一种用于生产船舶螺旋桨的装置
文献发布时间:2023-06-19 12:04:09
技术领域
本发明涉及船舶螺旋桨专用制造设备领域,尤其是一种用于生产船舶螺旋桨的装置。
背景技术
船舶用螺旋桨是船舶在水中航行的动力来源,其转动向后推动水流轮动,相对的使船向前航行,在螺旋桨转动的过程中一直与水接触,所以螺旋桨如果表面不够光滑那么在水中的阻力是相当大的,也就会消耗更多的能源,而现有的船舶用螺旋桨抛光设备基本为人抛光为主,耗时且个体差异较大。
发明内容
本发明针对现有技术中的不足,提供了一种用于生产船舶螺旋桨的装置。
为解决上述技术问题,本发明通过下述技术方案得以解决:一种用于生产船舶螺旋桨的装置,包括恒压浮动磨头、底部旋转装置、机架、左右移动装置和气源,所述底部旋转装置设置在机架底部,用于夹紧螺旋桨且为其提供旋转动力,恒压浮动磨头设置在机架,能跟随螺旋桨曲面上下浮动打磨,左右移动装置与恒压浮动磨头和底部旋转装置配合连接,使底部旋转装置在旋转的同时带动恒压浮动磨头缓慢向后移动,使恒压浮动磨头将螺旋桨的上半面全部打磨完成,气源为机器提供气源。
上述方案中,优选的,所述恒压浮动磨头包括气缸杆、气缸套、气动磨头和转动接头,气缸杆设置在气缸套内,气缸套包括限位卡槽,气缸套通过限位卡槽设置在机架的滑动槽上,机架上的滑动槽为长槽设计,衍生到在机架侧面,气缸杆为中空设计,其上端连接有转动接头,下端连接有气动磨头,压缩空气通过转动接头和气缸杆,作用在气动磨头上,使气动磨头转动。
其有益效果在于,。
上述方案中,优选的,恒压浮动磨头还包括第一开关和恒压控制器,第一开关设置在气缸套的底部,气缸杆回复到初始位置时压触到第一开关,恒压控制器包括第一出气口和第一吸气口,气缸套包括第二出气口和第一进气口,所述第一进气口与第一出气口通过气管连通,第一吸气口与第二出气口通过气管连通,恒压控制器能控制气缸套内的气压保持一定。
其有益效果在于,使气动磨头能跟随螺旋桨叶面的高低变化进行升降浮动,且对螺旋桨叶面的压力恒定。
上述方案中,优选的,底部旋转装置包括旋转电机、夹紧装置和第一绞轮,夹紧装置用于夹紧螺旋桨,旋转电机带动夹紧装置和第一绞轮转动,左右移动装置包括第二绞轮、第三绞轮和绳索,绳索一端连接在气缸套的一侧,另一端经过第二绞轮和第三绞轮连接在第一绞轮上,在旋转电机带动第一绞轮转动的同时,绞紧绳索,使气缸套向后移动。
其有益效果在于,在夹紧螺旋桨旋转的同时,将气动磨头向后拉动,使气动磨头自动打磨整个螺旋桨的叶面。
上述方案中,优选的,气缸套还包括有弹簧底座,左右移动装置包括导杆、第一压缩弹簧和第二开关,导杆的一端固设在弹簧底座的中心,另一端滑动设置在机架的侧面上,第一压缩弹簧套设在导杆上,两端分别顶触在弹簧底座的底面和机架的侧面上,第二开关设置在机架的侧面上,气缸套向后到最后位置时能触压到第二开关。
其有益效果在于,在旋转电机断电刹车放松的时候,气缸套在第一压缩弹簧的作用下能带动气动磨头自动回复到初始位置。
上述方案中,优选的,气动磨头上的旋转磨头为弹性圆球,能紧贴在不规则面上进行抛光打磨。
本发明的有益效果是:本发明实现了机器自动打磨螺旋桨叶面,且使磨头的压力始终保持一致,打磨的深度和表面的光洁度都保持统一,大大节约了人工成本,且使打磨的质量实现可控。
附图说明
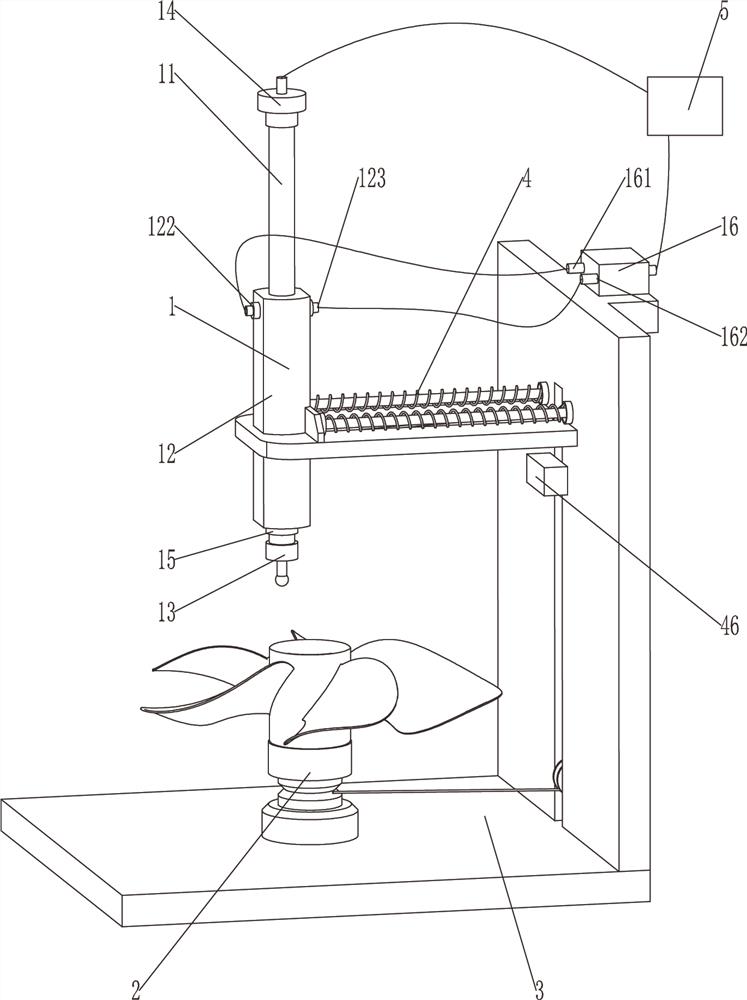
图1为本发明示意图。
图2为本发明主视图。
图3为本发明剖视图。
图4为本发明部分示意图。
图5为本发明部分结构示意图。
图6为本发明部分结构示意图。
具体实施方式
