一种产水布的制作设备及制作方法
文献发布时间:2023-06-19 12:04:09
技术领域
本发明涉及一种产水布的制作设备及制作方法,属于加工制作领域。
背景技术
水净化处理行业包含海水淡化、自来水净化等板块,需要使用水处理滤芯,水处理滤芯的核心元件包含过滤膜和产水布。成品产水布是由一张张的产水布叠加而成,且第一层产水布端部与第二层产水布端部有错边量(该错边量根据滤芯直径不同作调整,数值在滤芯周长与2倍周长之间);从第二层产水布开始,每层产水布端部之间有2mm(该数字根据要求可以调整)左右的错边量,每一层的产水布之间互相粘结,传统的产水布制作过程包括:人工开卷、人工定尺寸裁剪、人工叠片和粘接、人工贴双面胶这几个步骤,生产效率较低。
发明内容
本发明的目的在于克服现有技术中存在的上述不足,而提供一种结构设计合理的能够实现产水布整卷料上料后到产水布制作完成的自动化生产过程的方法,提高生产效率的产水布的制作设备及制作方法。
本发明解决上述问题所采用的技术方案是:其结构特点在于:该产水布的制作设备包括开卷机、冲孔夹送机、活套、对中切割机、回移机、焊接机、贴胶机、移栽机、暂存车和框架总装,所述开卷机、冲孔夹送机、活套、对中切割机、回移机、焊接机、贴胶机、移栽机和暂存车依次设置在框架总装上;
所述开卷机包括开卷机架和开卷机构,所述开卷机构设置在开卷机架上,
所述冲孔夹送机包括冲孔机构、夹送机构和冲孔夹送平台,所述冲孔机构和夹送机构均设置在冲孔夹送平台上,
所述对中切割机包括对中切割平台、对中机构、压紧机构一和切断机构,所述对中机构、压紧机构一和切断机构均设置在对中切割平台上,
所述回移机包括回移台架、回移机构、压边机构和牵引机构,所述回移机构、压边机构和牵引机构均设置在回移台架上,
所述焊接机包括焊接机架、压紧机构二和焊接机构,所述压紧机构二和焊接机构均设置在焊接机架上,
所述贴胶机包括贴胶平台和贴胶机构,所述贴胶机构设置在贴胶平台上,
所述移栽机包括移栽机框架和输送机构,所述输送机构设置在移栽机框架上,所述输送机构包括夹紧机构和压紧机构三。
进一步地, 本发明的另一个技术目的在于提供一种产水布的制作方法。
本发明的上述发明目的通过以下技术方案得以实现的。
一种产水布的制作方法,该制作方法采用上述的制作设备进行,其特点在于:所述制作方法如下:
第一步、人工辅助上料,将产水布卷置于开卷机上;
第二步、通过冲孔夹送机对产水布卷开卷输送;
第三步、通过回移机对产水布卷进行牵引,并通过对中切割机将产水布卷切断得到第一层产水布片;
第四步、通过回移机对第一层产水布片进行输送,并重复第三步得到第二层产水布片;
第五步、通过焊接机对第一层产水布片进行焊接;
第六步、依次重复第三步和第五步,直到完成倒数第二层产水布片的焊接工作;
第七步、重复第三步和第五步焊接最后一层产水布片;
第八步、通过移栽机拉动最后一层产水布片至贴胶机,并通过贴胶机进行贴胶,并得到成品产水布;
第九步、将成品产水布置于暂存车上暂存,重复第三步制作下一份产水布;
第十步、通过暂存车对成品产水布进行输送。
进一步地,所述第一步中,把产水布卷放置于开卷机上,并穿引产水布卷,产水布卷从开卷机位置开始,到对中切割机,经过开卷机、冲孔夹送平台、冲孔夹送机的夹送辊、活套、对中切割平台、对中机构、压紧机构一、切断机构,使得产水布卷沿着输送方向与切断机构的刀刃平齐;这个过程需要人工操作冲孔机构的开关,保证穿引经过冲孔机构的产水布卷都被有效的冲孔。
进一步地,所述第二步中,按下启动键,冲孔夹送机的夹送机构开始动作,产水布卷开卷输送,当活套存储的开卷后的产水布卷的量达到程序设定值时,夹送机构停止动作;当活套存储的开卷后的产水布卷的量少于程序设定值时,夹送机构开始动作,产水布卷开卷输送。
