一种双层真空保温管、抽油杆及装配工艺
文献发布时间:2023-06-19 12:10:19
技术领域
本公开属于抽油设备技术领域,具体是涉及了一种双层真空保温管、抽油杆及装配工艺。
背景技术
这里的陈述仅提供与本公开相关的背景技术,而不必然地构成现有技术。
在目前的采油行业中应用最为广泛的就是抽油杆,发明人发现:目前使用的双空心抽油杆内双层真空保温管的内套管和外套管中是填充隔热层保温的,由于当前隔热层最高耐温180℃,所以不能使用蒸汽高温加热,所以在使用该抽油杆的过程中经常会出现热效率低,稠油热采油井中温度出现温度不达标现象。
发明内容
为了解决现有技术中存在的技术问题,本公开提供了一种双层真空保温管、抽油杆及装配工艺。
为了实现上述目的,本公开是通过如下的技术方案来实现:
本公开至少一实施例提供了一种双层真空保温管,包括同轴心设置的内流管道和外管道,内流管道与外流管道之间形成环形腔,外流管道长度方向的两端与内流管道密封连接,且之间的环形腔为真空,在所述环形腔内缠绕气凝胶毡;内流管道的外壁面固定有支撑隔圈,所述支撑隔圈在圆周方向上设有多个凸起,所述凸起与外流管道的内壁面相接触。
进一步地,外流管道长度方向的两端与内流管道通过环缝激光焊接在一起。
进一步地,所述气凝胶毡缠绕在内流管道的外壁面上。
进一步地,所述凸起为三角形凸起,三角形凸起的顶角为60度。
进一步地,支撑隔圈与内流管道的外壁面通过点焊连接在一起。
进一步地,所述外流管道的外壁面上涂装环氧树脂耐高温胶。
本公开至少一实施例还提供了一种抽油杆,该抽油杆包括多段上述任一项所述的一种双层真空保温管。
进一步地,相邻的两个双层真空保温管之间通过波纹伸缩调节管相连接。
本公开至少一实施例还提供了一种抽油设备,该抽油设备包括上述任一项所述的一种抽油杆。
本公开至少一实施例还提供了一种基于上述任一项所述的一种抽油杆的装配工艺,该装配工艺包括如下过程:
在内流管道的外壁面的焊接上支撑隔圈,然后在内流管道的外壁面上均匀缠绕上气凝胶毡条,缠绕的时候需要保证内流管道等厚,且密实;
将缠绕好气凝胶毡条之后的内流管道放置在外流管道内,将外流管道长度方向的两端与内流管道采用环缝激光焊将两者密封连接,焊接好之后,将环形腔抽真空;
在外流管道的外壁面上涂装高分子环氧树脂耐高温胶。
与现有技术相比,本公开具有的优点和积极效果是:
(1)、本公开提供的双层真空保温管在内外流道之间的环形腔内,采用采用气凝胶毡和真空腔相结合的优化手段,使该产品外流管道与内流管道流体热传导系数小于0.2W/(m.k),提高了热效率,解决了稠油热采油井中温度不达标的现象。
(2)、本公开提供的双层真空保温管在内流管道的外壁面上设有支撑隔圈,同时在所述支撑隔圈的圆周方向设有若干个凸起与外流管道外壁面相接触,这样提高了抽油杆整体的强度。
附图说明
构成本公开的一部分的说明书附图用来提供对本公开的进一步理解,本公开的示意性实施例及其说明用于解释本公开,并不构成对本公开的不当限定。
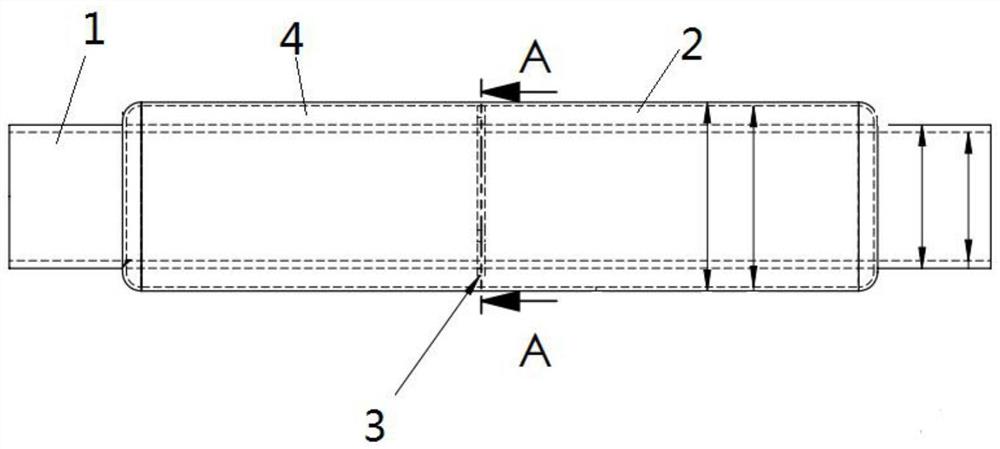
图1为本公开实施例提供的一种用于抽油杆的双层真空保温管结构图;
图2为图1抽油杆结构中A-A方向上的剖视图。
图中:1、内流管道,2、外流管道,3、支撑隔圈,4、环形腔体,5、凸起。
具体实施方式
应该指出,以下详细说明都是例示性的,旨在对本公开提供进一步的说明。除非另有指明,本公开使用的所有技术和科学术语具有与本公开所属技术领域的普通技术人员通常理解的相同含义。
为了方便叙述,本公开中如果出现“上”、“下”、“左”“右”字样,仅表示与附图本身的上、下、左、右方向一致,并不对结构起限定作用,仅仅是为了便于描述本公开和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位,以特定的方位构造和操作,因此不能理解为对本公开的限制。
