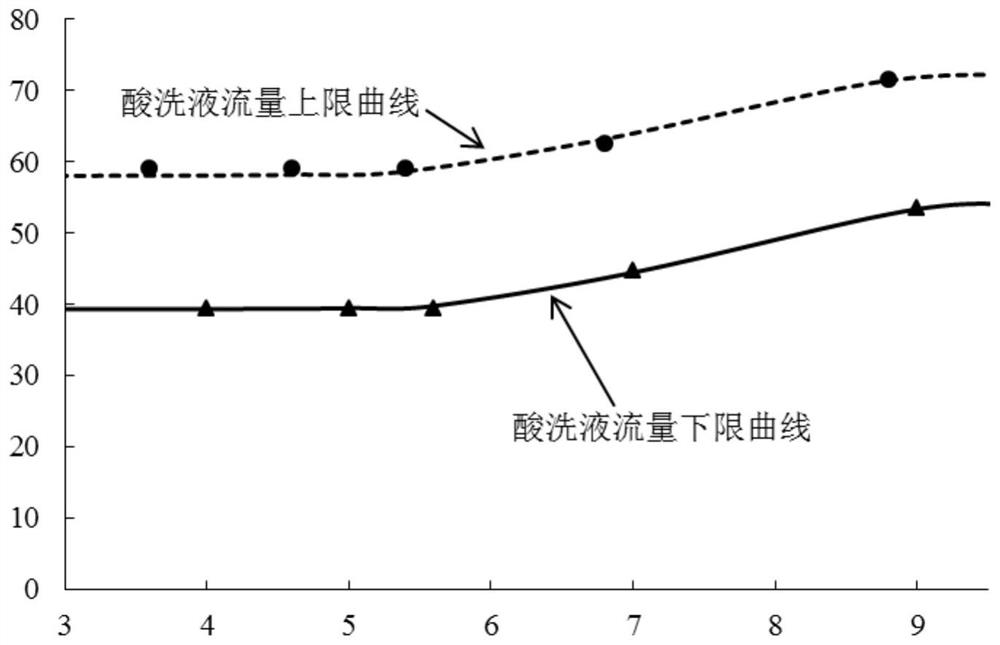
图5是实施例1的酸洗液流量的上限、下限曲线示意图(横坐标:阴极辊的线速度x,m/min;纵坐标:酸洗液流量,mL/(min.mm)。
图6是实施例1的喷嘴的角度示意图。
图7是实施例1的酸洗液流量控制系统。
图8是实施例1的N个间隔设置的喷嘴-铜箔的对应关系图。
图7中的附图标记说明如下:
圆形轨道1;
半径定位系统2,方位调节载体板2-1,伸缩杆2-2,半径调节载体板2-3,条形孔2-4,竖向旋转轴2-5,电动机组件2-6;
方位转动调节系统3,第一驱动装置3-1,反作用力构件3-1-1,方位转动调节伸缩杆3-1-2,铰接板3-1-3,第二驱动装置3-2;
取样系统4,取样臂长动力伸缩杆4-1,取样长度悬臂杆4-2,上部切刀杆4-3-1,下部伸缩切刀杆4-3-2,取样刀4-4,下部伸缩切刀杆用固定板4-5,移动板4-6。
具体实施方式
实施例1:
表1给出了申请人3组主要产品(6μm、8μm、10μm)、酸液液流量的上下限。
发明人团队经过研究发现:酸洗液的流量较大时(上限):铜箔表面易出现酸雾点;酸洗流量较小时(下限):铜箔表面清洗不足,易出现色差条纹。
从表1可以知晓:酸洗液流量似乎与铜箔厚度、阴极辊转速关联。并且,从法拉第电解定律也可以知晓:铜箔厚度与阴极辊转速是关联的。因此,仅从表1可以知晓的是:铜箔厚度、阴极辊转速均是酸洗液流量的影响因素。
但是,发明人在本项目的第一研发阶段中,并没有分析清楚酸洗液流量的
表1
第二阶段,进行正交试验研究。铜箔的厚度不仅仅与阴极辊转速相关、还与阳极槽-阴极辊的电流(电流密度)相关。
表1是基本上同一个电流密度(5500A/m
研究了电流密度增加5000A/m
令人惊讶的,电流密度在上述条件下,酸洗液流量的合适基本与表1相同(电流密度改变,铜箔厚度也改变了;但是对应的合适的酸洗液流量变化不大)。
由此可知,
表2
第三阶段,从表1来看,似乎:阴极辊转速越慢,酸洗液适宜流量越小。对此,发明人进行了第三阶段的研究,对阴极辊在4.6-5.0、3.6-4.0m/min进行了大数据研究。
从表2可知:阴极辊的速度降低,酸洗液流量不能一直降低,即其趋势:也并不是,随着阴极辊的转动速度降低,酸洗液流量可以继续下降(即酸洗液上限、下限继续下降),而是趋于稳定。