进一步地,所述第三步中,回移机的牵引机构动作,移动到对中切割机位置的开卷后的产水布卷的边上,牵引机构的夹爪夹住开卷后的产水布卷,牵引机构沿着输送方向移动,移动的距离由伺服系统控制,当移动距等于每张产水布要求的长度时,牵引机构停止动作,对中切割机的压紧机构一动作,压住开卷后的产水布卷,使得开卷后的产水布卷在对中切割平台上不能移动,切断机构动作,在与输送方向垂直的方向,开卷后的产水布卷被切断,并得到第一层产水布片。
进一步地,所述第四步中,回移机的牵引机构动作,带着第一层产水布片沿着输送方向前移,到达预定位置后,牵引机构的夹爪下降,放置第一层产水布片于回移机的台面上,牵引机构的夹爪升起到原来高度,然后回移机的压边机构动作,压住第一层产水布片,之后回移机的牵引机构和回移机构分部动作:一是回移机的牵引机构移动到对中切割机位置的开卷后的产水布卷的边上,重复第三步,直到开卷后的产水布卷被切断;二是当牵引机构在移动到对中切割机位置的开卷后的产水布卷的边上时,回移机构动作,带动回移机的回移台架上的第一层产水布片沿着输送反方向移动2mm(该数值根据要求设定,可以通过伺服系统调整)。
进一步地,所述第五步中,回移机的牵引机构动作,带着第一层产水布片沿着输送方向前移,到达预定位置后,牵引机构的夹爪下降,放置第一层产水布片于回移机的台面上,牵引机构的升起到原来高度,之后回移机的牵引机构、回移机构和焊接机分部动作:一是回移机的牵引机构移动到对中切割机位置的开卷后的产水布卷的边上,重复第三步;二是当牵引机构在移动到对中切割机位置的开卷后的产水布卷的边上时,回移机构动作,带动回移机的台面上的第一层产水布片沿着输送反方向移动2mm(该数值根据要求设定,可以通过伺服系统调整);三是当回移机构动作完成时,焊接机开始工作,焊接机的压紧机构二动作,压住第一层产水布片和第二层产水布片(每次都保证把最上面两层产水布压住),焊接机构下移,焊接机构的焊头与第一层产水布片接触(焊接机构的焊头对第一层产水布片有一定的压力),超声波系统工作,两层产水布片被焊接在一起(焊点根据焊头的数量确定,可以调整,优选项为3个焊点),焊接机构的焊头抬起,超声波系统停止工作;焊接动作完成后,回移机的压边机构动作,压住焊接后的第一层产水布片和第二层产水布片;焊接机的压紧机构二动作,松开焊接后的第一层产水布片和第二层产水布片。
进一步地,所述第六步中,依次重复第三步和第五步(每完成一次依次重复第三步和第五步,即往上面覆盖、焊接一层产水布片),直到完成倒数第二层产水布片的焊接工作。
进一步地,所述第七步中,重复第三步和第五步,焊接最后一层产水布片,在完成第三步时,回移机的牵引机构移动的距离与之前的移动距离不同,所以切断的产水布片的长度(长度值根据程序设定)不同;在完成第五步时,回移机的牵引机构移动的距离与之前的移动距离不同,所以最后一层产水布片与倒数第二层产水布片的错边量与之前不同(错边量根据程序设定),按照程序设定,最后一层产水布片焊接完成。
进一步地,所述第八步中,当最后一层产水布片焊接完成(即焊接机的压紧机构二松开焊接后的倒数第二层产水布片和最后一层产水布片动作完成),移栽机开始工作,移栽机的输送机构的夹爪夹紧最后一层产水布片、并拉动最后一层产水布片,最后一层产水布片从回移机移动到贴胶机,当最后一层产水布片到达程序设定的贴胶机的台面位置时,输送机构停止沿着输送方向的移动,输送机构的夹爪松开最后一层产水布片然后升起,脱离最后一层产水布片;输送机构沿着输送反方向移动,压紧机构三的压条对正贴胶机的贴胶位置时,输送机构停止沿着输送方向移动,压紧机构三动作,压条压紧最后一层产水布片于贴胶平台,然后贴胶机开始动作,在最后一层产水布片的下表面贴一条双面胶带,贴胶带完成后压紧机构三松开最后一层产水布片,输送机构沿着输送方向移动,输送机构的夹爪再次夹住贴完胶的最后一层产水布片、并得到成品产水布,把成品产水布移送到暂存车。