如图1所示,本公开实施例提供了一种用于抽油杆的双层真空保温管,该轴油杆主要包括两个同轴心设置的外流管道2和内流管道1,其中内流管道1的长度大于外流管道2的长度,所述外流管道2套装在所述内流管道1上,它们之间形成一个环形腔体4。
正如本公开背景技术所述,一般现有的双空心抽油杆的环形腔内都是填充隔热层保温的,但是这种保温层的最高耐温只是180度,所以不能使用蒸汽高温加热。
为了解决上述技术问题,本实施例提供的高温真空双空心保温抽油杆在所述内外管道之间的环形腔内填充气凝胶毡,从而对内流管道中的热水介质保温输送深1500-2500米以下。
具体地,在所述内流管道的外壁面上均匀缠绕上气凝胶毡,缠完之后要保证内流管道在长度方向的直径要等长。
需要说明的就是,在填充气凝胶粘之后,所述环形腔内需要做抽真空处理,保证整个环形腔处于真空状态。
进一步地,本实施例中的外流管道长度方向的两端分别与内流管道焊接固定在一起,优选地,所述外流管道与内流管道在圆周方向上采用环缝激光密封焊接,来保证两者连接的密封性。
进一步地,本实施例中的内流管道的外壁面上设有支撑隔圈,所述支撑隔圈设置在所述环形腔内用于支撑外流管,在本实施中的支撑隔圈的厚度为1mm,在所述支撑隔圈的圆周方向均匀设有若干个三角形凸起,以图2为例,在圆周方向设有均匀设置3个三角形凸起,相邻的三角形凸起之间的圆心夹角为60度,所述三角形凸起的顶角为60,同时所述三角形凸起的顶点与外流管道的内壁面相接触实现对外流管道支撑,这样提高了抽油杆整体的强度。
作为优选地,本实施例中的支撑隔圈与内流管道的外壁面是通过氩弧点焊在一起。
需要说明就是,本公开中的支撑隔圈上的三角形凸起的数量不仅仅限于图2中的3个,也可以多余3个,不管设置几个,相邻的两个凸起之间的夹角都相等的。同时支撑隔圈的数量也不作限制,如果外流管道的长度过长时,可以多设置几个支撑隔圈。
本公开提供的真双层真空管在内外流道之间的环形腔内,采用采用气凝胶毡和真空腔相结合的优化手段,使该产品外流管道与内流管道流体热传导系数小于0.2W/(m.k),提高了热效率,解决了稠油热采油井中温度不达标的现象。
本公开一些实施例还提供了一种抽油杆,该抽油杆包括多个上述实施所述的双层真空保温管,这些双层真空保温管相互串联,且之间通过波纹伸缩调节管相连接。
除此之外,本公开另外一些实施例还公开了一种抽油设备,该设备包括上述所述的一种用于蒸汽高温真空双空心保温抽油杆。
下面详细说明一下该双层真空管的装配工艺:
(1)、首先,在内流管道的外壁面的焊接上支撑隔圈,然后在内流管道的外壁面上均匀缠绕上气凝胶毡条,缠绕的时候需要保证内流管道等厚,且密实。
(2)、其次,将缠绕好之后的内流管道放置在外流管道内,将外流管道长度方向的两端与内流管道采用环缝激光焊将两者密封连接,焊接好之后通过专用的设备和工具将内流管道和外流管道之间的环形腔内的抽空,形成高真空的真空腔。
(3)、最后,在外流管道的外壁面上涂装高分子环氧树脂耐高温胶。
以上所述仅为本公开的优选实施例而已,并不用于限制本公开,对于本领域的技术人员来说,本申请可以有各种更改和变化。凡在本公开的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本公开的保护范围之内。
上述虽然结合附图对本公开的具体实施方式进行了描述,但并非对本公开保护范围的限制,所属领域技术人员应该明白,在本公开的技术方案的基础上,本领域技术人员不需要付出创造性劳动即可做出的各种修改或变形仍在本公开的保护范围以内。
- 一种双层真空保温管、抽油杆及装配工艺
- 一种双层真空保温管、抽油杆及抽油设备