发明人团队根据上述第一阶段、第二阶段、第三阶段,得到了如下认识:
阴极辊在生产电解铜箔时,对于任意一转速,酸洗液流量在对铜箔进行酸洗时,存在酸洗液流量的上限、下限。
根据研究,发明人团队给出了:
上式中,X表示阴极辊的线速度,单位m/min;
Q
Q
根据上述研究成果,发明人团队研发出了:酸洗液流量控制系统。
酸洗液流量控制系统,包括:阴极辊转速传感器1、控制器2、流量控制阀3,酸洗喷管;
所述阴极辊转速传感器用于监测阴极辊的线速度;
所述阴极辊转速传感器的输出端与控制器的输入端连接;
所述控制器的输出端与流量控制阀的输入端连接;
所述酸洗喷管与铜箔对应设置、且酸洗喷管平行均匀间隔设置有N个喷嘴,所述喷嘴与竖向面的夹角为70°-80°,且喷嘴朝向铜箔;
在所述N个喷嘴上均安装有流量控制阀3,所述流量控制阀用于调节喷嘴的喷出流量;
根据阴极辊转速传感器测量的阴极辊的线速度来决定喷嘴的喷酸洗液的流量。
进一步,阴极辊的线速度为X,单位为:m/min;阴极辊的长度为L
每个喷嘴的酸洗液的流量Q控制在Q
一种酸洗液流量控制方法,其包括如下步骤:
S1,阴极辊转速传感器用于监测阴极辊的线速度,阴极辊转速传感器的信号发送至控制器;
S2,基于阴极辊转速传感器的信号,控制器计算出每个喷嘴的流量;
S3,控制器发送指令给每个流量控制阀,调节每个喷嘴的流量。
一种电解铜箔生产方法,电解铜箔依次经过酸洗机构-挤酸辊-水洗设备-挤水辊-剥离辊-收卷辊来处理;
其中,铜箔在经过酸洗机构进行酸洗时,每延毫米的铜箔的酸洗液的流量Q控制在Q
需要说明的是,酸洗液与电解铜箔生产时的电解液成分相同。对于电解液的成分,其属于现有技术,例如:CN101481810B、CN 102337566 A(生产高延伸率双面光8微米铜箔、以及高延伸率双面光6微米铜箔)。
需要说明的是:电解液成分对酸洗液流量上限、下限影响不大。
以上所举实施例为本发明的较佳实施方式,仅用来方便说明本发明,并非对本发明作任何形式上的限制,任何所属技术领域中具有通常知识者,若在不脱离本发明所提技术特征的范围内,利用本发明所揭示技术内容所作出局部更动或修饰的等效实施例,并且未脱离本发明的技术特征内容,均仍属于本发明技术特征的范围内。
- 酸洗液流量控制系统、控制方法、生箔机、铜箔生产方法
- 酸洗液流量控制系统、控制方法、生箔机、铜箔生产方法