进一步地,所述第九步中,当第八步中移栽机的输送机构夹取最后一层产水布片,使得最后一层产水布片完全离开回移机时,回移机又重新开始第三步的动作,开始制作下一份成品产水布。
进一步地,所述第十步中,当移栽机的输送机构在暂存车的上方放置一份制作完成的成品产水布,输送机构上升到位后,暂存车动作,下降一定高度,下降数值等于一份成品产水布的厚度值,当暂存车上的成品产水布数量达到程序设定值时,暂存车动作,沿着与输送方向垂直的方向横移,暂存车移出框架总装,人工辅助从暂存车上取下成品产水布,成品产水布取下后,暂存车移回框架总装。
相比现有技术,本发明具有以下优点:降低了人工劳动强度,改善工人工作环境,提升工作效率,安全可靠,便于工厂实现自动化。
附图说明
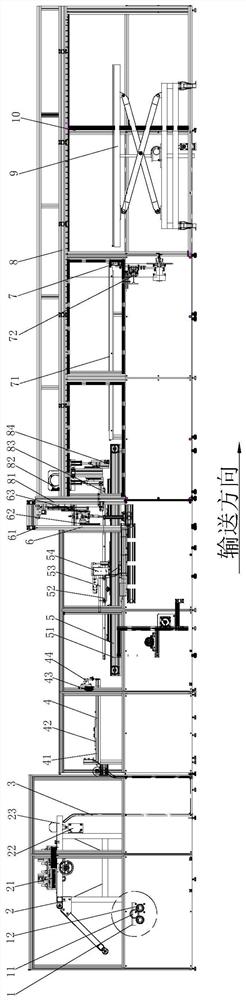
图1是本发明实施例的产水布的制作设备的结构示意图。
图2是本发明实施例的成品产水布的结构示意图。
图3是本发明实施例的产水布的制作设备的局部结构示意图。
图4是本发明实施例的产水布的制作设备的局部结构示意图。
图5是本发明实施例的产水布的制作设备的局部结构示意图。
图6是本发明实施例的产水布的制作设备的局部结构示意图。
图中:开卷机1、冲孔夹送机2、活套3、对中切割机4、回移机5、焊接机6、贴胶机7、移栽机8、暂存车9、框架总装10、
开卷机架11、开卷机构12、
冲孔机构21、夹送机构22、冲孔夹送平台23、
对中切割平台41、对中机构42、压紧机构一43、切断机构44、
回移台架51、回移机构52、压边机构53、牵引机构54、
焊接机架61、压紧机构二62、焊接机构63、
贴胶平台71、贴胶机构72、
移栽机框架81、输送机构82、夹紧机构83、压紧机构三84、
第一层产水布片101、第二层产水布片102、倒数第二层产水布片103、最后一层产水布片104、双面胶带105。
具体实施方式
下面结合附图并通过实施例对本发明作进一步的详细说明,以下实施例是对本发明的解释而本发明并不局限于以下实施例。
实施例
参见图1至图6所示,须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容能涵盖的范围内。同时,本说明书中若有引用如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
本实施例中的产水布的制作方法,该制作方法是采用产水布的制作设备实现的,制作设备包括开卷机1、冲孔夹送机2、活套3、对中切割机4、回移机5、焊接机6、贴胶机7、移栽机8、暂存车9和框架总装10,开卷机1、冲孔夹送机2、活套3、对中切割机4、回移机5、焊接机6、贴胶机7、移栽机8和暂存车9依次设置在框架总装10上。
本实施例中的开卷机1包括开卷机架11和开卷机构12,开卷机构12设置在开卷机架11上,人工辅助上料整卷产水布料后,实现开卷的功能,开卷机构12是被动开卷,仅提供一定的张紧力,由冲孔夹送机2的夹送机构22提供开卷牵引力,带动产水布卷开卷。
本实施例中的冲孔夹送机2包括冲孔机构21、夹送机构22和冲孔夹送平台23,冲孔机构21和夹送机构22均设置在冲孔夹送平台23上,冲孔机构21安装于冲孔夹送平台23的两侧,在开卷后的产水布卷的两侧(沿着输送方向两侧)冲孔;冲孔机构21含导向功能,确保开卷后的产水布卷沿着输送方向对中,在开卷后的产水布卷的两侧位置准确冲孔,夹送机构22使用伺服电机作为动力执行单元,上、下压辊夹送开卷后的产水布卷,通过伺服系统计算开卷后的产水布卷被输送的距离,反馈给冲孔机构21,决定冲孔机构21动作的时间节拍,冲孔夹送机2实现功能:输送开卷后的产水布卷,同时在开卷后的产水布卷的两侧冲孔。