下面结合附图与具体实施方式对本发明作进一步详细描述:参见图1-图6,一种用于生产船舶螺旋桨的装置,包括恒压浮动磨头1、底部旋转装置2、机架3、左右移动装置4和气源5,所述气源5为机器提供压缩空气,所述底部旋转装置2设置在机架3底部,用于夹紧螺旋桨且为其提供旋转动力,恒压浮动磨头1设置在机架3,在通有压缩空气时能跟随螺旋桨旋转在其曲面上下浮动压触着进行打磨,左右移动装置4与恒压浮动磨头1和底部旋转装置2配合连接,在底部旋转装置2旋转的同时能带动恒压浮动磨头1缓慢向后移动,使恒压浮动磨头1将螺旋桨的上半面全部打磨完成。
恒压浮动磨头1包括气缸杆11、气缸套12、气动磨头13、转动接头14、第一开关15和恒压控制器16,机架3上设置有滑动槽,其为长槽设计,气缸套12包括气缸腔121、限位卡槽125、弹簧底座126、第二出气口123和第一进气口122,所述气缸套12通过限位卡槽125滑动设置在机架3滑动槽上,使得气缸套12可以在滑动槽上能来回滑动,左右移动装置4包括导杆45、第一压缩弹簧44和第二开关46,导杆45的一端固设在弹簧底座126的中心,另一端滑动设置在机架3的侧面的导向孔上,第一压缩弹簧44套设在导杆45上,两端分别顶触在弹簧底座126的底面和机架3的侧面上。
其中使得气缸套12在运动到最后面,断电之后,气缸套12在第一压缩弹簧44的作用下能回复到初始位置。
所述气缸杆11上设置有活塞环,气缸杆11通过活塞环滑动设置在气缸套12的气缸腔121内,所述气缸杆11为中空设计,上端设置有转动接头14,下端设置有气动磨头13,在给转动接头14通气的状态下,压缩空气经过气缸杆11的内部直接作用在气动磨头13上,使气动磨头13上的磨头开始转动,恒压控制器16包括第一出气口161和第一吸气口162,所述第一进气口122与第一出气口161通过气管连通,第一吸气口162与第二出气口123通过气管连通。
其中在启动的状态下时,恒压控制器16开始作用,第一出气口161给气缸腔121内通入一定压力的压缩空气,其作用在气缸杆11上的活塞环上,推动气缸杆11向下滑动,当气缸杆11底部的磨头压触到螺旋桨时,磨头给螺旋桨一个下压力,螺旋桨给磨头一个反作用力,使得气缸腔121内的压缩空气达到一个设定值,此时恒压控制器16停止给气缸腔121注入空气,当气动磨头13上的磨头接触到的螺旋桨表面发生上下位移时,螺旋桨给磨头的反作用力发生变化,当向上位移时,推动气缸杆11向上运动,从而使得气缸腔121内上壁与活塞环之间的空间减小,从而引起内部压缩空气的气压变大,此时恒压控制器16上的第一吸气口162启动,将内部的压缩空气吸走一部分,使内部空气压力保持和设定值一样,这样就能做到磨头磨头给螺旋桨的压力和开始时一样,当向下位移时时,反作用力减小,气缸杆11在气缸腔121内部压力的作用下向下继续顶触螺旋桨,从而使得气缸腔121内上壁与活塞环之间的空间增大,从而引起内部压缩空气的气压减小,恒压控制器16上的第一出气口161启动,给气缸腔121注入压缩空气,使气缸腔121内的气压保持一致,从而做到当螺旋桨加工面的位移发生改变时,气动磨头13对螺旋桨表面的压力保持一致,从而使得打磨的光洁度打磨深度保持一致。
底部旋转装置2包括旋转电机21、夹紧装置22和第一绞轮23,夹紧装置22用于夹紧螺旋桨,旋转电机21带动夹紧装置22和第一绞轮23转动,左右移动装置4包括第二绞轮41、第三绞轮42和绳索43,绳索43一端连接在气缸套12的一侧,另一端经过第二绞轮41和第三绞轮42连接在第一绞轮23上。