本实施例中的活套3之前的运行速度大于活套3之后的速度,因此活套3用于暂存产开卷后的产水布卷。
本实施例中的对中切割机4包括对中切割平台41、对中机构42、压紧机构一43和切断机构44,对中机构42、压紧机构一43和切断机构44均设置在对中切割平台41上,切割平台41由铝型材组装而成,用于支撑开卷后的产水布卷,作为开卷后的产水布卷前行的通道,对中机构42用于保持开卷后的产水布卷沿着输送方向对中,在切断机构44得到动作信号,切断开卷后的产水布卷得到产水布片,在切断过程中压紧机构一43用于固定产水布片在对中切割平台41上,确保产水布片有一定张紧力,不会相对于对中切割平台41滑移。
本实施例中的回移机5包括回移台架51、回移机构52、压边机构53和牵引机构54,回移机构52、压边机构53和牵引机构54均设置在回移台架51上,回移台架51由铝型材组装而成,用于支撑产水布片,作为产水布片前行的通道、焊接产水布片的工位,回移机构52带动回移台面沿着产水布片前行的反方向移动设定的距离,把回移台架51上已经存放的产水布片往后输送按程序设定的距离,使得上、下层产水布片沿着输送方向具有一定的错边量,回移机构52的动力执行单元是伺服电机,通过伺服系统可以准确控制其错边量;牵引机构54包括夹爪,且夹爪可以在竖直方向升降,夹爪可以沿着产水布片输送方向前行、后退,沿着产水布片输送方向移动的动力执行单元是伺服电机,牵引机构54的夹爪夹住产水布片后移动按程序设定的距离,对中切割机4动作,产水布片被切断成定长尺寸,当牵引机构54夹住产水布片移动时,压边机构53压住回移台架51上已经存放的产水布片,防止回移台架51上已经存放的产水布片被移动的产水布片带起卷边,当牵引机构54夹住产水布片移动到位后,压边机构53动作,压住这张新到位的产水布片的上表面。
本实施例中的焊接机6包括焊接机架61、压紧机构二62和焊接机构63,压紧机构二62和焊接机构63均设置在焊接机架61上,焊接机架61由铝型材组装而成,与回移机5、框架总装10连接固定,用于安装焊接机构63,压紧机构二62用于压紧存放在回移台架51上的产水布片,作为焊接机构63焊接产水布片的准备动作,焊接机构核心是超声波焊接单元为现有技术,包括发生器、换能器、变幅杆、焊头,实现上下、两张产水布之间多个位置的焊接,焊接机构63的焊头可以在竖直方向移动。
本实施例中的贴胶机7包括贴胶平台71和贴胶机构72,贴胶机构72设置在贴胶平台71上,贴胶平台71由铝合金型材搭建而成,用于支撑焊接后的产水布片,作为焊接后的产水布片前行的通道、为焊接后的产水布片的贴胶工位,贴胶机构72固定在贴胶平台71的下方,焊接后的产水布片的到位后,贴胶机构72的贴胶头沿着与焊接后的产水布片输送前行方向垂直的方向移动,在焊接后的产水布片的下方贴一长条双面胶带105,贴胶机构72的贴胶头移动到一端后,自动切断双面胶带105,贴胶机构72的贴胶头回到原始位置,贴胶工序完成。
本实施例中的移栽机8包括移栽机框架81和输送机构82,输送机构82设置在移栽机框架81上,输送机构82包括移位机构、夹紧机构83和压紧机构三84。移栽机框架81由铝合金型材组装而成,用于安装输送机构82,夹紧机构83包含夹爪,且夹爪与升降气缸相连,夹爪在竖直方向具有升降功能;压紧机构三84沿着竖直方向的压紧气缸,贴胶前,压紧机构三84动作,把焊接后的产水布片压紧在贴胶平台71的台面上;移位机构带动夹爪和压紧机构三84沿着焊接后的产水布片前行方向来回往复运动,实现焊接后的产水布片从回移机5移动到暂存车9。
本实施例中的暂存车9用于暂存制作完成的成品产水布,暂存车9具有升降功能,移栽机8每移动一份成品产水布放置于暂存车9,暂存车9就下降一份成品产水布的厚度值,当暂存数量达到程序设定值时,暂存车9从框架总装10里面移出,人工辅助移走制作完成的成品产水布,暂存车9退回框架总装10的内部。
本实施例中的框架总装10由铝合金型材、亚克力板等组装而成,起到连接固定各个设备的作用,同时保护产水布不受环境污染。
本实施例中的制作方法如下:
第一步、人工辅助上料,将产水布卷置于开卷机1上;把产水布卷放置于开卷机1上,并穿引产水布卷,产水布卷从开卷机1位置开始,到对中切割机4,经过开卷机1、冲孔夹送平台23、冲孔夹送机2的夹送辊、活套3、对中切割平台41、对中机构42、压紧机构一43、切断机构44,使得产水布卷沿着输送方向与切断机构44的刀刃平齐;这个过程需要人工操作冲孔机构21的开关,保证穿引经过冲孔机构21的产水布卷都被有效的冲孔。
第二步、通过冲孔夹送机2对产水布卷开卷输送;按下启动键,冲孔夹送机2的夹送机构22开始动作,产水布卷开卷输送,当活套3存储的开卷后的产水布卷的量达到程序设定值时,夹送机构22停止动作;当活套3存储的开卷后的产水布卷的量少于程序设定值时,夹送机构22开始动作,产水布卷开卷输送。
第三步、通过回移机5对产水布卷进行牵引,并通过对中切割机4将产水布卷切断得到第一层产水布片101;回移机5的牵引机构54动作,移动到对中切割机4位置的开卷后的产水布卷的边上,牵引机构54的夹爪夹住开卷后的产水布卷,牵引机构54沿着输送方向移动,移动的距离由伺服系统控制,当移动距等于每张产水布要求的长度时,牵引机构54停止动作,对中切割机4的压紧机构一43动作,压住开卷后的产水布卷,使得开卷后的产水布卷在对中切割平台41上不能移动,切断机构44动作,在与输送方向垂直的方向,开卷后的产水布卷被切断,并得到第一层产水布片101。
第四步、通过回移机5对第一层产水布片101进行输送,并重复第三步得到第二层产水布片102;回移机5的牵引机构54动作,带着第一层产水布片101沿着输送方向前移,到达预定位置后,牵引机构54的夹爪下降,放置第一层产水布片101于回移机5的台面上,牵引机构54的夹爪升起到原来高度,然后回移机5的压边机构53动作,压住第一层产水布片101,之后回移机5的牵引机构54和回移机构52分部动作:一是回移机5的牵引机构54移动到对中切割机4位置的开卷后的产水布卷的边上,重复第三步,直到开卷后的产水布卷被切断;二是当牵引机构54在移动到对中切割机4位置的开卷后的产水布卷的边上时,回移机构52动作,带动回移机5的回移台架51上的第一层产水布片101沿着输送反方向移动2mm(该数值根据要求设定,可以通过伺服系统调整)。
第五步、通过焊接机6对第一层产水布片101进行焊接;回移机5的牵引机构54动作,带着第一层产水布片101沿着输送方向前移,到达预定位置后,牵引机构54的夹爪下降,放置第一层产水布片101于回移机5的台面上,牵引机构54的升起到原来高度,之后回移机5的牵引机构54、回移机构52和焊接机6分部动作:一是回移机5的牵引机构54移动到对中切割机4位置的开卷后的产水布卷的边上,重复第三步;二是当牵引机构54在移动到对中切割机4位置的开卷后的产水布卷的边上时,回移机构52动作,带动回移机5的台面上的第一层产水布片101沿着输送反方向移动2mm(该数值根据要求设定,可以通过伺服系统调整);三是当回移机构52动作完成时,焊接机6开始工作,焊接机6的压紧机构二62动作,压住第一层产水布片101和第二层产水布片102(每次都保证把最上面两层产水布压住),焊接机构63下移,焊接机构63的焊头与第一层产水布片101接触(焊接机构(63)的焊头对第一层产水布片(101)有一定的压力),超声波系统工作,两层产水布片被焊接在一起(焊点根据焊头的数量确定,可以调整,优选项为3个焊点),焊接机构63的焊头抬起,超声波系统停止工作;焊接动作完成后,回移机5的压边机构53动作,压住焊接后的第一层产水布片101和第二层产水布片102;焊接机6的压紧机构二62动作,松开焊接后的第一层产水布片101和第二层产水布片102。