其中当旋转电机21开始转动时,带动螺旋桨开始旋转,此时恒压浮动磨头1已经开始在工作,在旋转电机21旋转一圈的时候,恒压浮动磨头1将其所在位置压触到的螺旋桨叶面打磨了一遍,在旋螺旋桨旋转的同时带动第一绞轮23转动,绞紧绳索43,使气缸套12向后移动,使得恒压浮动磨头1打磨到的叶面慢慢往外移动,最后移动到最外面将整个螺旋桨叶面打磨完成。
第一开关15设置在气缸套12的底部,气缸杆11回复到初始位置时压触到第一开关15,第二开关46设置在机架3的侧面上,气缸套12向后到最后位置时能触压到第二开关46,启动开关设置在机架上。
其中,在螺旋桨夹紧在夹紧装置22上后,按下启动开关,此时气缸杆11开始下行,当气缸腔121内的气压达到设定值时,连通旋转电机21的电源,旋转电机21开始启动,当气缸套12向后移动压触到第二开关46时,旋转电机21停止转动,恒压控制器16的第一吸气口162开始工作,使气缸杆11向上抬升,当气缸杆11回复到初始位置时压触到第一开关15,从而断开旋转电机21的电源,固此时旋转电机21上的刹车失去作用,气缸套12在第一压缩弹簧44的作用下能回复到初始位置。
其工作原理或使用方法如下:
当需要打磨螺旋桨时,先将在螺旋桨夹紧在夹紧装置22上,按下启动开关,气源给恒压控制器16和开始通气转动接头14,从而气动磨头13开始转动,恒压控制器16也开始作用,第一出气口161给气缸腔121内通入一定压力的压缩空气,其作用在气缸杆11上的活塞环上,推动气缸杆11向下滑动,当气缸杆11底部的磨头压触到螺旋桨时,磨头给螺旋桨一个下压力,螺旋桨给磨头一个反作用力,使得气缸腔121内的压缩空气达到一个设定值,恒压控制器16停止给气缸腔121注入空气,此时连通旋转电机21的电源,旋转电机21开始启动。
由于螺旋桨表面为曲面,在旋转电机21带动螺旋桨转动的同时,气动磨头13接触到的螺旋桨表面一直在发生相对位移的改变,当向上位移时,推动气缸杆11向上运动,从而使得气缸腔121内上壁与活塞环之间的空间减小,从而引起内部压缩空气的气压变大,此时恒压控制器16上的第一吸气口162启动,将内部的压缩空气吸走一部分,使内部空气压力保持和设定值一样,这样就能做到磨头给螺旋桨的压力和开始时一样,当向下位移时时,气缸杆11在气缸腔121内部压力的作用下向下继续顶触螺旋桨,从而使得气缸腔121内上壁与活塞环之间的空间增大,从而引起内部压缩空气的气压减小,恒压控制器16上的第一出气口161启动,给气缸腔121注入压缩空气,使气缸腔121内的气压保持一致,从而做到当螺旋桨加工面的位移发生改变时,气动磨头13对螺旋桨表面的压力保持一致,从而使得打磨的光洁度打磨深度保持一致。
在旋转电机21旋转一圈的时候,恒压浮动磨头1将其所在位置压触到的螺旋桨叶面打磨了一遍,在旋螺旋桨旋转的同时带动第一绞轮23转动,绞紧绳索43,使气缸套12向后移动,使得恒压浮动磨头1打磨到的叶面慢慢往外移动,最后移动到最外面将整个螺旋桨叶面打磨完成。
在全部打磨完之后当气缸套12压触到第二开关46,旋转电机21停止转动,此时旋转电机21上的刹车启动,使得旋转电机21不发生转动,恒压控制器16的第一吸气口162开始工作,使气缸杆11向上抬升,当气缸杆11回复到初始位置时压触到第一开关15,从而断开旋转电机21的电源,故此时旋转电机21上的刹车失去作用,气缸套12在第一压缩弹簧44的作用下能回复到初始位置。
以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
- 一种用于生产船舶螺旋桨的装置
- 一种用于螺旋桨式船舶的涡流发生器及船舶