第六步、依次重复第三步和第五步,直到完成倒数第二层产水布片103的焊接工作;依次重复第三步和第五步(每完成一次依次重复第三步和第五步,即往上面覆盖、焊接一层产水布片),直到完成倒数第二层产水布片103的焊接工作。
第七步、重复第三步和第五步焊接最后一层产水布片104;重复第三步和第五步,焊接最后一层产水布片104,在完成第三步时,回移机5的牵引机构54移动的距离与之前的移动距离不同,所以切断的产水布片的长度(长度值根据程序设定)不同;在完成第五步时,回移机5的牵引机构54移动的距离与之前的移动距离不同,所以最后一层产水布片104与倒数第二层产水布片103的错边量与之前不同(错边量根据程序设定),按照程序设定,最后一层产水布片104焊接完成。
第八步、通过移栽机8拉动最后一层产水布片104至贴胶机7,并通过贴胶机7进行贴胶,并得到成品产水布;当最后一层产水布片104焊接完成(即焊接机(6)的压紧机构二(62)松开焊接后的倒数第二层产水布片(103)和最后一层产水布片(104)动作完成),移栽机8开始工作,移栽机8的输送机构82的夹爪夹紧最后一层产水布片104、并拉动最后一层产水布片104,最后一层产水布片104从回移机5移动到贴胶机7,当最后一层产水布片104到达程序设定的贴胶机7的台面位置时,输送机构82停止沿着输送方向的移动,输送机构82的夹爪松开最后一层产水布片104然后升起,脱离最后一层产水布片104;输送机构82沿着输送反方向移动,压紧机构三84的压条对正贴胶机7的贴胶位置时,输送机构82停止沿着输送方向移动,压紧机构三84动作,压条压紧最后一层产水布片104于贴胶平台71,然后贴胶机7开始动作,在最后一层产水布片104的下表面贴一条双面胶带105,贴胶带完成后压紧机构三84松开最后一层产水布片104,输送机构82沿着输送方向移动,输送机构82的夹爪再次夹住贴完胶的最后一层产水布片104、并得到成品产水布,把成品产水布移送到暂存车9。
第九步、将成品产水布置于暂存车9上暂存,重复第三步制作下一份产水布;当第八步中移栽机8的输送机构82夹取最后一层产水布片104,使得最后一层产水布片104完全离开回移机5时,回移机5又重新开始第三步的动作,开始制作下一份成品产水布。
第十步、通过暂存车9对成品产水布进行输送;当移栽机8的输送机构82在暂存车9的上方放置一份制作完成的成品产水布,输送机构82上升到位后,暂存车9动作,下降一定高度,下降数值等于一份成品产水布的厚度值,当暂存车9上的成品产水布数量达到程序设定值时,暂存车9动作,沿着与输送方向垂直的方向横移,暂存车9移出框架总装10,人工辅助从暂存车9上取下成品产水布,成品产水布取下后,暂存车9移回框架总装10。
此外,需要说明的是,本说明书中所描述的具体实施例,其零、部件的形状、所取名称等可以不同,本说明书中所描述的以上内容仅仅是对本发明结构所作的举例说明。凡依据本发明专利构思的构造、特征及原理所做的等效变化或者简单变化,均包括于本发明专利的保护范围内。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离本发明的结构或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
- 一种产水布的制作设备及制作方法
- 一种高分子上浆复合布的制作方法及制作设备